1
Изобретение относится к области контактной точечной и шовной электросварки.
Известен способ регулирования процесса электронагрева при точечной и шовной сварке, в котором регулирование процесса сварки производится путем стабилизации среднего значения сварочного тока по замкнутой системе автоматического регулирования с обратной связью. Понижение или увеличение сварочного тока компенсируется путем соответствующей коррекции угла зажигания силовых тиристоров контактора прерывателя сварочной машины, тем самым стабилизируя заданное среднее значение сварочного тока 1.
Недостатком такого способа регулирования является отсутствие контроля износа рабочей поверхности электродов, изменения усилия сжатия, времени сварки.
Из известных способов наиболее близким к предлагаемому является способ регулирования процесса электронагрева при точечной и шовной сварке, при котором измеряют электрическую энергию, выделяемую в сварочном контакте с момента подачи сварочного тока до текущего момента времени, и производят отключение тока при достижении электрической энергией заданного значения 2.
Недостатком этого способа является нестабильность качества сварки. Это обусловлено тем, что в нем не учитывается зависимость величины дозируемой энергии, необ.ходимой для образования качественного сварного соединения, от времени нагрева, усилия сжатия свариваемых изделий, износа электродов или роликов, шунтирования сварочного тока соседними точками или швами.
Целью изобретения является повьцпение точности регулирования электронагрева и улучшение качества сварки в условиях изменения параметров сварочной цепи.
Поставленная цель достигается тем, что
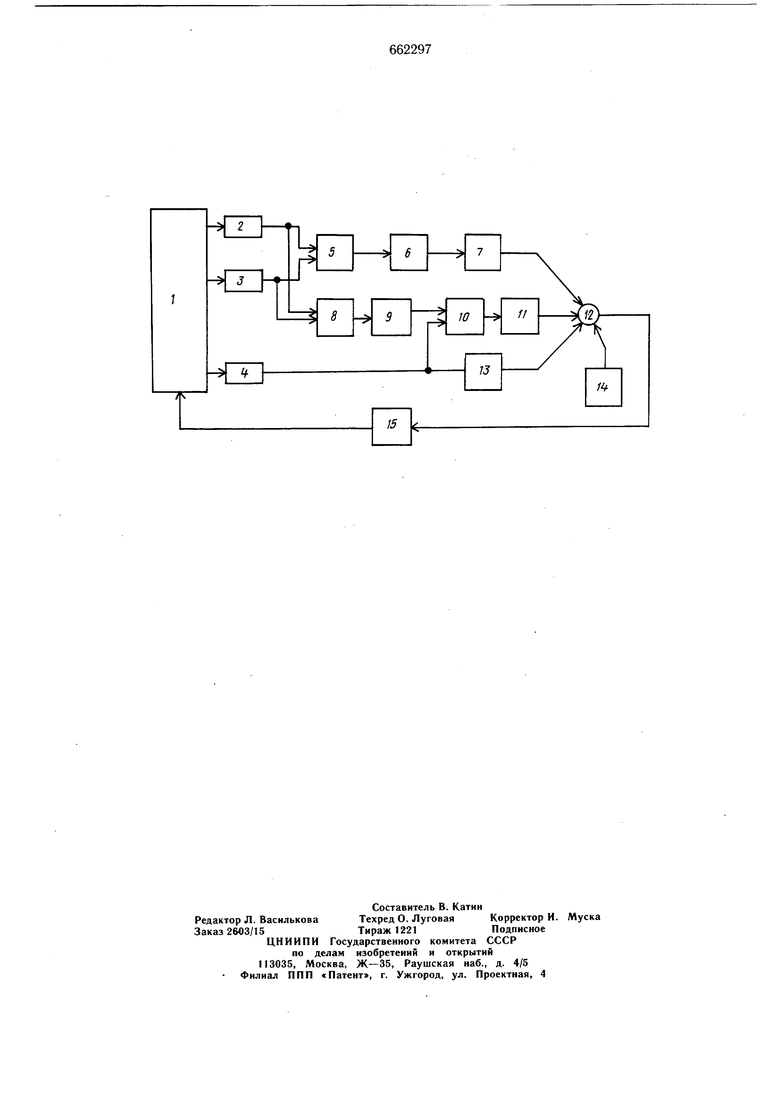
по предлагаемому способу величину электрической энергии в сварочном контакте получают путем измерения суммы двух сигналов, один из которых пропорционален фактическому времени протекания сварочного тока, а другой сигнал обратно пропорционален среднему за время сварки сопротивлению контакта, а заданное значение энергии определяют как сумму этих сигналов и постоянной величины, определяемой выбранным режимом сварки. На чертеже представлена блок-схема устройства регулирования процесса электронагрева, реализующего предлагаемый способ. Это устройство содержит сварочную машину 1, датчик 2 тока, датчик 3 напряжения 3, датчик 4 времени, множительное устройство 5, интегратор 6, инвертор 7, блок 8 деления, интегратор 9, б.юк 10 деления, множительное устройство 11, выходной сумматор 12, множительное устройство 13, источник 14 регулируемого стабилизирован ного напряжения, коммутирующее устройство 15. В течение цикла сварки производят измерение выделяющейся в сварочном контакте электрической энергии. Для этого в множительном устройстве 5 перемножают сигналы с датчика 2 тока и датчика 3 напряжения, пропорциональные сварочному току в деталях и напряжению, приложенному к сварочному контакту, соответственно, затем полученное произведение интегрируют в реальном масштабе времени в интеграторе 6. На выходе интегратора 9 получают напряжение, пропорциональное фактической энергии сварки. Заданное значение энергии определяют как сумму следующих величин(1) , (trf-t «« ) -Кг{г«-г««) где QO - значение дозируемой в сварочный контакт энергии при номинальных условиях, т. е. t«g tet, , отсутствует шунтирование сварочного тока, нет износа электродов, усилие сжатия деталей равно номинальному в этом случае: ГЭЭГЭ цдм 5 Ki И Кг - коэффициенты, зависящие от металла свариваемых деталей и их толщины;let и tet«oN - фактическое и номинальное время сварки соответственно; гээ и гмнвм - среднее за время сварки сопротивление контакта и номинальное сопротивление контакта соответственно. Так как для данного материала и толщины деталей значения t гСиок и г 9Эцом постоянны , то выражение (1) можно записать в упрощенном виде: Qj Q+ К| .r,.,(2) где Q QO - К( t(L4«,M + Кагээнвм(3) Отключение сварочной машины производят в момент равенства выделившейся в сварочном контакте энергии с заданной величиной. Для коррекции заданного значения дозируемой энергии в условиях изменения параметров сварочной цепи измеряют в процессе сварки фактическую длительность нагрева и среднее за время сварки электрическое сопротивление сварочного контакта. С датчика 4 времени снимают напряжение. пропорциональное времени сварки. Среднее сопротивление сварочного контакта определяется следующим образом: сигнал с датчика 3 напряжения делят на сигнал датчика 2 тока в блоке 8 деления, результат деления, интегрируют в реальном масштабе времени интегратором 9 и делят на фактическое время сварки, сни.маемое с датчика 4, в блоке деления 10. В множительных устройствах 11 и 13 получают величины, пропорциональные КгГэ и К| tot соответственно. На выходе делителя 14 напряжения устапавливают напряжение, пропорциональное величине Q из соотношения (2). Заданное значение энергии получают суммированием выходных напряжений блоков 11, 13 и 14 на входе сумматора 12. С инвертора 7 на су.ммирующий вход схемы поступает сигнал, пропорциональный значению фактической энергии, взятой с обратным знаком. Отключение машины производят коммутирую цим устройством 15 в момент, когда сигналы с блоков 7, И, 13 и 14 дадут нулевое напряжение на выходе сумматора 12. Экспериментальные данные показали, что изготовление пламенных труб предлагаемым способом, входящих в блоки высокого и низкого давления турбин ГТ-100, повышает срок службы этих блоков в 2 раза. Формула изобретения Способ регулирования процесса электронагрева при точечной и щовной сварке, при котором измеряют электрическую энергию, выделяемую в сварочном контакте с момента подачи сварочного тока до текущего момента времени, и производят отключение тока при достижении электрической энергией заданного значения, отличающийся тем, что, с целью повыщения точности регулирования электронагрева и улучщения качества сварки в условиях изменения параметров сварочной цепи, величину электрической энергии в сварочном контакте получают путем измерения сум.мы двух сигналов, один из которых пропорционален фактическому времени протекания сварочного тока, а другой сигнал обратно пропорционален среднему за время сварки сопротивлению контакта, а заданное значение энергии определяют как сумму этих сигналов и постоянной величины, определяемой выбранным режимом сварки. Источники информации, принятые во внимание при экспертизе 1.Орлов Б. Д. «Технология и оборудование контактной сварки, М., Машиностроение, 1975, с. 494-495. 2.Авторское свидетельство СССР № 285737, кл. В 23 К 11/24, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качестваТОчЕчНОй КОНТАКТНОй СВАРКи | 1978 |
|
SU829369A1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ЭЛЕКТРОНАГРЕВА | 1973 |
|
SU404587A1 |
| Способ измерения активного сопротивления сварочного контура в процессе сварки | 1986 |
|
SU1488160A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| Способ измерения функционалов от сва-РОчНОгО TOKA пРи шОВНОй и ТОчЕчНОйКОНТАКТНОй СВАРКи | 1978 |
|
SU846172A1 |
| Способ контроля и управления процессом контактной сварки | 1991 |
|
SU1816604A1 |
| УСТРОЙСТВО КОНТРОЛЯ КАЧЕСТВА ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1973 |
|
SU405679A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2050237C1 |