Известны следящие золотники для контактных стыковых машин, управ тяемые электроприводом и воспроизводящие заданную программу движения. Однако в них нри новыщенных давлениях и малых скоростях возникают колебания системы, а при высоких скоростях и малых давлениях увеличивается рассогласование системы.
Предлагаемый следящий золотник отличается тем, что он снабжен встроенным регулятором давления, выполненным в виде дополнительного золотника, изменяющего давление масла, поступающего в следящий золотник, в зависимости от заданной скорости перемещения подвижной плиты стыковой мащины. Такая конструкция золотника улучщает качество сварки при работе в щироком диапазоне скоростей путем обеспечения устойчивости системы при НИзких скоростях и уменьщения рассогласования при высоких скоростях.
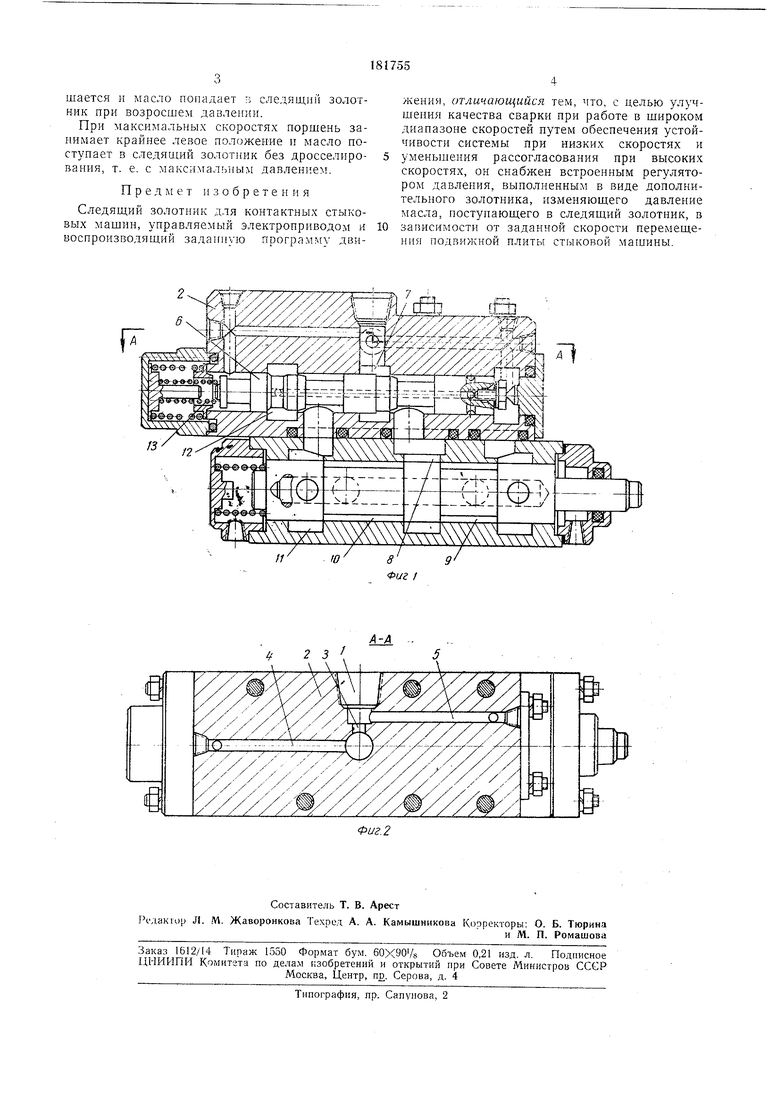
На фиг. I изображен описываемый следящий золотник, продольный разрез; на фиг. 2- разрез по А-А на фиг. .
Следящий золотник состоит из двух частей: собственно следящего золотника (нижняя часть) и регулятора давления (верхняя часть).
создает небольшой перепад давления, возрастающий с увеличением скорости масла, проходящего через пего. По каналам 4 и 5 масло подводится к торцам поршня 6 регулятора
давления; пройдя отверстие 3, оно попадает в камеру 7 и оттуда через кольцевую щель между корпусом и норщнем в камеру 8 следящего золотника; затем в зависимости от заданного направлення движения масло поступает в одну из полостей 5 или 10, соединенных с цилиндром привода; из цилиндра оно вытекает в камеру 11 и дальше по кольцевой щели между корпусом и поршнем в камеру 12, которая соединена со сливным отверстием.
При минимальных скоростях перепад давления в отверстии 5 невелик и порщень под действием пружнны 13 занимает крайнее правое положение. Зазор между корпусом регулятора и конической новерхностью порщня
имеет минимальные размеры, это вызывает дросселирование масла в кольцевой щели между корпусом регулятора и конической поверхностью поршня, что снижает давление масла, поступающего в следящий золотник.
С возрастанием скорости перемещения увеличивается перепад давления в отверстии 3. При этом возрастает разность давлений на торцы поршня, вследствие чего кольцевая щель увеличивается, дросселирование уменьшается и масло попадает т; следящий золотник при возросшем давлении.
При максимальных с чоростях поршень занимает крайнее левое положение и масло поступает в следящий золотник без дросселирования, т. е. с максимальным давлением.
Предмет изобретения
Следящий золотник для контактных стыковых машин, управляемый электроприводо.м и воспроизводящий заданную программу движения, отличающийся тем, что, с целью улучшения качества сварки при работе в широком диапазоне скоростей путем обеспечения устойчивости системы при низких скоростях и уменьшения рассогласования при высоких скоростях, он снабжен встроенным регулятором давления, выполненным в виде дополнительного золотника, изменяющего давление масла, постуиающего в следящий золотник, в зависимости от заданной скорости перемещения подвижной плиты стыковой машины.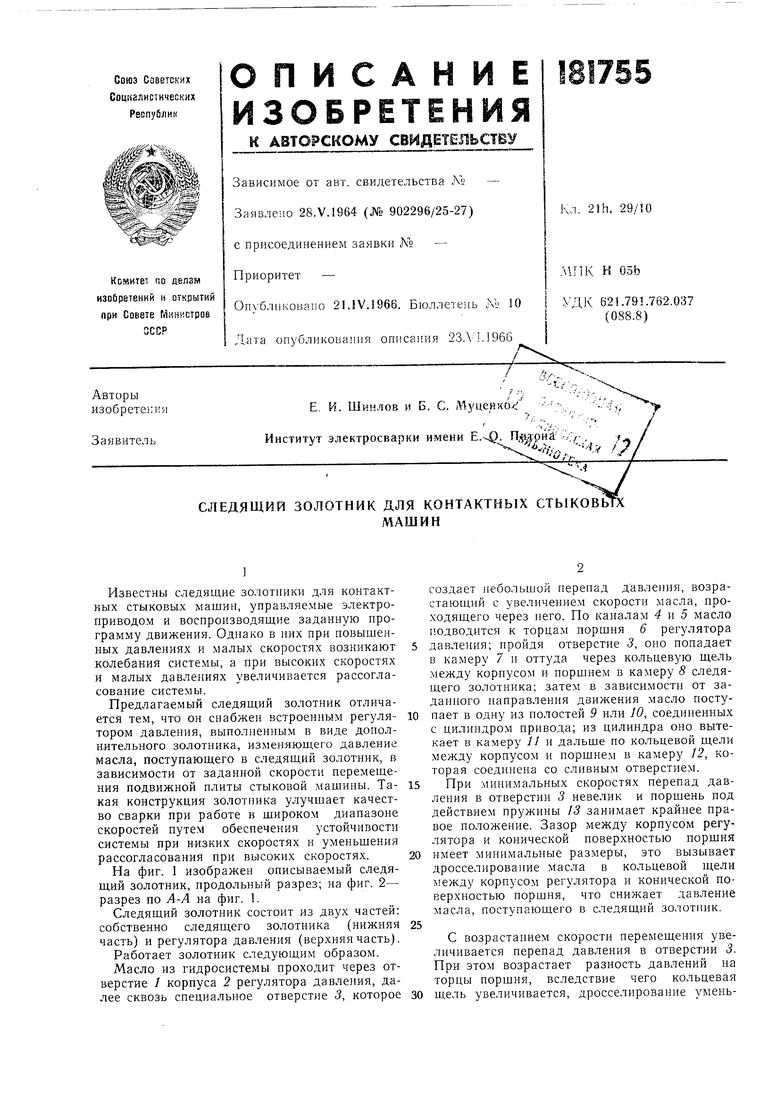
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОПРИВОД МАШИН для KOHTAKTHct^ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU189957A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Устройство для контактной стыковой сварки | 1990 |
|
SU1824272A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАР:.;_] | 1969 |
|
SU251110A1 |
| Машина для контактной стыковой сварки | 1985 |
|
SU1299738A1 |
| Устройство для управления машиной для контактной стыковой сварки оплавлением | 1976 |
|
SU626907A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1972 |
|
SU350612A1 |
| Машина для контактной стыковой сварки оплавлением | 1977 |
|
SU616086A1 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
