Изобретение относится к порошковой металлургии, в частности к производству металлических материалов.
Цель изобретения повышение качества изделий за счет подавления роста зерен.
Общим признаком прототипа и изобретения является то, что производится нагрев заготовки до определенной температуры, выдержка при заданной температуре и приложение давления и выдержка при заданном давлении.
Существенными отличительными признаками предлагаемого способа в сравнении с прототипом является то, что заготовку получают с плотностью до 40% относительно теоретической плотности, нагревают до температуры восстановления окисной пленки с выдержкой до полного ее восстановления, прикладывают давление 200-300 МПа, перед выдержкой повышают температуру на 100-200оС, а выдержку при давлении и температуре ведут в течение 40-60 мин.
Спекание и горячее прессование в инертной среде ультрадисперсных металлических порошков не позволяет получить высокоплотные и однородные изделия, потому что наличие окисной пленки препятствует сцеплению частиц, разрушение же окисной пленки при высокой температуре и давлении приводит к интенсивной рекристаллизации и резкому росту зерен.
Получение заготовок с плотностью более 40% относительно теоретической плотности приводит к образованию закрытой пористости. Термообработка таких заготовок в среде водорода не позволяет восстановить окисную пленку на поверхности закрытых пор и достичь высокой плотности при спекании. В связи с этим целесообразно, чтобы плотность заготовок не превышала 40% относительно теоретической плотности. Это позволяет снизить температуру спекания на 100-200оС и давление прессования до 200-300 МПа. Заготовки с плотностью менее 20% относительно теоретической плотности получить не удается, т.к. образцы разрушаются.
Термообработка заготовок из ультрадисперсных порошков железа в потоке водорода в течение 2 ч позволяет восстановить окисную пленку при 500оС. Дальнейшее повышение температуры до 800оС позволяет получить высокоплотные изделия при температурах меньших, нежели в инертной среде. Дополнительное приложение давления в пределах 200-300 МПа приводит к значительному повышению плотности и позволяет получить изделия с плотностью 98-100% относительно теоретической плотности при температурах на 200-300оС ниже, чем без давления. Снижение температуры горячего прессования приводит к подавлению рекристаллизации и уменьшению размера зерен.
Давление прессования более 300 МПа приводит к излишним затратам при той же степени подавления рекристаллизации, хотя и рост зерен замедлен. Давление прессования менее 200 МПа не позволяет уменьшить размер зерен в 4-5 раз. Оптимальным является давление прессования 200-300 МПа. Приложение давления прессования в течение 40-60 мин позволяет получить плотность изделий 98-100% относительно теоретической плотности при минимальных затратах. Выдержка более 60 мин не приводит к значительному изменению плотности изделий, а менее 40 мин не позволяет достичь необходимой плотности.
П р и м е р. В качестве исходного материала при практической реализации предлагаемого способа выбран ультрадисперсный порошок железа, полученный химико-металлургическим методом, со средним размером частиц 40 нм, содержащий 5 мас. кислорода. Получали заготовки различной плотности (ρo от 20 до 60% относительно теоретической плотности). Далее заготовки нагревали в потоке водорода 2 л/мин до температуры восстановления окисной пленки 500оС с выдержкой по полного ее восстановления в течение 2 ч. Скорость нагрева до указанной температуры составляла 10 град/мин. Далее заготовки прессовали методом штамповки. Об интенсивности процесса рекристаллизации судили по средней величине размера зерен α.
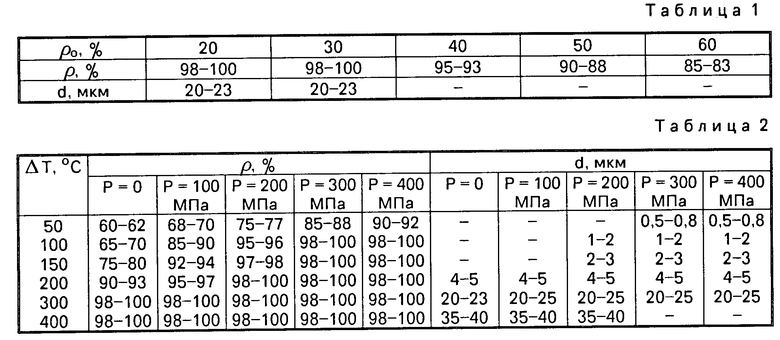
В табл. 1 представлены результаты исследования влияния плотности заготовки ρo на плотность ρ и размер зерен d изделий после выдержки при 500оС в течение 2 ч и дальнейшего повышения температуры на 300оС и выдержки в течение 1 ч.
Выдержка при температуре заготовок с плотностью до 40% относительно теоретической плотностти позволяет получить изделия с необходимой высокой плотностью, но при этом средний размер зерен возрос до 20-23 мкм. В более плотных заготовках образуется закрытая пористость, которая не позволяет получить изделия с высокой плотностью. Заготовки с плотностью менее 20% относительно теоретической плотности получить не удалось, поскольку они разрушались.
В табл. 2 представлены результаты исследования влияния повышения температуры (Δ Т) и давление (Р) на плотность и размер зерен изделий при плотности заготовок до 40% относительно теоретической плотности. Увеличение температуры на 50оС не позволяет получить необходимую плотность изделий. Повышение температуры на 300оС и выше приводит к росту зерен более 2 мкм. Увеличение температуры на 200оС и приложение давления 200 МПа позволяет получить изделия с необходимой плотностью 98-100% и размером зерен 4-5 мкм, т. е. происходит подавление роста зерен. Приложение давления 300 МПа позволяет увеличить температуру лишь на 100оС, а размер зерен при этом составляет 1-2 мкм. Значительное уменьшение размера зерен указывает на то, что повышение температуры на 100-200оС и приложение давления 200-300 МПа приводит к подавлению процесса рекристаллизации.
Предложенный способ может применяться при создании материалов с ультрадисперсной структурой.
Технико-экономической сущностью изобретения является упрощение технологии создания материалов с ультрадисперсной структурой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАВЛЕНИЯ РЕКРИСТАЛЛИЗАЦИИ В ПРОЦЕССЕ ГОРЯЧЕГО ПРЕССОВАНИЯ | 2005 |
|
RU2304486C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНЫХ ПРЕСС-ЗАГОТОВОК С ДИСПЕРГИРОВАННЫМИ ЗЁРНАМИ В ПОРОШКОВОЙ МЕТАЛЛУРГИИ МЕТАЛЛОКЕРАМИЧЕСКИХ, МИНЕРАЛОКЕРАМИЧЕСКИХ И ТУГОПЛАВКИХ СПЛАВОВ | 2020 |
|
RU2746657C1 |
| ДИАНГИДРИД 1,7-БИС-{4-[4- (3,4-ДИКАРБОКСИБЕНЗОИЛ)- ФЕНОКСИ]- БЕНЗОИЛ}-КАРБОРАНА В КАЧЕСТВЕ ПЛАСТИФИКАТОРА И УПРОЧНЯЮЩЕГО АГЕНТА ПРЕСС-ИЗДЕЛИЙ ИЗ ПОЛИИМИДОВ | 1991 |
|
RU2050360C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ КОМПОЗИЦИИ | 2009 |
|
RU2421480C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ПРОЧНОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВОГО ПОРОШКА | 2008 |
|
RU2370341C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ГРАФИТА | 1991 |
|
RU2016844C1 |
| Способ получения спеченного твердого сплава | 2017 |
|
RU2679026C1 |
| КОМПОЗИЦИОННЫЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2007 |
|
RU2341494C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
RU2025240C1 |
| Сплав на основе титана и способ изготовления заготовки для изделий, испытывающих циклические нагрузки | 2017 |
|
RU2691690C2 |
Изобретение относится к порошковой металлургии, в частности к производству металлических материалов. Сущность: заготовку получают с максимальной плотностью до 40 мас. и нагревают до температуры восстановления окисной пленки. Выдерживают при этой температуре до полного ее восстановления, после чего прикладывают давление 200 300 МПА, а затем повышают температуру на 100 200°С и выдерживают при заданной нагрузке и температуре 40 60 мин. 2 табл.
СПОСОБ ПОДАВЛЕНИЯ РЕКРИСТАЛЛИЗАЦИИ В ПРОЦЕССЕ ГОРЯЧЕГО ПРЕССОВАНИЯ, преимущественно при прессовании изделий из ультрадисперсных металлических порошков железа, включающий получение заготовки, ее нагрев с выдержкой, приложение давления и выдержку при давлении и температуре, отличающийся тем, что, с целью повышения качества изделий за счет подавления роста зерен, заготовку получают с плотностью до 40% относительно теоретической плотности, нагревают до температуры восстановления окисной пленки с выдержкой до полного ее восстановления, прикладывают давление 200 300 МПа, перед выдержкой повышают температуру на 100 200oС, а выдержку при давлении и температуре ведут 40 60 мин.
| Патент США N 4743312, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
