Изобретение относится к технологии изготовления теплоизоляционных труб для защиты индукторов при индукционном нагреве слитков.
Известны теплоизолирующие трубы для индукционных печей, представляющие собой асбоцементную трубу, помещенную между индуктором и нагреваемым изделием (чертеж 02200-01. Теплоизоляционная труба, разработка ВИЛС), имеющую желоб из нержавеющей стали, который укладывается на трубу в нижней ее части для предохранения трубы от разрушения при перемещении металлических слитков.
Недостатком этой трубы является низкая механическая прочность и хрупкость, которые приводят к быстрому выходу ее из строя. Срок службы трубы не превышает 2000-2500 ч.
Известна теплоизолирующая труба для индукционных нагревательных печей (авт.св. N 431362, кл. F 16 L 9/12, 1974), представляющая собой силовой каркас, выполненный в виде пропитанной негорючим связующим термостойкой волокнистой стеклоарматуры. Внутренняя поверхность этой трубы содержит теплоизолирующий слой в виде непропитанной стеклоарматуры.
Недостатком этой трубы является низкая стойкость на истирание непропитанного слоя стеклоарматуры. В результате его истирания нагретое изделие (слиток) начинает контактировать непосредственно с силовым каркасом, снижая его прочность, что приводит к выходу трубы из строя.
Целью изобретения является повышение долговечности теплоизоляционной трубы при эксплуатации в интервале температур 300-600оС.
Поставленная цель достигается тем, что теплоизоляционная труба состоит из двух слоев: силового и внутренней теплоизоляции, причем слои выполняются из разных материалов. Слой внутренней теплоизоляции состоит из одного или двух спирально намотанных слоев тканей асболенты, пропитанной негорючим неорганическим связующим, внутри которого установлен металлический экран в виде желоба. Силовой слой выполнен намоткой чередующихся слоев стеклоткани и стеклонити, пропитанных эпоксидным связующим.
Внутренняя теплоизоляция из негорючего неорганического асбопластика имеет температуру эксплуатации до 700оС, а силовой слой из эпоксидного стеклопластика имеет рабочую температуру до 180о.
Если при нагреве алюминиевых слитков внутри трубы температура поднимается до 450-500о, то вследствие низкой теплопроводности асбопластика и водяного охлаждения индуктора, который расположен поверх силового слоя, материал силового слоя не нагревается выше 100оС и длительно работает, не уменьшая своих прочностных показателей.
При изготовлении внутренней теплоизоляции в состав связующего входит электрокорунд, который увеличивает эрозионную стойкость внутренней поверхности трубы, что очень важно при прохождении алюминиевых слитков, имеющих большую массу.
С целью увеличения долговечности нижняя часть внутренней поверхности трубы защищена металлическим экраном из нержавеющей стали, причем крепление экрана к внутренней теплоизоляции осуществляется за счет прикрепленных металлических штырей на наружную поверхность металлического экрана, при этом соединение экрана с теплоизолирующим слоем осуществляется в процессе изготовления внутренней теплоизоляции путем изгиба штырей после намотки части слоев асболенты, при этом концы штырей не должны доходить по длине до силового слоя. Таким образом высокая температура 450-500оС через штыри не передается на стеклопластик силового слоя и не происходит его температурного разрушения. Прочное крепление экрана с внутренней теплоизоляцией предохраняет его от разрушения при ударах и движении слитков внутри трубы.
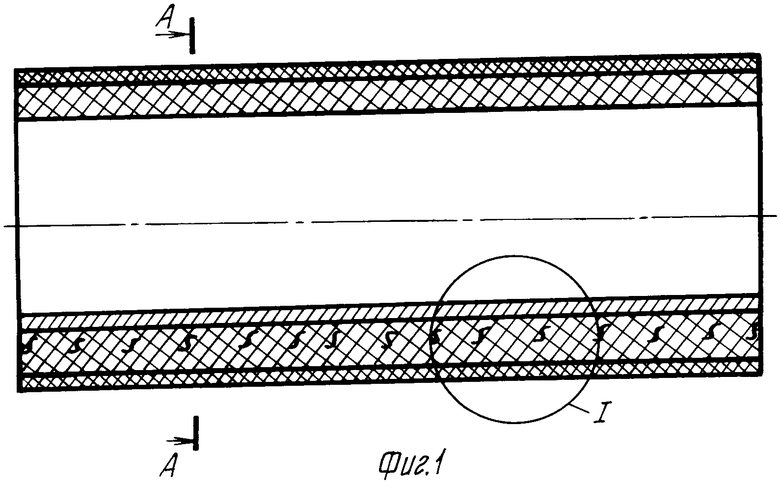
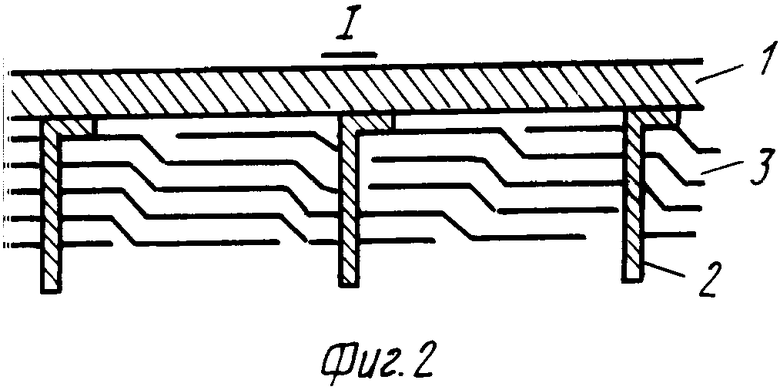
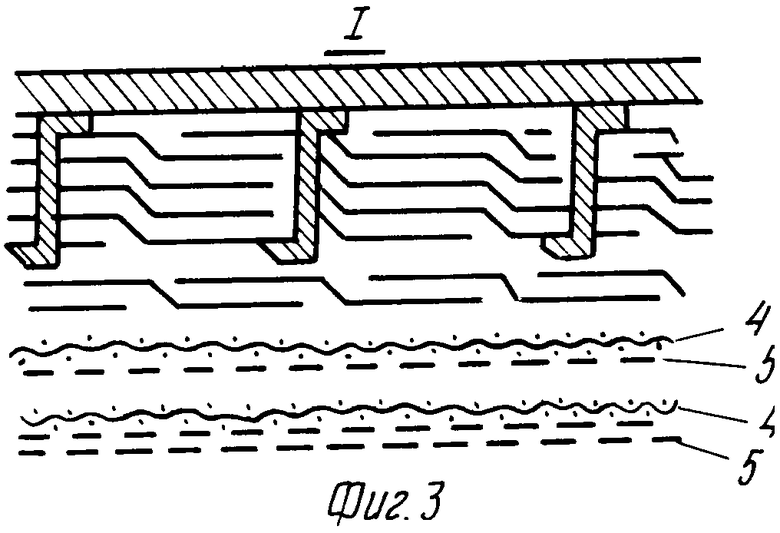
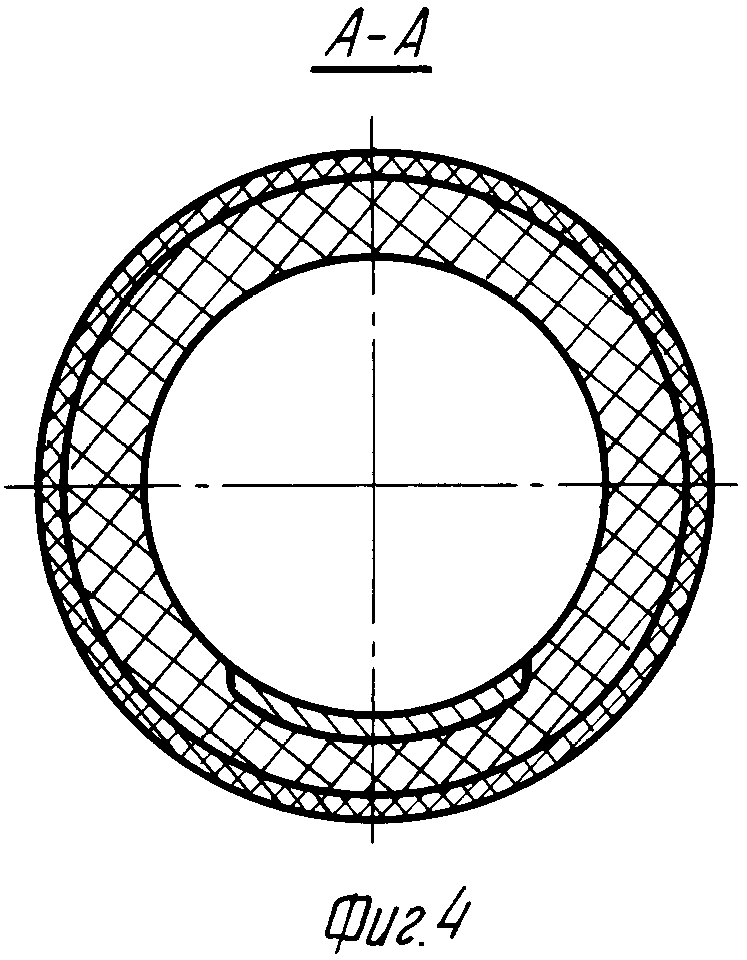
На фиг. 1 дан общий вид теплоизоляционной трубы; на фиг.2 - узел I на фиг. 1 (после намотки внутренней теплоизоляции); на фиг.3 - узел I на фиг.1 (после намотки внутренней теплоизоляции и силового каркаса); на фиг.4 - разрез А-А на фиг.1.
Труба состоит из металлического желоба 1 с прикрепленными к нему штырями 2, внутренней теплоизоляции 3, состоящей из пропитанной неорганическим связующим тканой асболенты, и силового слоя, состоящего из чередующихся слоев стеклоткани 4 и стеклонити 5, пропитанных синтетическим связующим.
П р и м е р. Теплоизоляционную трубу (например, с внутренним диаметром 600 мм для нагрева слитков диаметром 580 мм) изготавливают следующим образом.
На намоточном станке устанавливают оправку с наружным диаметром, равным внутреннему диаметру трубы, предварительно обработанную антиадгезионной смазкой ЦИАТИМ-221 (или фторопластовой лентой), которую накрывают металлическим экраном, отображающим часть внутренней поверхности теплоизоляционной трубы, изготовленным из нержавеющей стали (например, Х18Н9Т) с приваренными к наружной его поверхности тонкими (диаметр 1,5-2,0 мм) штырями и закрепленным на оправке по торцам прижимами.
Нарезанная полосками шириной 150 мм асботкань (АТ-1 ГОСТ 6102-78), проходя через ванночку с неорганическим негорючим связующим, состоящим из жидкого стекла (ГОСТ 130-79-80) и мелкодисперсного электрокорунда (24 А ГОСТ 3647-80) в соотношении 1:1, пропитывалась и наматывалась на оправку. Шаг намотки 20 мм. Для обеспечения ровной поверхности трубы в начале и конце намотки первого слоя асболенту срезают на конус на длине 5-6 π D. Нанесение связующего и натяг ленты регулируют прижимными валиками. Расход связующего с наполнителем 2,0-2,5 кг/м2.
После намотки штыри загибают и прикатывают полученный слой по всей площади роликом через полиамидную пленку. Затем пленку удаляют и наматывают тканую стеклоленту (ЛЭСБ-0,2х35 ГОСТ 5937-81) с натяжением 12 кг и шагом 17 мм. После этого производят сушку теплозащитного слоя на воздухе не менее 6 ч, затем трубу вместе с оправкой помещают в печь и производят сушку неорганического связующего по следующему режиму: подъем температуры до 80оС со скоростью 10оС/ч, выдержка при 80±5оС в течение 4-8 ч. охлаждение вместе с печью до температуры ниже 35оС.
После охлаждения трубу с оправкой устанавливают на намоточный станок и производят намотку силового слоя чередующимися слоями однонаправленной стеклоленты шириной 10 мм, состоящей из 36 стеклонитей, пропитанной связующим ЭДТ-10, с шагом намотки 5 мм и препрега. Препрег получен на установке типа УЛС-3 путем пропитки стеклоткани Т-10-80 связующим ЭДТ-10П и подсушки до содержания летучих 2%. Уток стеклоткани при ее укладке ориентируют вдоль оси трубы. Нахлест соседних слоев ткани составляет 50-100 мм. Все изделие помещают в печь. Производят отверждение эпоксидного связующего по режиму: подъем температуры до 90оС со скоростью 0,2-0,6 град/мин, выдержка 0,5 ч, подъем температуры до 130оС со скоростью 0,1-0,2 град/мин, выдержка 1 ч, подъем температуры до 160оС, выдержка из расчета 10-12 мин на 1 мм толщины стеклопластика, охлаждение вместе с печью до 40оС. После охлаждения трубу снимают с оправки. Труба готова к применению.
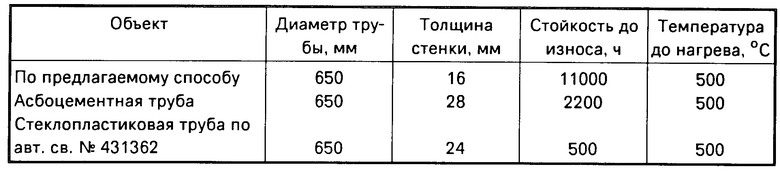
Таким образом, разделение функций теплоизоляционной трубы на теплоизолирующую, силовую и механическую защиту внутренней теплоизоляции и применение для каждого слоя разных материалов, наиболее полно выполняющих конкретную функцию, позволили увеличить срок службы трубы в 12 раз.
Использование предлагаемого изобретения в индукционных печах для нагрева слитков из алюминиевых сплавов позволит повысить срок службы теплоизоляционных труб с 50-550 до 11000-12000 ч.
Сравнительные данные испытания теплоизоляционных труб приведены в таблице.
Кроме того, при необходимости использования в работе слитков разных диаметров трубу можно изготовить нужного оптимального диаметра в то время как использование асбоцементных труб, серийно выпускаемых по ограниченному в диаметре сортаменту), затруднено и экономически не выгодно из-за больших потерь энергии от индуктора.
Использование: для защиты индукторов при индукционном нагреве слитков. Сущность изобретения: волокнистая стеклоарматура силового каркаса образована намоткой чередующихся слоев стеклоткани и стеклонити, пропитанных синтетическим связующим, внутренняя теплоизоляции - одним или двумя спирально намотанными слоями тканой асболенты, пропитанной негорючим неорганическим связующим, и установленным в них в процессе намотки защитным металлическим экраном в виде желоба. 4 ил., 1 табл.
ТЕПЛОИЗОЛЯЦИОННАЯ ТРУБА, содержащая силовой каркас из пропитанной связующим волокнистой стеклоарматуры и внутреннюю теплоизоляцию, отличающаяся тем, что волокнистая стеклоарматура силового каркаса образована намоткой чередующихся слоев стеклоткани и стеклонити, пропитанных синтетическим связующим, а внутренняя теплоизоляция - одним или двумя спирально намотанными слоями ткани асболенты, пропитанной негорючим неорганическим связующим, и установленным в них в процессе намотки защитным металлическим экраном в виде желоба.
| Авторское свидетельство СССР N 431362, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
