Изобретение относится к обработке и сварке материалов и может быть использовано для автоматического контроля и управления процессом контактной точечной и шовной сварки.
Известен способ контроля и управления процессом контактной сварки, при котором измеряют величину сварочного тока и падение напряжения между электродами, интег- рируют произведение этих величин, характеризующее энергию, выделенную в сварочном контакте и сравнивают с заданным значением параметра, определяемым опытным путем.
Недостатком известного способа является его сложность, обусловленная необходимостью одновременного измерения двух параметров процесса - сварочного тока и
падения напряжения на свариваемом контакте.
Целью изобретения является упрощение способа контроля за счет уменьшения количества измеряемых параметров.
Способ контроля и управления процессом контактной сварки заключается в определении величины сварочного тока и напряжения между электродами, интегрировании произведения этих величин, характеризующих энергию, выделяемую в сварочном контакте, сравнении с заданными значениями параметра, определяемого опытным путем и отключения сварочного тока при достижении вычисленной величины заданного параметра, причем со сварки измеряют активное и индуктивное сопротивление сварочной машины, вторичное напряжение холостого хода, а во время сварки
00
.«
Оч О
S
производят измерение одной из величин, определяющих мощность, выделяемую в контакте и вычисляют значение второй величины/
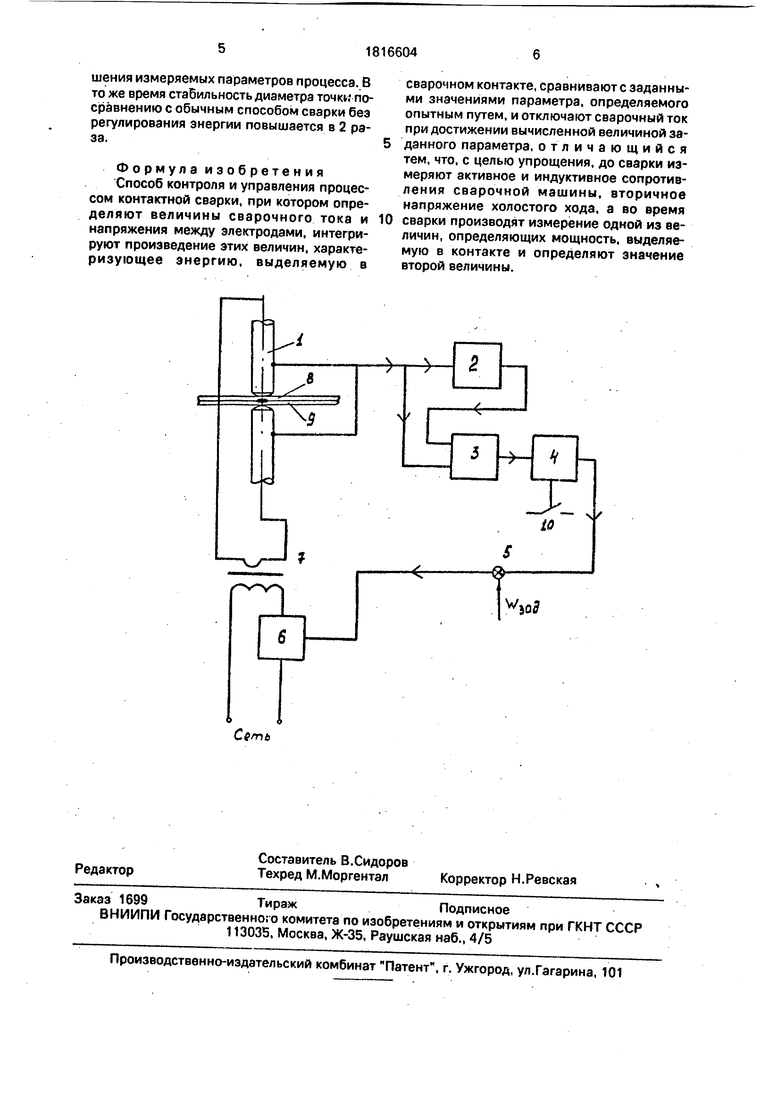
На чертеже представлена схема устройства для осуществления способа. Она содержит электроды машины для контактной сварки 1, вычислительное устройство 2, блок перемножения 3. интегратор 4, узел сравнения 5, силовой ключ 6, сварочный трансформатор 7, свариваемые детали 8,9, пусковую кнопку 10.
Для действующего значения сварочного тока при контактной сварке известно следующее выражение U2o
г
0)
у(Вм+КээУ + х„ V где U2o - напряжение холостого хода машины;
RM - полное активное сопротивление машины;
Хм - индуктивное сопротивление машины;
Нээ сопротивление свариваемых деталей между электродами.
Падение напряжения между электродами в процессе сварки Уээ
U33 l2-R39(2)
Возведем (1) в квадрат и подставим Рээ из (2) в (1)д В результате получим
l2Z(RM +XMV2RM- U,l2-(U2o2-U293) -0. :(3)
Таким образом, получили квадратное уравнение относительно сварочного тока, решение которого известно. Если в процессе сварки измерять напряжение Uaa, то по уравнению (3) можно рассчитать сварочный ток, а затем осуществить вычисление мощности, выделяемой в деталях и интегрирование мощности до заданного значения, определяемого экспериментально.
При коротком замыкании электродов без деталей уравнение (3) примет вид
I22Z2-U202.(4)
Так как величина Ifeo машины известна, активное сопротивление машины RM легко измерить, то при замере тока h расчетом определяется полное сопротивление машины Z - VRJ-, +XM Это позволяет, произведя необходимую настройку устройства для реализации способа, в .процессе сварки производить измерение только напряжения Уээ, а затем по уравнению (3) вычислять сварочный ток 1г.
Работа схемы по реализации способа осуществляется следующим образом. Процесс начинается нажатием кнопки Пуск 10. При этом происходит обнуление интегратора 4. На вход узла сравнения 5 с интег
ратора 4 поступает нулевой сигнал. На выходе узла сравнения 5 появляется сигнал, включающий силовой ключ 6, через который сетевое напряжение поступает на первичную обмотку силового трансформатора 7. Начинается процесс сварки деталей 8. 9. Напряжение на электродах 1 поступает на входы вычислительного устройства 2 и блока перемножения 3. На выходе блока 2 формируется сигнал, пропорциональный току сварки, который поступает на вход блока перемножения 3.
На выходе блока перемножения 3 формируется сигнал, пропорциональный мгновенному значению мощности, выделяемой в деталях 8 и 9. Этот сигнал поступает на вход интегратора 4. На. выходе интегратора 4 формируется сигнал, пропорциональный энергии, выделяемой в зоне сварки. При равенстве этого сигнала заданной величины W3afl, на выходе узла сравнения исчезает сигнал, включающий силовой ключ 6. Процесс сварки заканчивается.
Пример. Осуществлялась контактная точечная сварка листов из стали СтЗ, толщиной 3+3 мм на сварочной машине МТПУ- 300. Сварка велась на пятой ступени с напряжением холостого хода Uao 3,2 В. Полное сопротивление машины на этой ступени определили из опыта короткого замыкания ZM 235 И Ом. Активное сопротивление машины RM на выбранной ступени определили с помощью прибора М 246 RM 60-10 Ом. Затем осуществляли пробные сварки точек для определения уровня энергии, обеспечивающего диаметр ядра очки в соответствии с требованиями ГОСТ 15878-70 da 9 мм. В начале время сварки было установлено 1 секунда. На вы- 40 ходе интегратора 4 устройства определяли уровень сигнала, пропорциональный энергии, выделенной в зоне сварки. После сварки сварное соединение разрушали, определяя диаметр ядра. Затем корректировали время сварки для достижения требуемого сигнала, характеризующего нужный диаметр ядра. Этот уровень сигнала фиксировали и вводили в качестве задающего сигнала на входе в узле сравнения. После установления требуемого уровня энергии в узле сравнения 5 выполняли сварку десяти точек подряд. После замеров диаметров ядра точек было установлено, что максимальное отклонение от заданного dя 9 мм не превышает 1 мм. При сварке на том же режиме без регулирования процесса сварки максимальное отклонение диаметра ядра достигало 1,8 мм.
Способ позволяет упростить контроль и управление процессом сварки путем умень10
15
20
25
30
35
45
50
55
шения измеряемых параметров процесса. В то же время стабильность диаметра точки по- сравнению с обычным способом сварки без регулирования энергии повышается в 2 раза.
Формула изобретения Способ контроля и управления процессом контактной сварки, при котором определяют величины сварочного тока и напряжения между электродами, интегрируют произведение этих величин, характеризующее энергию, выделяемую в
сварочном контакте, сравнивают с заданными значениями параметра, определяемого опытным путем, и отключают сварочный ток при достижении вычисленной величиной заданного параметра, отличающийся тем, что, с целью упрощения, до сварки измеряют активное и индуктивное сопротивления сварочной машины, вторичное напряжение холостого хода, а во время сварки производят измерение одной из величин, определяющих мощность, выделяемую в контакте и определяют значение второй величины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качестваТОчЕчНОй КОНТАКТНОй СВАРКи | 1978 |
|
SU829369A1 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| УСТРОЙСТВО КОНТРОЛЯ КАЧЕСТВА ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1973 |
|
SU405679A1 |
| Способ регулирования контактной точечной сварки | 1975 |
|
SU647083A1 |
| Способ регулирования процесса электронагрева при точечной и шовной сварке | 1977 |
|
SU662297A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| Способ контроля качества контактной сварки | 1981 |
|
SU986678A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1995 |
|
RU2110380C1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |
Изобретение относится к обработке и сварке материалов и может быть использовано для автоматического контроля и управления процессом контактной точечной, шовной и стыковой сварок сопротивлением. Способ, при котором определяют величины , сварочного тока и напряжения между электродами, интегрируют произведение этих величин, характеризующее энергию, выделяемую в сварочном контакте, и сравнивают с заданным значением параметра, определяемого опытным путем. При этом до сварки измеряют активное и индуктивное сопротивление сварочной машины, вторичное напряжение холостого хода, а во время сварки производят измерение одной из величин, определяющих мощность, и вычисляют значение другой. 1 ил. ел С
| Глебов Л.В | |||
| и др | |||
| Устройство и эксплуатация контактных машин | |||
| Л.В | |||
| Глебов, Ю.И.Филиппов, П.Л.Чулошников | |||
| - Л.: Энергомашиздат | |||
| Ленингр | |||
| отд-ние, 1987, с | |||
| Способ обработки шкур | 1921 |
|
SU312A1 |
| Технология и оборудование контактной сварки/ Б.Д.Орлов, Ю.В.Дмитриев, А.А.Чака- лев и др | |||
| - М.: Машиностроение, 1975 | |||
| Ступка | 1922 |
|
SU536A1 |
| Способ контроля и управления процессом контактной сварки | 1981 |
|
SU967729A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
