Известны машины для контактной стЫковой сварки, в которых неподвижная стойка установлена с возможностью корректировки в горизонтальном на1правлении.
Предлагаемая стыкосварочная машина отличается тем, что неподвиЖНая стойка установлена с возможностью горизонтального перемещения на поверхности клина, смонтированного на кронштейне, жестко связанном со станиной машИНЫ, и снаб именно го винтовым Приводом вертикальной корректировки. Стойка снабжена шарнирно закрепленными прижимами, подпружиненными относительно кронштейна. На каждом гидроцилиндре зажатия установлен мультипликатор давления, управляемый от золотника, включенного в схему управления, и выполненный в виде гидроцилиндра с поршнем, в полый шток которого встроен дополнительный подпружиненный золотник с боковыми пазами, взаимодейвующий с упором, установленным «а крышке цилиндра мультипликатора.
Описываемая машина имеет боковую выдачу изделия и обеспечивает корректировку изделия в двух взаимно перпендикулярных направлениях в зажатом состоянии, причем механизмы корректировки весьма просты конструктивно и расположены в одной, неподвижной колонне. Кроме того, цилиндры зажатия снабжены приставными специальными
мультипликаторами, обеспечивающими работу цилиндров при всех вспомогательных операциях на пониженном давлении с последую щим повышением давления непосредственно перед осадкой, при этом все трубапроводы и гидроаппаратура как при вспомогательных перемещениях, так и во время мультиплика ции работают только на пониженном давлении. Этим сокращается число циклов нагружения узлов полным усилием, что способствует увеличению долговечности конструкции. При необходимости такая схема мультипликации давления может быть применена и в системе оплавления и осадки.
Применение высокого давления только во время осадки значительно снижает требования к уплотнениям цилиндров и позволяет уменьшить габариты мультипликатора, так как требуемый запас масла для компенсации
утечек незначителен.
Снижение габаритов мультипликаторов позволяет, в свою очередь, установить их иепосредствеино на цилиндрах зажатия.
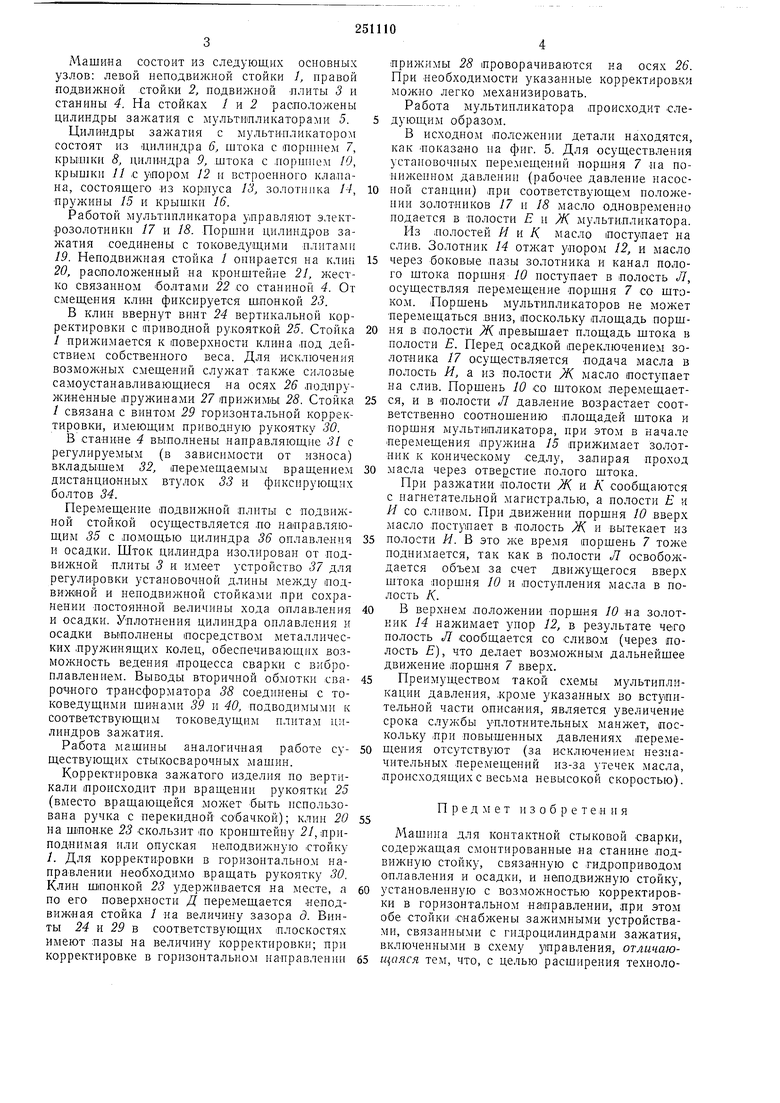
Па фиг. 1 изображена описываемая машина, общий вид; на фиг. 2 - тоже, вид сбоку; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4-разрез по Б-Б на фиг. 2; на фиг. 5- разрез по В - В на фиг. 2 (разрез по цилиндМашина состоит из следующих основных узлов: левой неподвижной стойки /, правой
подвижной стойки 2, подвижной ПЛИТЫ 3 и
станины 4. На стойках / и 2 расположены цилиндры зажатия с мультипликаторами 5.
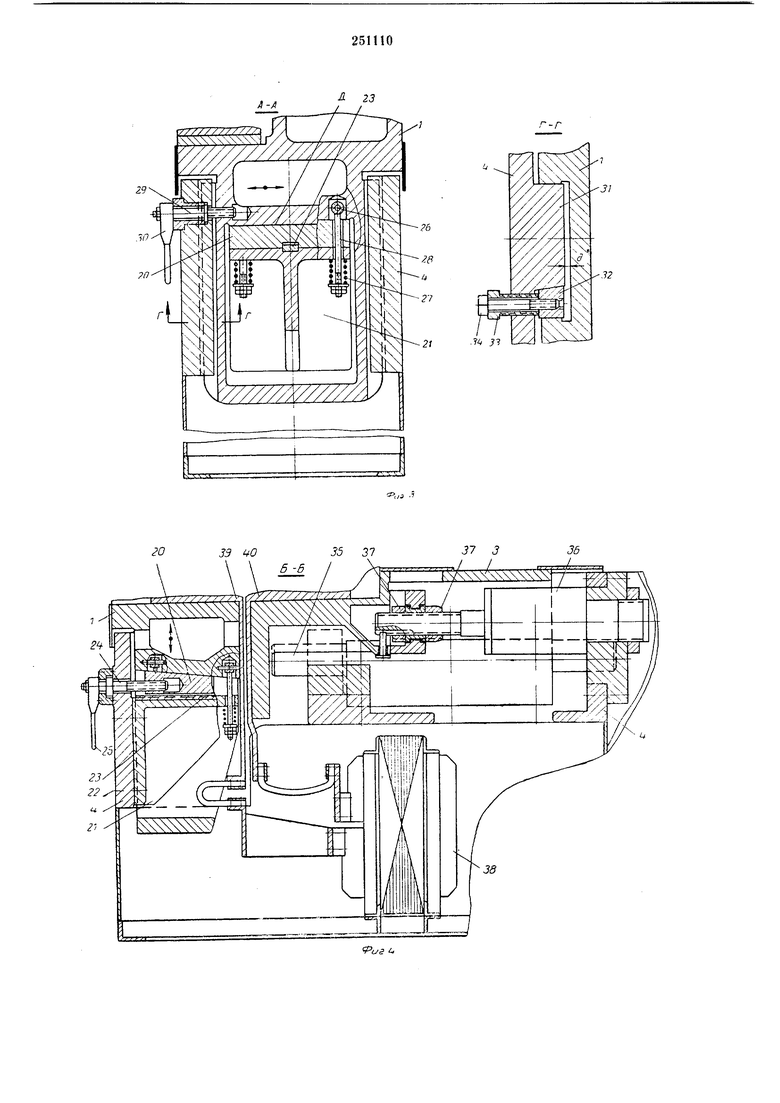
Цилиндры зажатия с мультипликатором состоят из цилиндра 6, штока с порилием 7, крытики 8, цилиндра 9, штока с .поригием 10, крьшжи 11 iC yinopOM 12 и встроенного клапана, состояш,его -из корпуса 13, золотника 14, пружины 15 и крышкн 16.
Работой мультипликатора управляют электрозолотники 17 и 18. Поршни цилиндров зажатия соединены с токоведущими плитами
19.Неподвижная стойка / опирается на клип
20,раоиоложенный на кронштейне 21, жестко связанном болтами 22 со станиной 4. От смеш;ения клин фиксируется шпонкой 23.
В клин ввернут винт 24 вертикальной корректировки с приводной рукояткой 25. Стойка / прижимается к поверхности клина под действием собственного веса. Для исключения возможных смеш;ений служат также силовые самоустанавливающиеся иа осях 26 подпрулсиненные пружинами 27 прижимы 28. Стойка / связана с винтом 29 горизонтальной корректировки, имеющим приводную рукоятку 30.
В станине 4 выполнены направляющие 31 с регулирземым (в зависимости от износа) вкладышем 32, перемещаемым вращением дистанционных втулок 33 и фиксирующих болтов 34.
Перемещение подвижной плиты с подвижной стойкой осуществляется по направляющим 35 с помощью цилиндра 36 оплавления и осадки. Шток цилиндра изолирован от подвижной плиты 3 и имеет устройство 37 для регулировки установочной длины между подвижной и неподвижной стойками при сохранении постоянной величины хода оплавления и осадки. Уплотнения цилиндра оплавления и осадки выполнены посредством металлических пруж:инящих колец, обеспечивающих возможность ведения процесса сварки с виброплавлением. Выводы вторичной обмотки сварочного трансформатора 38 соединены с токоведущими шинами 39 и 40, подводимыми к соответствующим токоведущим плитам цилиндров зажатия.
Работа машины аналогичная работе существующих стыкосварочных машин.
Корректировка залсатого изделия но вертикали (Происходит при вращении рукоятки 25 (вместо вращающейся может быть использована ручка с перекидной собачкой); клин 20 на шпон.ке 23 скользит по кронщтейну 2/, приподнимая или опуская неподвижную -стойку /. Для корректировки в горизонтальном направлении необходимо вращать рукоятку 30. Клин шпонкой 23 удерживается на месте, а по его поверхности Д иеремещается неподвижная стойка / на величину зазора д. Винты 24 и 29 в соответствующих плоскостях имеют пазы на величину корректировки; при корректировке в горизоитальном ианравлении
прижимы 28 проворачиваются на осях 26. При необходимости указанные корректировки можно легко механизировать. Работа мультипликатора происходит следующим образом.
В исходном положении детали находятся, как Показано иа фиг. 5. Для осуществления установочных перемещений норшня 7 На пониженном давлении (рабочее давление насоспой станции) при соответствующем положении золотников 17 и 18 масло одновременно подается в полости и Ж мультипликатора. Из полостей Я и /С масло поступает на слив. Золотник 14 отжат упором 12, и масло
через боковые пазы золотника и канал полого штока поршня 10 поступает в полость Л, осуществляя перемещение поршня 7 со штоком. Поршень мультипликаторов не может перемещаться .вниз, поскольку площадь поршня в полости Ж превышает площадь штока в полости Е. Перед осадкой переключением золотника 17 осуществляется ПОдача масла в полость И, а из полости Ж масло поступает на слив. Поршень 10 со штоком перемещается, и в полости Л давление возрастает соответственно соотношению площадей штока и поршня мультипликатора, при этом в начале перемещения пружина 15 прижимает золотник к коническому седлу, запирая проход
масла через отверстие полого штока.
При разжатии полости Ж и Л сообщаются с нагнетательной магистралью, а полости Е и И со сливом. При движении поршня 10 вверх масло поступает в полость Ж и вытекает из
нолости Я. В это же время поршень 7 тоже поднимается, так как в полости Л освобождается объе:, за счет движущегося вверх штока поршня 10 и поступления масла в полость /(.
В верхнем -положении ПорШНя 10 на золотник 14 нажимает упор 12, в результате чего полость Л сообщается со сливом (через полость Е), что делает возможным дальнейшее движение поршня 7 вверх.
Преимуществом такой схемы мультипликации давления, ,кроме указанных во вступительной части описания, является увеличение срока службы уплотнительных манжет, поскольку при повышенных давлениях перемещения отсутствуют (за исключением незначительных перемещений из-за утечек масла, происходящих с весьма невысокой скоростью).
Предмет и з о б р е т е -и и я
Машина для контактной стыковой сварки, содержащая смонтированные на станине подвижную стойку, связанную с гидронриводом оплавления и осадки, и неиодвил ную стойку,
установленную с возможностью корректировки в горизонтальном направлении, лри этом обе стойки снабжены зажимными устройствами, связанными с гидроцилиндрами зажатия, включенными в схему }1правления, отличаюгических возможностей, улрощения конструкции и уменьшения габаритов и веса машины, а также увеличения ее долговечности, не поднижная стойка установлена с возможностью горизонтального перемещения «а иоверхности клина, смонтированного на кронштейне, жестко связанном со станиной машины, и снабженного винтовым нриводом вертикальной корректировки, при этом стойка снабжена шарнирно закрепленными прижимами, подпружиненными относительно кронштейна, а
на каждом гидроцилиндре зажатия установлен мультнлликатор давления, управляемый от золотника, включенного в .схему управления, и выполненный в виде гидроцилиндра с поршнем, в полый шток которого встроен дополнительный подпружиненный золотник с боковыми пазами, взаимодействующий с упором, установленным на крышке цилиндра мультипликатора, и обеспечиваюший выполнение всех вспомогательных операций на пониженном давлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU284208A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1969 |
|
SU256128A1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ПЛАСТМАССОВЫХ ТАБЛЕТОК | 1969 |
|
SU238130A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОТОПИТЕЛЬНЫХ РАДИАТОРОВ В БАТАРЕЮ | 1966 |
|
SU180274A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ | 1972 |
|
SU326031A1 |
| Машина для контактной стыковой сварки | 1971 |
|
SU401102A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ДАВЛЕ!ТТ '--!:?''«о- ,„'^KJfbs.f<:;..., и I Г-Ь:.;^ . . | 1967 |
|
SU190764A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |

Г9
-d5 .2
/J-/
.2
.« j
5 в
