1
Изобретение относится к обработке и сварке Материалов и может быть использовано для контроля качества сварных соединений в процессе их выполнения контактной, точечной шовной и рельефной сваркой.
Известно устройство контроля качества точечной контактной сварки, содержащее блок измерения параметров процесса сварки и блок индикации.
Предлагаемое устройство отличается от известного тем, что в него включен блок вычислений диаметра ядра сварной точки, вход которого подключен к выходу блока измерения параметров процесса сварки, а выход - к блоку индикации. Это повышает точность контроля.
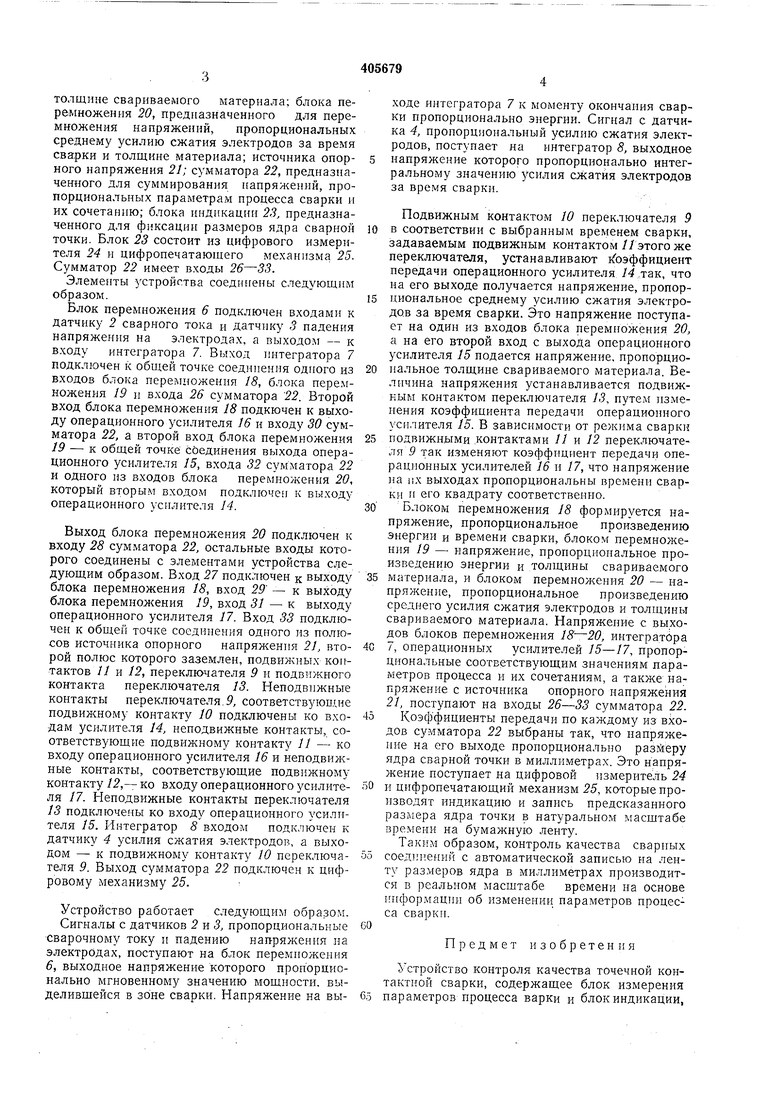
На чертеже изображена функциональная схема предлагаемого устройства.
Устройство сотоит из блока 1 измерения параметров процесса сварки, который содержит датчик 2 сварочного тока, датчик 3 падения напряжения на электродах и датчик 4 усилия сжатия электродов. Все датчики установлены на контактной сварочной машине. Устройство содержит также блок 5 вычисления диаметра ядра сварной точки, которой предназначен для определения качества сварного соединения по его основному показателю - диаметру ядра- непосредственно в ходе выполнения сварки по совокупности параметров процесса. Блок 5
состоит из блока перемножения 6, предназначенного для вычисления текущего значений мощности и интегратора 7 для вычисления энергии, выделившейся в зоне сварки; интегратора 8, предназначенного для вычисления интегрального значения усилия сжатия электродов за время сварки: переключателя 9 с подвижными контактами W-/2, предназначенного для изменения режима работы предлагаемого устройства в соответствии с изменением времени сварки, и переключателя 13 для изменения режима работы в соответствии с толщиной свариваемого материала; операционного усилителя 14, предназначенного для получения напряжения, пропорционального среднему усилию сжатия электродов за время сварки; операционного усилителя 15, предназначенного для получения напряжения, пропорционального толщине свариваемого материала; операционного усилителя 16, предназначенного для получения напряжения, пропорционального времени сварки и операционного усилителя 17 для получения напряжения, пропорционального квадрату времени сварки. Блок 5 включает в себя также блок перемножения 18, предназначенный для перемножения напряжений, пропорциональных энергии, выделившейся в зоне сварки и времени сварки; блока перемножения 19, предназначенного для перемножения напряжений, пропорциональных энергии и
толщине свариваемого материала; блока перемножения 20, предназначенного для перемножения напряжений, пропорциональных среднему усилию сжатия электродов за время сварки и толщине материала; источника опорного напряжения 21; сумматора 22, предназначенного для суммирования напряжений, пропорциональных параметрам процесса сварки и их сочетанию; блока индикации 23, предназначенного для фиксации размеров ядра сварной точки. Блок 23 состоит из цифрового измерителя 24 и цифропечатающего механизма 25. Сумматор 22 имеет входы 26-33.
Элементы устройства соедиЕгены следующим образом.
Блок перемножения 6 подключен входами к датчику 2 сварного тока и датчику 3 падения напряжения на электродах, а выходом - к входу интегратора 7. Выход интегратора 7 подключен к общей точке соединения одного из входов блока перемножения 18, блока перелгножения 19 и входа 26 сумматора 22. Второй вход блока перемножения 18 подкючен к выходу операционного усилителя 16 и входу 30 сумматора 22, а второй вход блока перемножения 19 - к общей точке соединения выхода операционного уснлителя 15, входа 32 сумматора 22 и одного из входов блока перемножения 20, который вторым входом подключен к выходу операционного усилителя 14.
Выход блока перемножения 20 подключен к входу 28 сумматора 22, остальные входы которого соединены с элементами устройства следующим образом. Вход 27 подключен к выходу блока перемножения 18, вход 29 - к выходу блока перемножения 19, вход 31 - к выходу операционного усилителя 17. Вход 33 подключен к общей точке соединения одного из полюсов источника опорного напряжения 21, второй полюс которого заземлен, подвижных контактов // и 12, переключателя 9 и подвижного контакта переключателя 13. Неподвижные контакты нереключателя.Я соответствующие подвижному контакту 10 подключены ко входам усилителя 14, неподвижные контакты, соответствующие подвижному контакту 11 - ко входу операционного усилителя 16 и неподвижные контакты, соответствующие подвижному контакту 12,- ко входу операционного усилителя 17. Неподвижные контакты переключателя 13 подключены ко входу операционного усилителя 15. Интегратор 8 входом подключен к датчику 4 усилия сжатия электродов, а выходом - к подвижному контакту 10 переключателя 9. Выход сумматора 22 подключен к цифровому механизму 25.
Устройство работает следующим образом.
Сигналы с датчиков 2 и 5, пропорциональные сварочному току и падению напряжения на электродах, поступают на блок перемножения 6, выходное напряжение которого пропорционально мгновенному значению мощности, выделившейся в зоне сварки. Нанряжение на выходе интегратора 7 к моменту окончания сварки пропорционально энергии. Сигнал с датчика 4, пропорциональный усилию сжатия электродов, поступает на ннтегратор 8, выходное напряжение которого пропорционально интегральному значению усилия сжатия электродов за вре.мя сварки.
Подвижным контактом 10 переключателя 9
в соответствии с выбранным временем сварки, задаваемым подвижным контактом 11 этого же переключателя, устанавливают 1 оэффициент передачи операционного усилителя 74 так, что на его выходе получается напряжение, пропорциональное среднему усилию сжатия электродов за время сварки. Это напряжение поступает на один из входов блока перемиожения 20, а на его второй вход с выхода операционного усилителя 15 подается напряжение, пропорциональное толщине свариваемого материала. Величина напряжения устаиавливается подвижным контактом переключателя 13, путем из.менения коэффициента передачи операционного усилителя 15. В зависимости от режима сварки
подвижными .контактами 11 и 12 переключателя Р так изменяют коэффициент передачи операционных усилителей 16 и 17, что напряжение на их выходах пропорциональны времени сварки и его квадрату соответствеино.
Блоком перемножения J8 формируется напряжение, пропорциональное произведению энергии и времени сварки, блоком перемножения 19 - напряжение, пропорциональное произведению энергии и толщины свариваемого
материала, и блоком перемножения 20 - напряжение, пропорциональное произведению среднего усилия сжатия электродов и толщины свариваемого материала. Напряжеиие с выходов блоков перемножения 18-20, интегратора
7, операционных усилителей 15-17, пропорциональные соответствующим значениям параметров процесса и их сочетаниям, а также напряжение с источника опорного напряже;е ия 21, поступают на входы 26-33 сумматора 22.
Коэффициенты передачи по каждому из входов сумматора 22 выбраны так, что напряжение на его выходе пропорционально размеру ядра сварной точки в миллиметрах. Это напряжение поступает на цифровой измеритель 24
и цифропечатающий механизм 25, которые производят индикацию и запись предсказаиного разлера ядра точки в натуральном масщтабе времени на бумажную ленту. Таким образом, контроль качества сварных
соединений с автоматической записью на ленту размеров ядра в миллиметрах производится в реальном масштабе времени на основе информации об изменении параметров процесса сваркн.
Предмет изобретения
Устройство контроля качества точечной контактной сварки, содержащее блок измерения параметров процесса варки и блок индикации,
отличающееся тем, что, с целью повышения точности, в него включен блок вычисления диаметра ядра сварной точки, вход которого
подк.1ючен к выходу измерения параметров процесса сварки, а выход - к блоку индикации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля качества контактной точечной сварки | 1974 |
|
SU478701A1 |
| Устройство для контроля качестваТОчЕчНОй КОНТАКТНОй СВАРКи | 1978 |
|
SU829369A1 |
| Устройство для контроля качества точечной контактной сварки | 1975 |
|
SU768581A1 |
| Устройство для контроля качества точечной контактной сварки | 1976 |
|
SU707726A2 |
| Способ акустико-эмиссионного контроля процесса точечной контактной сварки и устройство для его осуществления | 1989 |
|
SU1773640A1 |
| Способ контроля и управления процессом контактной сварки | 1991 |
|
SU1816604A1 |
| Устройство для контроля качества контактной точечной сварки | 1976 |
|
SU662296A2 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА | 1970 |
|
SU265320A1 |
| Устройство для контроля качества сварного соединения | 1982 |
|
SU1049216A1 |
| УСТРОЙСТЮ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ | 1979 |
|
SU825291A1 |

1г Г I I
