Изобретение относится к переработке пластмасс, а именно к технологии изготовления слоистых оболочек из армированной пластмассы, в которых возникают преимущественно продольные напряжения, в т. ч. от действия осевых сил, изгибающих моментов, поперечных перерезывающих сил, внутреннего донного давления, и может быть использовано при изготовлении соединительных компенсационных, вибро- и электроизолирующих муфт трубопроводов, уплотнительных перекатывающихся манжет объемных осевых насосов, несущих труб полимерных опорных электрических изоляторов, обсадных труб буровых скважин и тому подобных конструкций.
Известен способ изготовления слоистой оболочки из армированной пластмассы (см. А. С. СССР 352519) путем намотки на оправку продольного и поперечного волокнистых армирующих наполнителей.
Недостатком известного способа является то, что продольный наполнитель в нем укладывается под углом к меридиану оболочки, что снижает ее несущую способность в продольном направлении.
Наиболее близким по технической сущности к заявляемому является способ изготовления оболочек из армированной пластмассы (см. А.С. СССР 348370) путем последовательной укладки с соответствующих раскладчиков на оправку или соединяемые детали чередующихся слоев лент непрерывных продольного и поперечного волокнистого армирующих наполнителей, с фиксацией слоя продольного наполнителя после его укладки на всю длину формуемого участка оболочки слоем поперечного наполнителя и отгибом продольного наполнителя в противоположном направлении, с укреплением продольного наполнителя в этом положении следующим слоем поперечного наполнителя, при одновременном вращении вокруг оси оправки раскладчика продольного наполнителя и собственно оправки.
Данный способ позволяет несколько повысить несущую способность оболочек, но вместе с тем обладает рядом существенных недостатков, а именно: оболочки, изготовленные известным способом, в которых при работе возникают, преимущественно, продольные напряжения, обладают пониженной удельной несущей способностью, т. к. фиксирующие слои поперечного наполнителя укладывают на всю длину формуемого участка, и в процессе нагружения оболочки осевыми силами они остаются недогруженными, а зачастую балластными, что приводит к снижению удельной несущей способности, повышению материалоемкости и трудоемкости, а следовательно, стоимости оболочек.
К недостаткам известного способа следует также отнести то, что изготовленные по нему оболочки, являющиеся узлами стыка трубопроводов, обладают несущей способностью, ограниченной прочностью клеевого шва, с помощью которого оболочка приформовывается к соединяемым деталям, имеющей низкие значения (не более 10 МПа). По этой же причине такой способ практически не применим для уплотнительных перекатывающихся манжет объемных осевых насосов, а также сдвиговых и поворотных компенсаторов вибраций и перемещений высоконапорных трубопроводов, при всей очевидной рациональности применения для них продольного армирования.
Ограничения по применению для их изготовления данным способом имеют также изделия, воспринимающие помимо высоких осевых нагрузок, значительные крутящие моменты, например опорные трубы полимерных электрических изоляторов, требующие помимо высоких продольных характеристик, также и значительных характеристик по модулю сдвига (модулю упругости II рода), достигаемых, как известно, при наличии слоев армирующего волокнистого наполнителя, уложенного под углом ~+45 и -45 градусов к меридиану, что не позволяет реализовать известный способ.
К недостаткам известного способа следует отнести и то, что устройства для его осуществления, особенно прикатывающие, осуществляющие прижим продольного наполнителя к оправке, громоздки и трудоемки в изготовлении, а т.к. способ предполагает изготовление практически для каждого типоразмера изделия отдельных индивидуальных элементов, например стоек крепления роликов к раскладчику продольного наполнителя (вертлюгу), число которых в известном способе равно числу лент, достигающих для крупных изделий большого (до 100 и более) числа, себестоимость изделий, изготовленных таким способом значительно возрастает.
В основу настоящего изобретения положена задача разработки такого способа изготовления слоистых оболочек из армированной пластмассы, несущих преимущественно продольные нагрузки, который позволил бы повысить их несущую способность или уменьшить массу при одновременном снижении стоимости, а также расширить номенклатуру изделий, изготавливаемых методом продольно-поперечной укладки волокнистой арматуры.
Поставленная задача решается тем, что в известном способе изготовления слоистой оболочки из армированной пластмассы путем последовательной укладки с соответствующих раскладчиков на оправку или соединяемые детали чередующихся слоев лент непрерывного в пределах по крайней мере одной пары смежных последовательно укладываемых слоев продольного и поперечного волокнистых армирующих наполнителей, с фиксацией слоя продольного наполнителя после его укладки слоем поперечного наполнителя и отгибом продольного наполнителя в конце формуемого участка в противоположном направлении, с укреплением продольного наполнителя в этом положении следующим слоем поперечного наполнителя и отверждения материала оболочки, по крайней мере один слой поперечного наполнителя укладывают дискретными участками, размещая их, в краевых зонах формуемого участка оболочки.
Кроме того, перед укладкой волокнистого наполнителя на наружных поверхностях оправки или соединяемых деталей в зонах, соответствующих краевым зонам формуемого участка оболочки, в которых при формовании участка оболочки укладывают дискретные слои поперечного наполнителя, могут формировать кольцевые углубления, в которые до, при или после укладки дискретных слоев поперечного наполнителя вдавливают продольный наполнитель, прижимая его к доньям и боковым стенкам углублений, образуя на внутренней поверхности оболочки ответные кольцевые утолщения.
Кроме того, по крайней мере один дискретный слой поперечного наполнителя могут формировать последовательно, укладывая по толщине монослои поперечного наполнителя, общее количество которых выбирают из условия полного заполнения кольцевого углубления.
Кроме того, продольный наполнитель могут вдавливать в кольцевые углубления до, при или после укладки дискретных слоев поперечного наполнителя путем обкатки профиля дна углубления формующим роликом, который до укладки армирующего наполнителя закрепляют на раскладчике поперечного наполнителя.
Кроме того, слой продольного наполнителя между дискретными слоями поперечного наполнителя могут фиксировать путем прикатывания к оправке или предыдущим слоям наполнителя технологическим роликовым поперечным кольцом, которое перемещают вдоль оси оправки вместе с раскладчиком продольного наполнителя путем перекатывания.
Кроме того, усилие прижатия продольного наполнителя к оправке или предыдущим слоям наполнителя при прикатывании могут создавать с помощью браслетной кольцевой пружины растяжения, на которой перед намоткой монтируют, например нанизывают ролики, размещая их оси вдоль торовой оси кольца, по крайней мере один из которых связывают с раскладчиком продольного наполнителя.
Кроме того, усилие прижатия продольного наполнителя к оправке или предыдущим слоям наполнителя при прикатывании могут создавать с помощью пружин растяжения, которыми перед укладкой соединяют смежные концы осей, на которых коаксиально с ними также перед намоткой монтируют ролики, например, разъемные, при этом по крайней мере один из них связывают с раскладчиком продольного наполнителя.
Кроме того, по крайней мере один слой продольного наполнителя могут укладывать с его ориентацией по винтовым линиям, угол подъема которых лежит в пределах больше 5o, но меньше либо равных 45o, вращая при этом оправку вокруг своей оси при более медленно вращающемся вокруг оси оправки или остановленном в этом направлении раскладчике продольного наполнителя или наоборот.
Кроме того, после укладки одного слоя продольного наполнителя, ориентированного по винтовым линиям, следующий слой продольного наполнителя могут укладывать с его ориентацией по винтовым линиям с равными по величине, но противоположными по знакам направлениям, вращая при этом раскладчик продольного наполнителя вокруг оси оправки при более медленно вращающейся вокруг своей оси или остановленной в этом направлении оправке или наоборот.
Кроме того, зоны оболочки, на которых уложены дискретные участки слоев поперечного наполнителя, до или после полимеризации материала оболочки могут удалять, например, механической обработкой.
Кроме того, арматуру до, в процессе или после укладки могут размещать в матрице на основе реакто- или термопластичного полимера, например эпоксидной или фторопластовой композиции соответственно, а после набора требуемой толщины стенки оболочки ее подвергают термической обработке для отверждения или спекания полимерной матрицы.
Укладка по крайней мере одного слоя поперечного наполнителя дискретными участками с размещением их в краевых зонах формуемого участка оболочки позволяет снизить трудоемкость изготовления и материалоемкость оболочек за счет исключения из ее состава (толщины стенки) малонагруженных балластных слоев поперечного наполнителя, практически не участвующих в работе по сопротивлению продольным нагрузкам, сохраняя при этом их функциональное назначение: фиксация и укрепление продольного наполнителя.
Формирование перед намоткой волокнистого наполнителя на наружных поверхностях оправки или соединяемых деталей в зонах, соответствующих краевым зонам формуемого участка оболочки, в которых при формовании участка оболочки укладывают дискретные слои поперечного наполнителя, кольцевых углублений, в которые при укладке поперечного наполнителя вдавливают продольный наполнитель, с прижатием его к доньям и боковым стенкам углублений, с образованием на внутренней поверхности оболочки ответных кольцевых утолщений, позволяет увеличить прочность соединения оболочки с присоединяемыми деталями, за счет включения в работу при нагружении оболочки осевыми силами слоев продольного наполнителя. Этот эффект имеет место, как при формовании оболочки непосредственно на соединяемых деталях, так и при формировании ее на оправке с дальнейшим размещением образованных кольцевых утолщений в ответных кольцевых канавках соединяемых деталей. Кроме того, укладка дискретных слоев поперечного наполнителя в кольцевые углубления улучшает условия фиксации ими продольного наполнителя, исключая возможность его вытягивания (стаскивания), а также устраняет возможность их страгивания с места (скатывания) по мере набора толщины краевых утолщений.
Формирование по крайней мере одного дискретного слоя поперечного наполнителя последовательной укладкой по толщине его монослоев позволяет обеспечить полное заполнение кольцевого углубления в случае, если толщины монослоя поперечного наполнителя, укладываемого за один технологической переход, для этого недостаточно.
Вдавливание продольного наполнителя в кольцевые углубления до, при или после укладки дискретных слоев поперечного наполнителя путем обкатки профиля дна углубления формующим роликом, который до укладки армирующего наполнителя закрепляют на раскладчике поперечного наполнителя, позволяет избежать нарушение регулярности укладки (скатывания к центру или к краям углубления) дискретных участков слоев поперечного наполнителя, особенно сильно проявляющееся при притягивании продольных слоев после их отгиба (в начале обратного хода раскладчиков). Фиксация слоя продольного наполнителя между дискретными слоями поперечного наполнителя прикатыванием продольного слоя к оправке или предыдущим слоям наполнителя технологическим поперечным роликовым кольцом, которое перемещают вдоль оси оправки вместе с раскладчиком продольного наполнителя путем перекатывания роликового поперечного кольца вдоль оси оправки, позволяет исключить вероятность искривления, в т. ч. вертикальное провисание продольного волокнистого наполнителя. Создание усилия прижатия продольного наполнителя к оправке с помощью браслетной кольцевой пружины растяжения, на которую перед укладкой монтируют, например, нанизывают ролики, размещая их оси вдоль торовой оси кольца, связывая при этом по крайней мере один из них с раскладчиком продольного наполнителя обеспечивает рациональное требуемое контактное давление на материал продольного наполнителя без использования сплошных балластных слоев поперечного наполнителя. Связывание по крайней мере одного из роликов с раскладчиком продольного наполнителя обеспечивает перемещение всех роликов синхронно с ним, т.к. они собраны в замкнутое кольцо с помощью браслетной пружины. Увеличение числа роликов, связанных с раскладчиком, приведет к увеличению количества кронштейнов, изготавливаемых индивидуально для каждого типоразмера или узкого ряда типоразмеров изделий, что неоправданно завысит себестоимость изготавливаемой оболочки.
Прижатие продольных лент к оправке с помощью пружин растяжения, которыми перед намоткой соединяют концы смежных осей, на которых коаксиально с ними также перед намоткой монтируют ролики, например разъемные, связывая при этом по крайней мере один из них с раскладчиком продольного наполнителя, позволяет снизить усилие, необходимое для перемещения кольца вдоль оправки.
Укладка по крайней мере одного слоя продольного наполнителя с его ориентацией по винтовым линиям, угол подъема которых лежит в пределах больше 5o, но меньше либо равных 45o с вращением при этом оправки вокруг своей оси при более медленно вращающемся вокруг оси оправки или остановленном в этом направлении раскладчике продольного наполнителя или наоборот, позволяет повысить межслойную сдвиговую жесткость (модуль упругости II рода) оболочек, воспринимающих помимо высоких осевых нагрузок, значительные крутящие моменты, и расширить номенклатуру изготавливаемых изделий. Укладка слоя продольного наполнителя с его ориентацией по винтовым линиям, угол подъема которых меньше 5o, не даст увеличения сдвиговой жесткости материала оболочки, т. е. поставленная задача не будет решена. Укладка слоя продольного наполнителя с его ориентацией по винтовым линиям, угол подъема которых больше 45o, приведет к снижению сдвиговой жесткости по сравнению оболочкой, содержащей слои продольного наполнителя, уложенного с углом подъема винтовой линии, равным 45o. При этом конкретное значение угла подъема винтовой линии продольного наполнителя зависит от кинематических возможностей намоточного (укладывающего) устройства и габаритов оболочки и должно быть максимально приближено к величине, равной 45o.
Укладка слоя продольного наполнителя с его ориентацией по винтовым линиям с равными по значению, но противоположными по знакам углами укладки продольного наполнителя предыдущего слоя, ориентированного по винтовым линиям, с вращением при этом раскладчика продольного наполнителя вокруг оси оправки при более медленно вращающейся вокруг своей оси или остановленной в этом направлении оправке или наоборот, позволяет получить равные значения сдвиговой жесткости оболочки при приложении к ней крутящего момента в двух взаимообратных направлениях как по часовой, так и против часовой стрелки, т. е. обеспечить высокую и одинаковую ее несущую способность при закрутке торцов в обоих направлениях и использовать способ для изготовления несущих труб полимерных электрических изоляторов высокого напряжения, что значительно и расширяет номенклатуру изготавливаемых предлагаемым способом изделий.
Удаление, например, механической обработкой до или после полимеризации материала оболочки зон, на которых уложены дискретные участки слоев поперечного наполнителя, позволяет исключить попадание в рабочую зону оболочки материала с невысокими электрическими характеристиками и использовать способ для изготовления несущих труб полимерных электрических изоляторов особо высокого напряжения (U>10 кВ), что дополнительно расширяет номенклатуру изготавливаемых предлагаемым способом изделий.
Размещение волокнистого армирующего наполнителя до, в процессе или после укладки в матрице на основе реакто- или термопластичного полимера, например эпоксидной или фторопластовой композиции соответственно, и проведение после набора требуемой толщины стенки оболочки ее термической обработки для отверждения или спекания полимерной матрицы, позволяет производить как "мокрую", так и "сухую" (препреговую) намотку волокнистого армирующего материала, так и укладывать его в непропитанном виде с последующим покрытием спеченной или неспеченной пленкой термопластичного материала, например фторопласта, что позволяет изготавливать данным способом оболочки с широким диапазоном эксплуатационных характеристик по допускаемым температурам, герметичности и химической стойкости и т.д.
Новый технический эффект заявляемого способа изготовления слоистой оболочки из армированной пластмассы заключается в повышении несущей способности изготавливаемой оболочки в определяющем продольном направлении.
Из известного уровня техники не выявлено влияние предписываемых предлагаемому изобретению преобразований, характеризуемых отличительными от прототипа существенными признаками, на достижение указанного результата.
Это доказывает соответствие предложенного способа изготовления слоистой оболочки из армированной пластмассы критерию изобретения "изобретательский уровень".
Технологическая схема процесса изображена на фиг.1-4, иллюстрирующих порядок выполнения операций. На фиг. 5 и 6 показаны варианты осуществления операции продавливания лент продольного волокнистого армирующего наполнителя в кольцевые углубления. На фиг.7 и 8 поясняется содержание и особенности вариантов выполнения операции монтажа перед намоткой технологического роликового поперечного кольца.
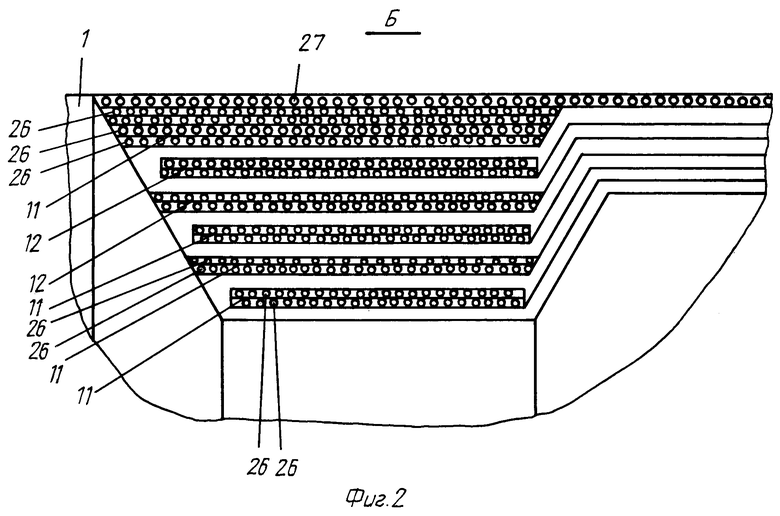
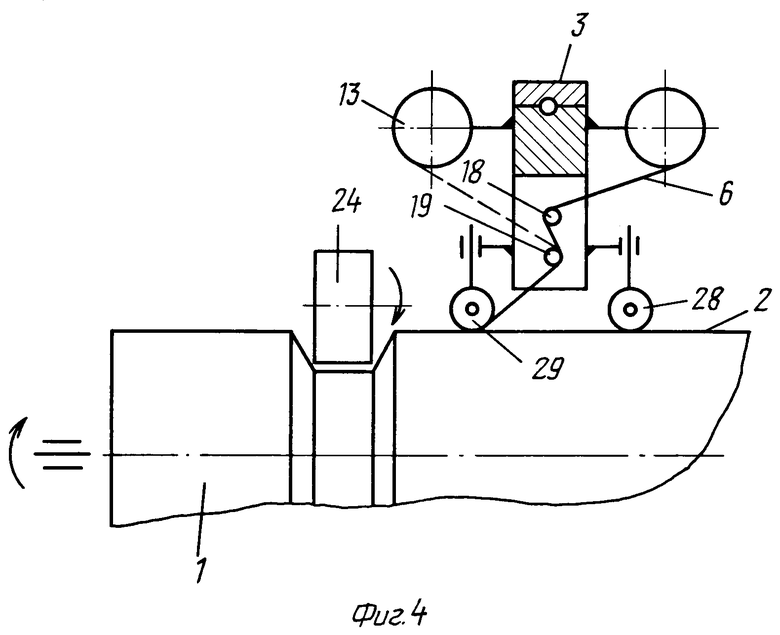
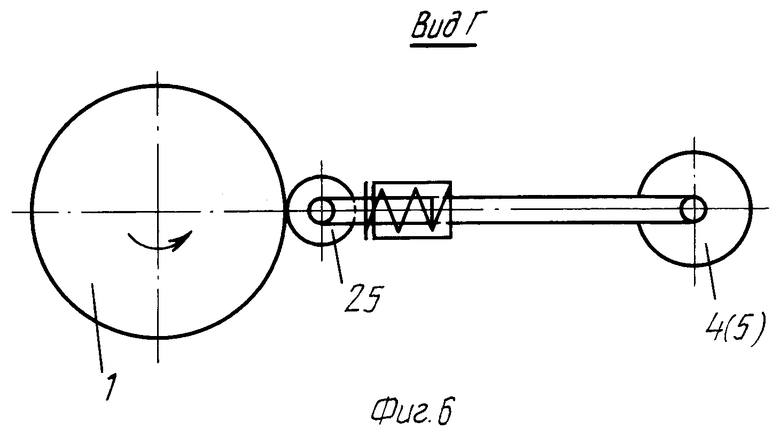
Способ реализуется следующим образом. На оправке 1 (фиг.1) или установленных вместо нее в намоточный станок соединяемых деталях (не показаны) формируют оболочку 2, последовательно укладывая (сматывая) с соответствующих раскладчиков 3 и 4, 5 ленты продольного 6 и поперечного 7, 8 волокнистых армирующих наполнителей, образуя при этом чередующиеся непрерывные парные слои 9, 10 продольного наполнителя 6 и дискретные слои 11, 12 поперечного наполнителя 7, 8, которые укладывают в концевых зонах оболочки до полного заполнения кольцевых углублений. При этом дискретный слой 11 фиксируют в концевых зонах Б (фиг. 2) формуемого участка оболочки 2 ленты продольного наполнителя 6 (слоя 9) после прямого прохода концевой зоны их раскладчиком 3, а дискретный слой 12 укрепляет ленты продольного наполнителя 6 (слой 10) после их отгиба в противоположном направлении, т.е. после начала обратного хода раскладчика 3 (фиг.2). Продольный наполнитель 6 стягивают с кассет 13, расположенных равномерно по окружности оболочки 2 на держателях, закрепленных на вращающемся от собственного привода (не показан) кольце 14 раскладчика 3, которое в свою очередь размещено внутри базового кольца 15, закрепленного на суппорте 16 продольного хода намоточного станка (фиг.1). Ленты продольного наполнителя 6 стягивают с кассет 13 на оправку 1, пропуская их через щелевое кольцевое устройство 17, причем при ходе суппорта намоточного станка влево ленты 6 огибают наружное кольцо 18 (фиг.3), а при ходе станка вправо - внутреннее кольцо 19 щелевого устройства 17 (фиг.4). Ленты 7,8 поперечного наполнителя попеременно сматывают с кассет 4,5, закрепленных с возможностью принудительного (от усилия сматываемых лент) вращения по обе стороны от раскладчика 3 продольного наполнителя (фиг.1), причем после прямого прохода левого кольцевого углубления 20 для укладки дискретного слоя 11, фиксирующего продольный наполнитель 6, используют ленту 8 с правой кассеты 5, а после обратного прохода левого кольцевого углубления 20 раскладчиком 3, для укладки дискретного слоя 12, укрепляющего продольный наполнитель 6, используют ленту 7 с левой кассеты 4 (фиг.3 и 4). При укладке дискретных слоев в правом кольцевом углублении 21 ленты поперечного наполнителя используют в обратном порядке. Ленты продольного наполнителя 6 укладывают с вынужденным минимальным зазором С, который определяется конструктивными размерами фиксирующих перекатывающихся роликов 22 и 23 и в целях исключения утонения на этих участках оболочки 2 второй слой 10 из пары слоев продольного наполнителя 6 укладывают со смещением кромок лент на величину, превышающую С, смещая для этого раскладчик 3 относительно оправки 1 по дуге окружности (фиг.7). На наружной поверхности оправки 1 (фиг.1) или соединяемых деталях перед укладкой волокнистого наполнителя в зонах, соответствующих краевым зонам формуемого участка оболочки 2, в которых при формовании участка оболочки укладывают дискретные слои поперечного наполнителя, формируют кольцевые углубления 20, 21, в которые до или при укладке дискретных слоев 11, 12 поперечного наполнителя 7, 8 вдавливают продольный наполнитель 6 с помощью прикатного ролика 24 (фиг.5). Продольный наполнитель 6 можно вдавливать в кольцевые углубления 20, 21 до намотки поперечного наполнителя 7, 8 с помощью продавливающего подпружиненного ролика 25 (фиг.6), который закрепляют на одной оси с кассетой раскладчика 4 (5) поперечного наполнителя 7 (8). Продольный наполнитель 6 вдавливают в кольцевые углубления 20, 21, прижимая его к их доньям и боковым стенкам (не показаны), образуя на оболочке 2 ответные кольцевые утолщения (не показаны). Дискретные слои 11, 12 поперечного наполнителя формируют, последовательно укладывая по толщине дискретные монослои 26 поперечного наполнителя, количество которых выбрано из условия полного заполнения кольцевых углублений 20, 21 (фиг. 2). После набора конструктивной, требуемой по условиям действующих осевых нагрузок толщины оболочки 2 по крайней мере один монослой поперечного наполнителя укладывают как сплошной слой 27 на всю длину оболочки 2 (фиг.2).
Продольный наполнитель 6 между дискретными слоями поперечного наполнителя 7,8 фиксируют путем прикатывания к оправке или предыдущим слоям наполнителя технологическими роликовыми поперечными кольцами 28, 29 (фиг.3, 4), которые перемещают вдоль оси оправки 1 вместе с раскладчиком 3 продольного наполнителя путем перекатывания. При этом при ходе суппорта 16 намоточного станка влево (фиг.3) фиксацию осуществляют с помощью правого роликового кольца 28, а при ходе суппорта 16 вправо (фиг.4) - с помощью левого роликового кольца 29.
Усилие прижатия продольного наполнителя 6 к оправке 1 или предыдущим слоям наполнителя при прикатывании создают с помощью браслетной кольцевой пружины растяжения 30 (фиг.7), на которую перед укладкой нанизывают фторопластовые ролики 22, 23, размещая их оси вдоль торовой оси кольца 28 или 29, при этом два из них 23, расположенные диаметрально, связывают с внутренним кольцом 14 раскладчика 3 продольного наполнителя 6 с помощью втулки 31 и кронштейна с подпружиненной стойкой 32. Один из роликов 21 выполнен разъемным вдоль оси для удобства сборки-разборки браслетной пружины 30.
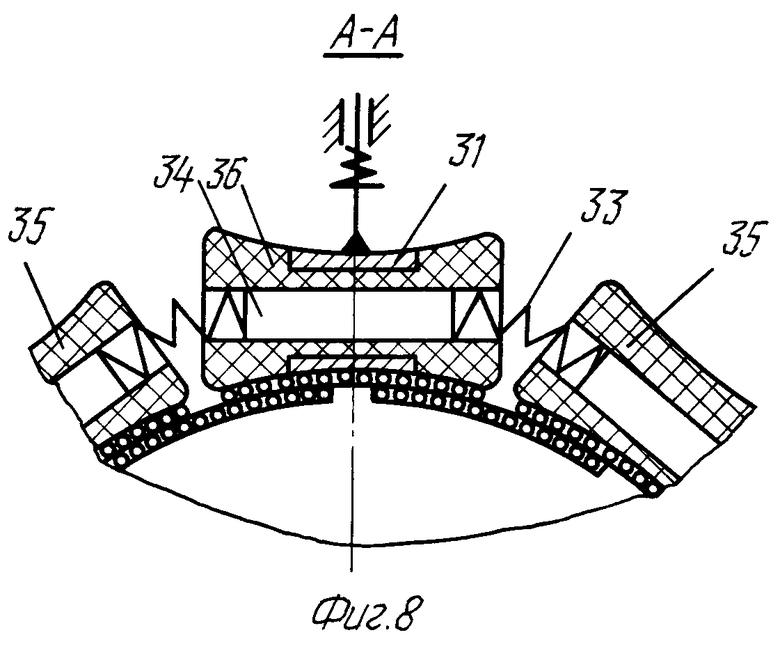
Усилие прижатия продольного наполнителя 6 к оправке 1 или предыдущим слоям наполнителя при прикатывании можно создавать с помощью пружин растяжения 33 (фиг.8), которыми перед укладкой соединяют концы смежных осей 34, на которых коаксиально с ними, также перед намоткой монтируют разъемные фторопластовые ролики 35, 36, при этом четыре из них 36, расположенные диаметрально, связывают с внутренним кольцом 14 раскладчика 3 продольного наполнителя 6 с помощью втулки 31 и кронштейна с подпружиненной стойкой 32.
При стягивании с кассет 13 продольного наполнителя 6 его раскладчик 3 перемещают вдоль оправки 1 в месте с суппортом 16, при этом при укладке слоев 9, 10 (фиг. 1) продольного наполнителя 6 под углом 0o к меридиану оболочки 2 его раскладчик 3 и оправку 1 вращают вокруг оси оправки 1 с одинаковыми по значениям и направлениям скоростями, а при укладке продольного наполнителя 6 под углом +45o (фиг.1, слой 37) к меридиану оболочки 2 его раскладчик 3 вращают вокруг оси оправки 1 с меньшей, чем у нее окружной скоростью, или не вращают его совсем. При укладке продольного наполнителя 6 под углом -45o (фиг.1, слой 38) к меридиану оболочки 2 его раскладчик 3 вращают вокруг оси оправки 1 с большей, чем у нее окружной скоростью, или не вращают оправку совсем.
После набора конструктивной, требуемой по условиям действующих осевых нагрузок толщины оболочки 2 по крайней мере один монослой поперечного наполнителя укладывают как сплошной слой 27 на всю длину оболочки 2 (фиг.2).
Зоны Б оболочки 2, на которых уложены дискретные слои 11, 12 поперечного наполнителя 7, 8 и образуются ответные кольцевым углублениям кольцевые утолщения до или после полимеризации материала оболочки, можно удалять механической обработкой.
Примеры конкретного выполнения.
Пример 1. Изготавливали несущую трубу опорного полимерного электрического изолятора на напряжение до 100 кВ, с наружным диаметром 140 мм, толщиной стенки 12 мм и длиной 2 м. Трубу изготавливали на металлической оправке с кольцевыми углублениями в концевых зонах размером 20 х15 мм на модернизированном для продольно-поперечной намотки в соответствии с требованиями предлагаемого способа токарном станке 1М64. В качестве волокнистого армирующего наполнителя использовали однонапрвленные ленты стекложгута РВМН 10*1260-78 ТУ 6-05-241-404-84, предварительно пропитанного связующим ЭДТ - 10П ОСТ 92-0957-74. Оправку установили в намоточный модернизированный станок и сформировали несущую трубу опорного полимерного изолятора, последовательно уложив, сматывая с соответствующих раскладчиков 3 и 4, 5 ленты продольного 6 и поперечного 7, 8 волокнистых армирующих наполнителей, образовав при этом стенку оболочки из чередующихся непрерывных парных слоев 9, 10 продольного наполнителя 6 с углами армирования 0 град. и 37, 38 с углами армирования ±45 град, которые в концевых зонах формуемого участка оболочки 2 фиксировали и укрепляли дискретными слоями 11, 12 поперечного наполнителя 7, 8. Общая толщина стенки была выбрана 15 мм - такая же, как у труб, изготавливаемых по известному способу. После проведения известного режима полимеризации эпоксидного связующего (нагрев до 160oС - 2 ч, выдержка при 160oС - 0,5 ч, охлаждение - 1 ч) зоны кольцевых утолщений на трубе, ответные кольцевым углублениям на оправке, отрезали алмазным кругом. Испытания до разрушения опытной партии опорных труб для полимерных изоляторов показали, что средняя величина поперечной изгибающей силы составила 30 кН против 15 кН, которые имела партия труб, изготовленных известным способом, что позволило уменьшить толщину стенки трубы до 10 мм, при выполнении норм по запасу прочности.
Пример 2. Изготавливали электроизолирующую муфту трубопровода транспорта природного газа Ду 1400 мм, работающую при давлении 10 МПа. Муфту изготавливали на соединяемых трубных патрубках, с помощью которых муфта в дальнейшем врезалась в трубопровод. На патрубках до намотки формировали по два кольцевых углубления размерами ~40 х 50 мм путем приварки пар наружных ребер в виде вальцованного круглого металлического прутка. Муфту изготавливали на модернизированном в соответствии с требованиями предлагаемого способа намоточном станке СПН 5М. В качестве волокнистого армирующего наполнителя использовали однонаправленные ленты стекложгута РВМН 10*1260-78 ТУ 6-05-241-404-84, предварительно пропитанного связующим ЭДТ - 10П ОСТ 92-0957-74. Патрубки установили в намоточный станок и сформировали соединительную электроизолирующую муфту, последовательно уложив, сматывая с соответствующих раскладчиков 3 и 4, 5 ленты продольного 6 и поперечного 7, 8 волокнистых армирующих наполнителей, образовав при этом стенку оболочки из чередующихся непрерывных парных слоев 9, 10 продольного наполнителя 6 с углами армирования 0 град., которые в концевых зонах формуемых участков оболочки 2 фиксировали и укрепляли дискретными слоями 11, 12 поперечного наполнителя 7, 8. Исключив из состава толщины стенки 50% поперечных технологических слоев, реализовывали общую толщину стенки, равную 20 мм против 30 мм, у муфт, изготавливаемых по известному способу. После проведения полимеризации эпоксидного связующего по известному режиму производили испытания изгибающим моментом до разрушения. Величины моментов у труб, изготовленных предлагаемым способом и по известному способу, несмотря на более толстую стенку последних, оказались примерно одинаковыми.
Приведенные примеры показывают, что использование предлагаемого способа позволяет снизить массу и трудоемкость изготовления слоистых оболочек из армированной пластмассы на ~30% за счет исключения из их состава части малонагруженных слоев поперечного армирующего наполнителя.
Предлагаемый способ позволяет снизить себестоимость изготовления и увеличить балансовую прибыль предприятия за счет уменьшения материалоемкости и трудоемкости процесса изготовления изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УКЛАДКИ НА ОПРАВКУ ПРОДОЛЬНОЙ НИТЕВИДНОЙ АРМАТУРЫ | 2002 |
|
RU2223860C1 |
| ЭЛЕКТРИЧЕСКИЙ ИЗОЛЯТОР | 2001 |
|
RU2211494C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОГО КОМПОЗИТНОГО БАКА | 2002 |
|
RU2233744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ, СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И СБОРКИ В СОСТАВЕ ГАЗООТВОДЯЩЕГО СТВОЛА (ВАРИАНТЫ) | 2002 |
|
RU2219417C2 |
| СТАНОК ДЛЯ НАМОТКИ АРМИРОВАННЫХ КРИВОЛИНЕЙНЫХ РУКАВОВ | 2013 |
|
RU2576639C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕПАРАТОРА ШАРИКОПОДШИПНИКА ИЗ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205106C1 |
| ВИБРОИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2266442C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО АНТЕННОГО РЕФЛЕКТОРА | 1999 |
|
RU2168820C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |



Изобретение относится к технологии изготовления слоистых оболочек из армированной пластмассы и может быть использовано при изготовлении соединительных компенсационных вибро- и электроизолирующих муфт трубопроводов и т. п. В способе изготовления слоистой оболочки из армированной пластмассы последовательно укладывают на оправку или соединяемые детали чередующиеся слои из лент непрерывного в пределах одной пары смежных последовательно укладываемых слоев продольного и поперечного волокнистых армирующих наполнителей, с фиксацией слоя продольного наполнителя после его укладки слоем поперечного наполнителя и отгибом продольного наполнителя в конце формуемого участка оболочки в противоположном направлении. Укрепляют продольный наполнитель в этом положении следующим слоем поперечного наполнителя и отверждают материал оболочки. Один слой поперечного наполнителя укладывают дискретными участками. Участки размещают в краевых зонах формуемого участка оболочки и в кольцевые углубления на наружных поверхностях оправки или соединяемых деталей, которые формируют до или при укладке дискретных слоев продольного наполнителя. Последний вдавливают и прижимают к доньям и боковым стенкам углублений, образуя на внутренней поверхности оболочки ответные кольцевые утолщения. Способ позволяет расширить номенклатуру изготавливаемых изделий и позволяет повысить несущую способность изготавливаемых оболочек. 9 з.п. ф-лы, 8 ил.
| СПОСОБ ФОРМОВАНИЯ СОЕДИНЕНИЯ ОБОЛОЧЕК ИЗ СТЕКЛОПЛАСТИКА | 0 |
|
SU348370A1 |
| Устройство для намотки тел вращенияиз АРМиРОВАННыХ плАСТиКОВ | 1978 |
|
SU804489A1 |
| Приспособление для формования наружных шпангоутов | 1974 |
|
SU542653A1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| RU 2056292 C1, 20.03.1996 | |||
| RU 2063874 C1, 20.07.1996. | |||

