Изобретение относится к технологии изготовления изделий из полимерных композиционных материалов (ПКМ) с защитным лакокрасочным покрытием и может быть использовано при изготовлении изделий как методом прессования, так и методом намотки, например, полуоболочки лопастей, панелей, труб, оболочек вращения и т.д.
Цель изобретения - повышение прочности сцепления покрытия с поверхностью изделия и снижение трудоемкости процесса. Пример. Изготовление полуоболочек лопасти ветроэнергетического агрегата (габаритные размеры 12000 X 1400 мм) методом вакуумного прессования заготовок в матрице.
При этом на рабочую поверхность матрицы наносят тонкий слой смазки ЦИА- ТИМ-221 ГОСТ 9433-80. На пленку полипропиленовую ТУ 38-1022-85 наносят эмаль ЭП 51 ГОСТ 9670-85 белую и проводят выдержку в течении одного часа в условиях цеха. Пленку с нанесенной эмалью укладывают на рабочую поверхность матрицы (эмалью вверх) по месту. Приготавливают пигментированное связующее ЭДТ-10П, для чего в связующее ЭДТ-10П ОСТ 92- 0957-77 (100 вес.ч. вводят алюминиевую пудры ПАП-4 ГОСТ 5494-71 (1 : 5 вес. ч). Пропитывают ткань 32-62 ГОСТ 19907-74 связующим ЭДТ-10П пигментированным на пропиточной машине и укладывают ее на нанесенную эмаль. Далее укладывают пакет заготовок стеклоткани Т-10-80 ГОСТ 19170-73 пропитанных на пропиточной машине связующим ЭДТ-10П. Матрицу собирают на вакуумирование. Проводят режим полимеризации детали: - выдержка при 80°С в течение 24 ч при вакууме 0,7 кгс/см2.
Деталь извлекают из матрицы и без усилий удаляют пленку с окрашенной поверхности.
Пример 2. Изготовление ручки весла для академической гребли (длина 3 м, диаметр 50 мм) методом продольно-поперечной намотки.
При этом проводят продольно-поперечную намотку жгутом УКН-5000 ТУ 6-0600
(Ј XI о
И106-83 пропитанным связующим ЭДТ-10 ГОСТ 92-0957-77 на металлическую оправку. Готовят пигментированное связующее, для чего в связующее ЭДТ-10 (100 вес. ч.) вводят алюминиевую пудру ПАП-4 ГОСТ 5494-71 (1 : 5 вес. ч.). Последний кольцевой слой наматывают жгутом УКН-5000, проНи- танным пигментированным связующим ЭДТ-10. На пленку полипропиленовую ТУ 38-1022-85 наносит эмаль ЭП-51 ГОСТ 9670-85 черную, её сушат, укладывают на поверхность намотанного пакета заготовок и проводят режим полимеризации:
- выдержка при 80°С - 2 ч
-выдержка при 120°С- 2 ч
-выдержка при 140°С-4 ч
Извлекают из детали оправку и без усилий удаляют пленку с окрашенной поверхности, ;..: ;: ;.. -:-;- / ; -Д. -. ...Д.
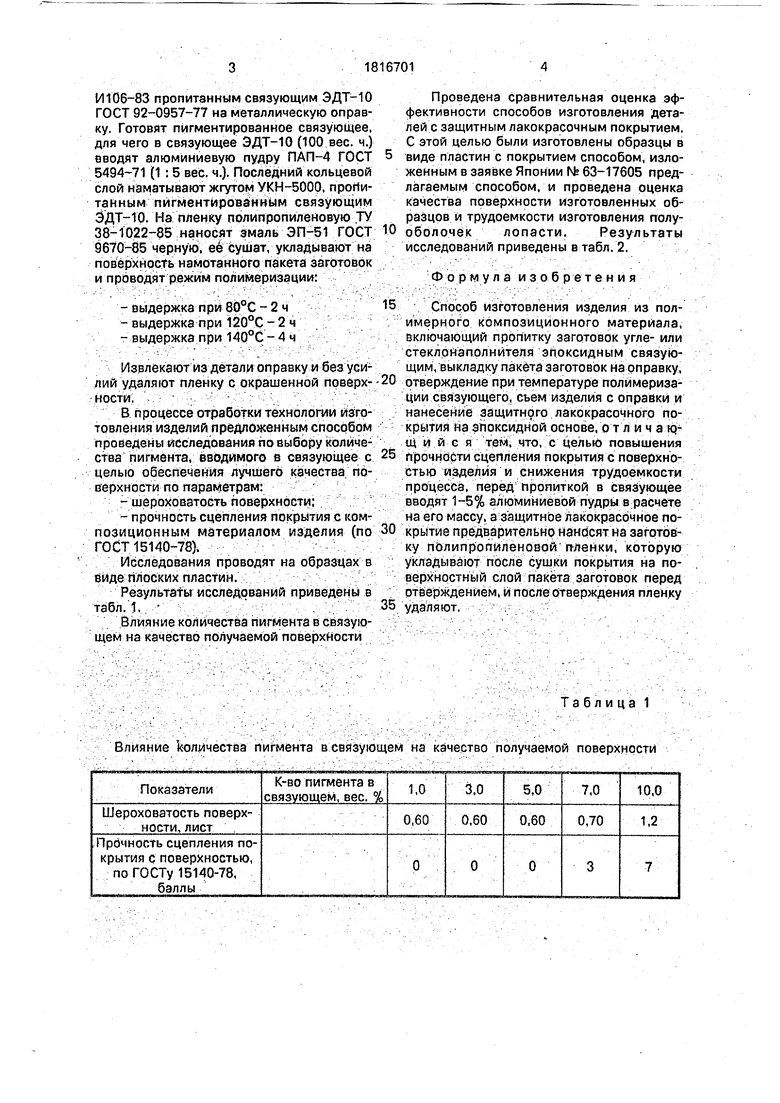
В процессе отработки технологии изготовления изделий предложенным способом проведены исследования по выбору количества пигмента, вводимого в связующее с целью обеспечения лучшегб качества поверхности по параметрам:
- шероховатость поверхности; . ::
- прочность сцепления покрытия с композиционным материалом изделия (по ГОСТ 15140-78),
Исследования проводят на образцах в виде плоских пластан.;;
Результаты исследований приведены в табл. 1, .. v. ....-, ...: - .-:; .-,.. ,.;.;...: .-.
Влияние количества пигмента в связующем на качество получаемой поверхности
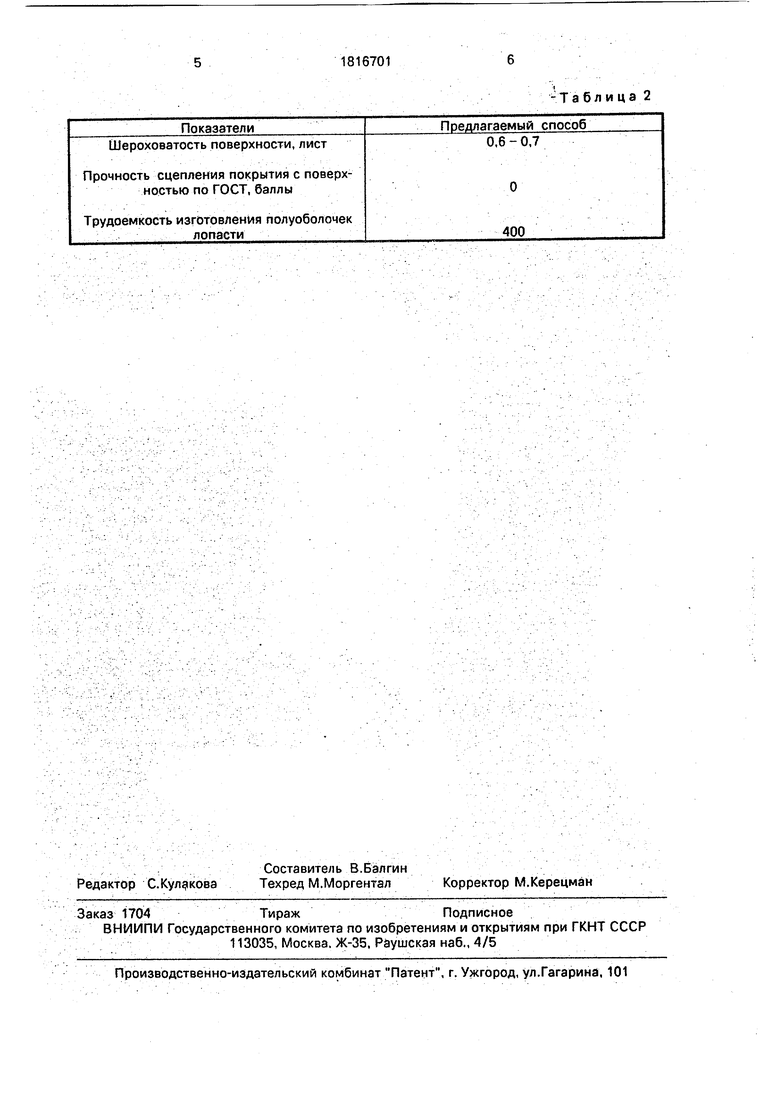
Проведена сравнительная оценка эффективности способов изготовления деталей с защитным лакокрасочным покрытием. С этой целью были изготовлены образцы в
виде пластин с покрытием способом, изложенным в заявке Японии № 63-17605 предлагаемым способом, и проведена оценка качества поверхности изготовленных образцов и трудоемкости изготовления полуоболочек лопасти. Результаты исследований приведены в табл. 2.
Формул а изо бретени я
Способ изготовления изделия из полимерного композиционного материала, включающий пропитку заготовок угле- или стекдонаполнйтепя эпоксидным связующим, выкладку пакета заготовок на оправку,
ртверждение при температуре полимеризации связующего, съем изделия с оправки и нанесение защитного лакокрасочного покрытия на эпоксидн ой основе, о т л и ч а ю/- щи и е я тем; что, с целью повышения
прочности сцепления покрытия с поверхностью изделия и снижения трудоемкости процесса, перед пропиткой в связующее вводят 1 -5% алюмйниёвЬй пудры в расчете на его массу, а защитное лакокрасочное покрытое предварительно нано;сят на заготовку полипропиленовой пленки, которую укладывают после сушки покрытия на поверхностный слой пакета заготовок перед ртёержденйёМ| и послеотверждения пленку
удаляют. , :;- ; :, :
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОГО КОМПОЗИТНОГО БАКА | 2002 |
|
RU2233744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ОБОЛОЧКИ ИЗ АРМИРОВАННОЙ ПЛАСТМАССЫ | 2001 |
|
RU2209730C2 |
| Эпоксидное связующее | 2018 |
|
RU2677210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| ГРУНТОВКА | 1999 |
|
RU2196792C2 |
| ТЕПЛОИЗОЛЯЦИОННАЯ ТРУБА | 1990 |
|
RU2018762C1 |
| ЛАКОКРАСОЧНАЯ КОМПОЗИЦИЯ | 2005 |
|
RU2314328C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ПРЕПРЕГА | 2006 |
|
RU2307136C1 |
| АБРАЗИВОСТОЙКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2004 |
|
RU2268276C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ И ЕЕ КОНСТРУКЦИЯ | 1999 |
|
RU2174467C2 |
Сущность изобретения: .пропитанные эпоксидным связующим с 1-5% алюминиевой пудры угле- или стеклопластиковые заготовки собирают в пакет, на внешнюю поверхность которого укладывают полипропиленовую пленку с нанесенным на нее эпоксидным лакокрасочным материалом, и осуществляют полимеризацию при режиме отверждения связующего, после чего пленку удаляют. 2 табл.
Влияние Количества пигмента в связующем на качество получаемой поверхности
Таблица 1
Показатели
Шероховатость поверхности, лист
Прочность сцепления покрытия с поверхностью по ГОСТ, баллы
Трудоемкость изготовления полуоболочек лопасти
-Табл и ц а 2
Предлагаемый способ
0,6-0,7
О 400
| .Манеров В.Б | |||
| и др | |||
| Лаки и краски в вашем доме | |||
| М.: Химия, 1989, с | |||
| Двухколейная подвесная дорога | 1919 |
|
SU151A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Солесос | 1922 |
|
SU29A1 |
