Изобретение относится к машиностроению, а именно к инструментам для отвертывания и завертывания шпилек.
Цель изобретения - расширение эксплуатационных возможностей.
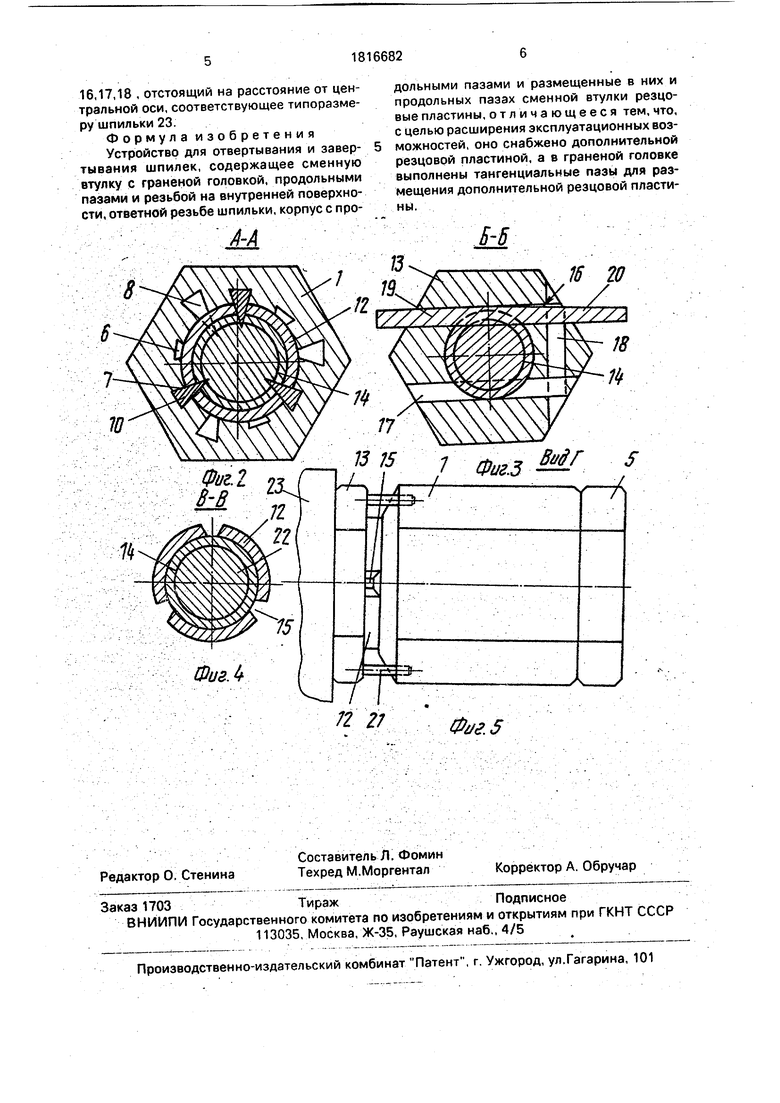
На фиг.1 изображено устройство для от- вертывания и завертывания шпилек, продольный разрез: на фиг. 2 - разрез А-А на фиг.1; на фиг.З - разрез на фиг. 1; на фиг, 4 - сечение В-В на фиг. 1; на фиг. 5 - вид по стрелке Г на фиг, 1.
Устройство для Отвертывания и завертывания шпилек содержит корпус 1 с наружными гранями под гаечный ключ, имеющий с одной стороны конусную поверхность 2 для отвода стружки и гнезда 3 для фиксаторов, другая сторона корпуса имеет внутреннюю резьбу 4, предназначенную для ввертывания заглушки 5. В корпусе 1 выполнены продольные пазы 6...8 типа ласточкин хвост, расположенные в стенке отверстия 9 корпуса 1 группами, например, три паза в каждой группе через 120°, и имеющие разную глубину по группам. В пазах 6...8 установлены съемные резцовые пластины 10, поверхность которых ответна поверхность пазов 6...8. Одна сторона каждой резцовой пластины 10 скошена под углом, равным углу конусности корпуса 1, и предназначена для отвода металлической стружки, другая сторона пластины 10 имеет выступ 11 для упора о торцевую поверхность корпуса 1 и взаимодействует с заглушкой 5. Устройство содержит также сменную втулку 12 с граненой головкой 13 с резьбой 14 на внутренней поверхности для взаимодействия с резьбой шпильки, сквозными пазами 15 и с тангенциальными пазами 16, 17,.18.в граненой головке 13, расположенными на разном расстоянии от оси втулки 12. В одном из пазов 16,17.18 размещается дополнительная сьёмная резцовая пластина 19 с поверхностью, ответной поверхности пазов 16, 17, 18. Один из концов пластины 19 выполнен с убывающим к концу сечением 20 для облегчения продвижения ее по пазу. На торце граненой головки 13 втулки 12, обращенной к корпусу 1, закреплены фиксаторы 21, устанавливаемые в гнезда 2 на корпусе 1 и фиксирующие втулку 12 относительно корпуса 1.
Устройство работает следующим образом.
По диаметру вывертываемого из детали 22 обломка шпильки 23 подбирают сменную втулку 12. Прикладывая к месту 24 разлома другой обломок шпильки 23, навертывают втулку 12 на шпильку 23 до соприкосновения торца головки 13 в торцевой поверхностью детали 22, используя при этом гаечный ключ (на чертеже не показан). В зависимости от диаметра шпильки 23 в один из тангенциальных пазов, например, в паз 16 устанавливают резцовую пластину 19, направив ее уклоном 20 вперед и прикладывая усилие легкими ударами молотка, при этом пластина 19, продвигаясь по пазу 16, прорезает поверхность выходящего из детали
обломка шпильки 23 в поперечном направлении, прочно соединяя втулку 12 со шпилькой 23. После этого в зависимости от диаметра шпильки резцовые пластины 10 устанавливают в одну из групп пазов, на5 пример, в пазы 7, зажимают их заглушкой 5, и совместив пластины 10 с пазами 15 на втулке 12, ударами молотка по заглушке 5 перемещают корпус 1 вдоль втулки 12, навернутой на оба обломка шпильки 23. При
0 перемещении корпуса 1 по втулке 12 на резьбовой поверхности шпильки 23 образуются продольные борОздки, образующаяся при этом стружка удаляется наружу скошенными поверхностями резцовых пластин 10
5 и по конусной поверхности 2 корпуса 1. Когда торцовая поверхность корпуса 1 дойдет до торцевых поверхностей наружных граней головки 13 втулки 12 фиксаторы 21 войдут в гнезда 3 на корпусе 1, сблокировав
0 друг с другом втулку 12с корпусом 1. Захватив гаечным ключом наружные грани головки 13 втулки 12 поворачивают втулку 12 и сблокированный с нею корпус 1 по направлению выкручивания шпильки, крутящий
5 момент от ключа через резцовые пластины 10 и 19 будет передаваться выходящему из детали 22 обломку шпильки 23, выкручивая его из детали 22. Ударами молотка о конусный конец 20 выбивают пластину 19 из паза
0 16 и после выкручивания заглушки 5 из корпуса 1 ударами молотка выбивают пластины 10 из пазов 7, освобождая вывернутый детали 22 обломок шпильки 23. Таким же образом вывертывают шпильку 23 из детали 22
5 целую, на разорванную, используя при этом резцовую пластину 19; если соединение ее
с деталью подвержено химическому или коррозийному износу, или без резцовой пластины 19 при отсутствии упомянутых
0 воздействий. Для отвертывания и завертывания шпильки 23 с диаметром, отличающимся от диаметра предыдущей шпильки на 1...2 мм, подбирают другую сменную втулку 12 по диаметру шпильки 23 без заме5 ны резцовых пластин 10 и 19. При отверты- вании и завертывании шпилек с диаметром, больше указанного/кроме смены втулки 12 резцовые пластины переставляют в другую группу пазов 6...8, а резцовую пластину 19 - в другой тангенциально расположенный паз
16,17,18 , отстоящий на расстояние от центральной оси, соответствующее типоразмеру шпильки 23.
Формула изобретения Устройство для отвертывания и завертывания шпилек, содержащее сменную втулку с граненой головкой, продольными пазами и резьбой на внутренней поверхности, ответной резьбе шпильки, корпус с продольными пазами и размещенные в них и продольных пазах сменной втулки резцовые пластины, отличающееся тем, что, с целью расширения эксплуатационных возможностей, оно снабжено дополнительной резцовой пластиной, а в граненой головке выполнены тангенциальные пазы для размещения дополнительной резцовой пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отвертывания и завертывания шпилек | 1985 |
|
SU1310188A2 |
| Устройство для отвертывания и завертывания шпилек | 1985 |
|
SU1256944A2 |
| Устройство для отвертывания шпилек | 1981 |
|
SU1024254A1 |
| Устройство для отвертывания шпилек | 1988 |
|
SU1585136A1 |
| ПНЕВМОГАЙКОВЕРТ | 1992 |
|
RU2067923C1 |
| Патрон для завертывания и отверты-ВАНия шпилЕК | 1977 |
|
SU837836A1 |
| Инструмент ударного действия | 1988 |
|
SU1648742A1 |
| Комплект инструментов для войскового ремонта ходовой части бронетанковой техники машин на их базе | 2017 |
|
RU2635208C1 |
| Устройство для отвертывания и завертывания гаек на валу ротора двигателя | 1981 |
|
SU965754A1 |
| ДЕРЖАТЕЛЬ ГИДРАВЛИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1992 |
|
RU2077976C1 |
Изобретение относится к машиностроению .и может найти применение для отвер- тывания и завертывания шпилек. Цель изобретения - расширение эксплуатационных возможностей. Навертывают втулку 12 на шпильку 23 до соприкосновения торца головки 13 с торцом детали 22. В паз 16 устанавливают резцовую пластину 19, которая, продвигаясь по нему, прорезает поверхность выходящего из детали обломка шпильки 23, соединяя втулку 12 со шпилькой 23. Затем резцовые пластины 10 устанавливают в пазы 7, зажимают их заглушкой 5 и, совместив пластины 10с пазами 15 на втулке 12, ударами молотка по заглушке 5 перемещают корпус 1 вдоль втулки 12. Когда торец корпуса 1 дойдет до торца головки 13, фиксаторы 21 войдут в гнезда 3, соединив корпус 1 со втулкой 12. Захватив гаечным ключом головку 13, поворачивают втулку 12 с корпусом 1 по направлению выкручивания шпильки. Крутящий момент через резцовые пластины 10 и 19 передается обломку шпильки 23, выкручивая его из детали. 5 ил.
П 27
Фие.5
| Устройство для отвертывания и завертывания шпилек | 1985 |
|
SU1256944A2 |
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для отвертывания и завертывания шпилек | 1985 |
|
SU1310188A2 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
