Изобретение относится к машиностроению и ремонтному производству, а именно, к ручным инструментам для отвертывания и завертывания шпилек.
Цель изобретения - расширение технологических возможностей устройства за счет установки резьбовой втулки с натягом между шпилькой и корпусом.
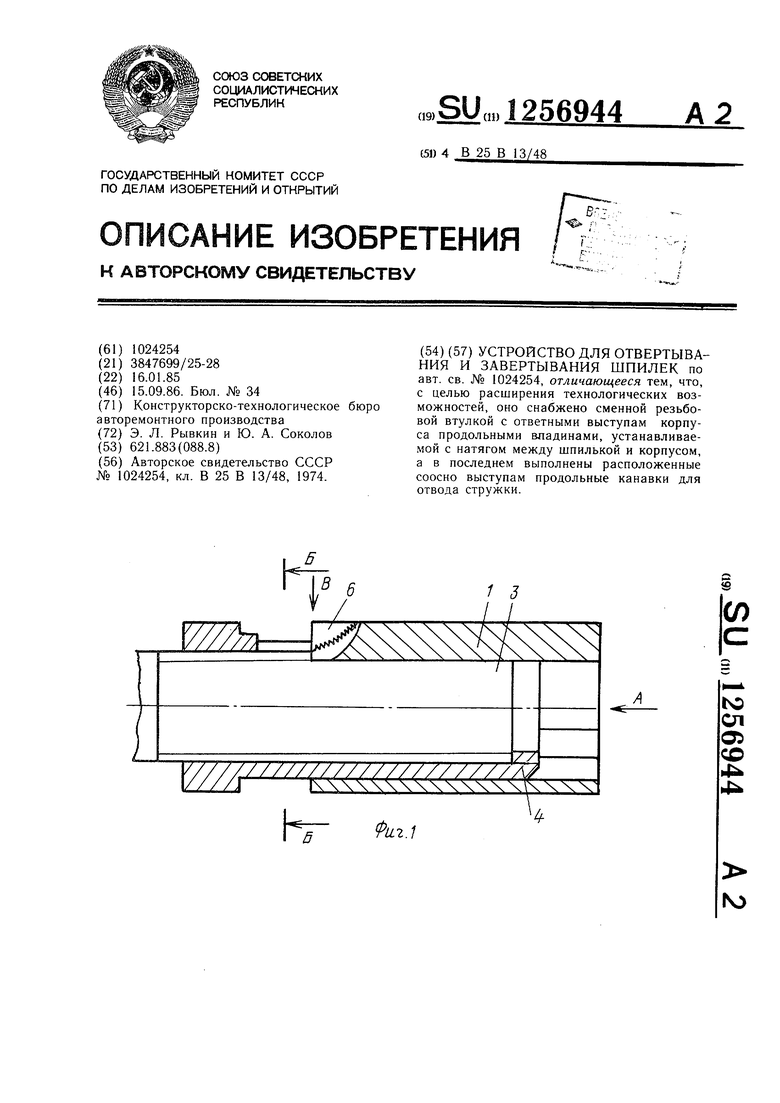
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. I; на фиг. 4 - вид В на фиг. 1.
Устройство для отвертывания и завертывания шпилек содержит полый корпус 1 с продольными внутренними резцовыми выступами 2 для прорубания продольных пазов в резьбовой поверхности шпильки 3 для захвата последней. Устройство снабжено резьбовой втулкой 4 с ответными выступам
2корпуса 1 продольными впадинами 5, устанавливаемой с натягом между шпилькой
3и корпусом 1. В последнем выполнены расположенные соосно выступам 2 продольные канавки 6 для отвода стружки. Втулка 4 выполнена сменной.
Устройство работает следуюш,им образом. На шпильку 3 навертывают резьбовую втулку 4, затем устанавливают на втулку
4корпус 1, предварительно совместив его резцовые выступы 2 с впадинами 5 втулки 4. Ударами молотка по торцовой поверхности корпуса 1, противоположной режущей
0
5
0
части, перемешают корпус 1 вдоль резьбовой поверхности шпильки 3. При перемещении корпуса 1 в резьбовой поверхности шпильки
3образуются продольные пазы, а образую- ш,аяся стружка удаляется наружу через продольные канавки 6 корпуса I.
Резьбовая втулка 4 устанавливается с натягом между шпилькой 3 и корпусом 1, за счет чего предохраняется резьба шпильки 3 от повреждения.
В дальнейшем с помощью ключа (не показан) отворачивают шпильку 3. Корпус 1 снимают легкими ударами, после чего со шпильки 3 свинчивают резьбовую втулку 4. При этом происходит калибровка резьбы шпильки 3.
Края продольных пазов в шпильке 3 после применения предлагаемого устройства получаются ровными, без деформации и разрывов металла. Шпилька 3 после этого не требует дополнительных трудозатрат на восстановление резьбы и готова к повторному применению.
Плотное прилегание резьбовых участков втулки 4 к резьбовой поверхности шпильки 3, кроме предохранения резьбы последней, позволяет при откручивании прикладывать большее усилие, поскольку крутящий момент на щпильку 3 передается не только через резьбовые выступы 2, но и через всю поверхность резьбового сопряжения втулки
4и шпильки 3 за счет возникающих при этом сил трения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отвертывания и завертывания шпилек | 1985 |
|
SU1310188A2 |
| Устройство для отвертывания и завертывания шпилек | 1991 |
|
SU1816682A1 |
| Устройство для отвертывания шпилек | 1981 |
|
SU1024254A1 |
| Патрон для завертывания и отверты-ВАНия шпилЕК | 1977 |
|
SU837836A1 |
| Устройство для отвертывания шпилек | 1988 |
|
SU1585136A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Инструмент ударного действия | 1988 |
|
SU1648742A1 |
| Устройство для неразрешенного отвинчивания | 1990 |
|
SU1762002A1 |
| Патрон для завертывания шпилек | 1983 |
|
SU1127756A1 |
S- Б
Bad А
иг.2
иг.З
8иО 3
| Устройство для отвертывания шпилек | 1981 |
|
SU1024254A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
