Изобретение относится к станкостроению, в частности к гвоздезабивным станкам, используемым для сбивки деревянных поддонов и тары при различном расположении и количестве гвоздей, забиваемых в верхнюю и нижнюю части изделия, например двухстороннего поддона. Изобретение может быть использовано в деревообрабатывающей промышленности.
Цель изобретения - расширение технологических возможностей и повышение производительности гвоздезабивного мно- гобойкового станка за счет обеспечения работы по программе и забивки гвоздей в изделие с верхней и нижней сторон.
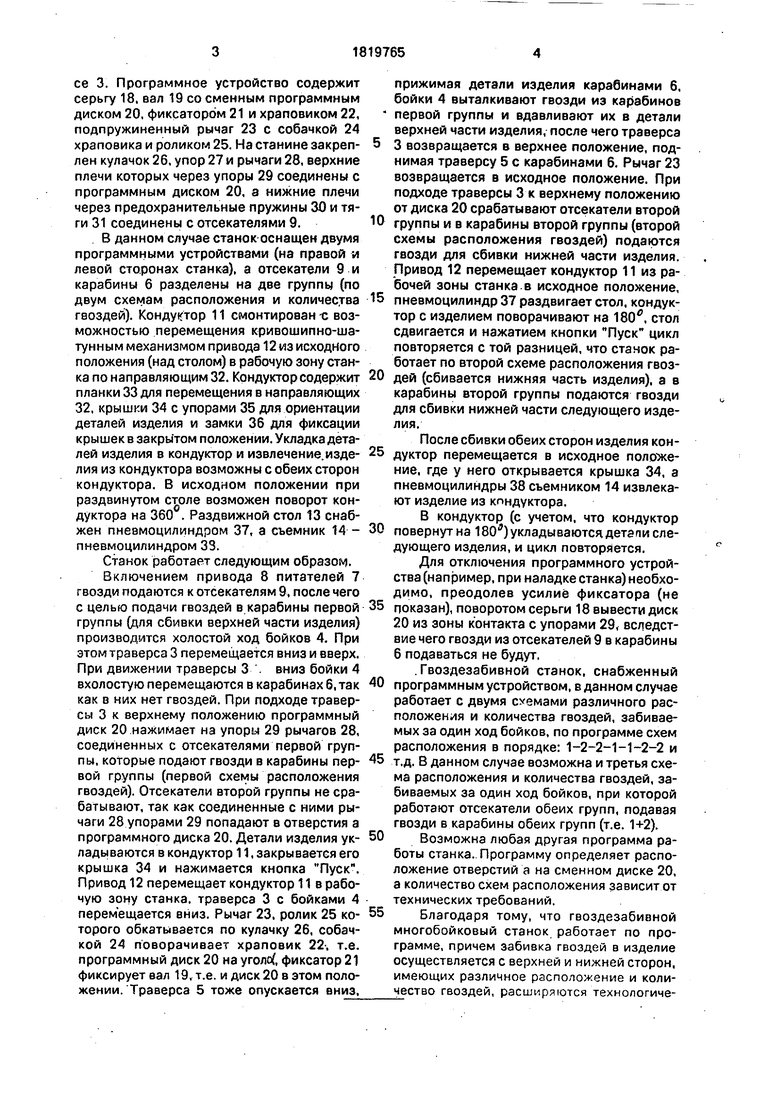
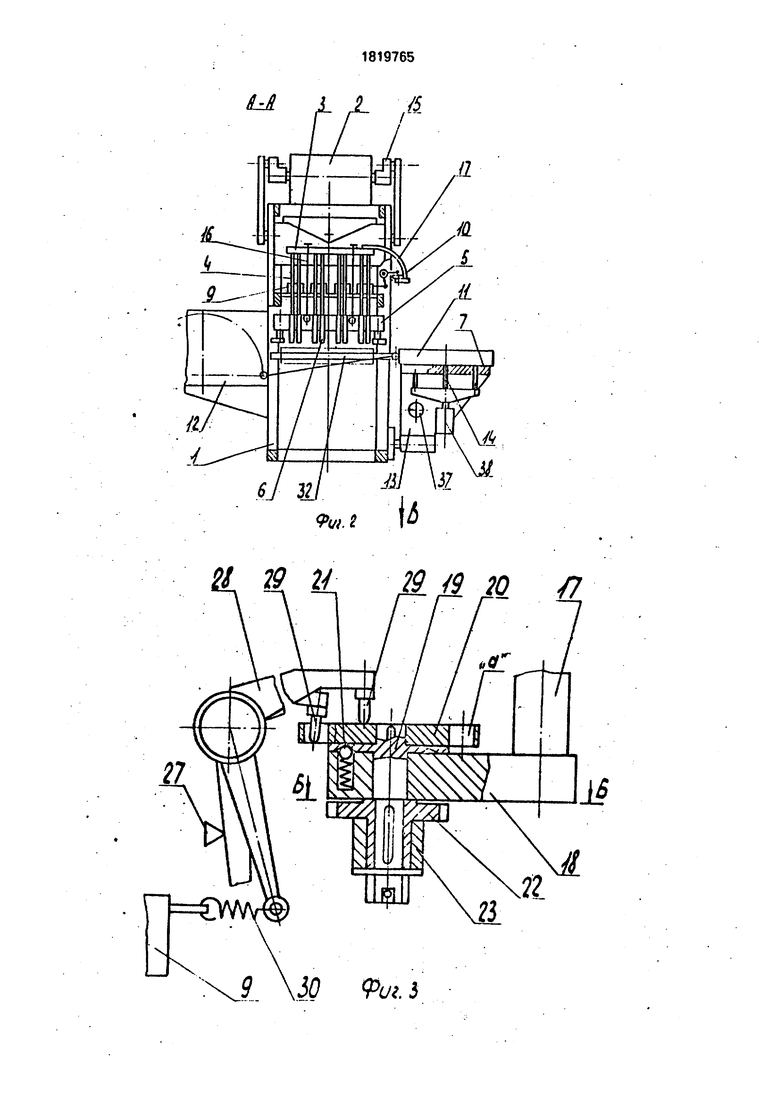
На фиг. 1 изображен гвоздезабивной многобойковый станок (общий вид); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - программное устройство; на фиг. 4 - разрез Б-Б на
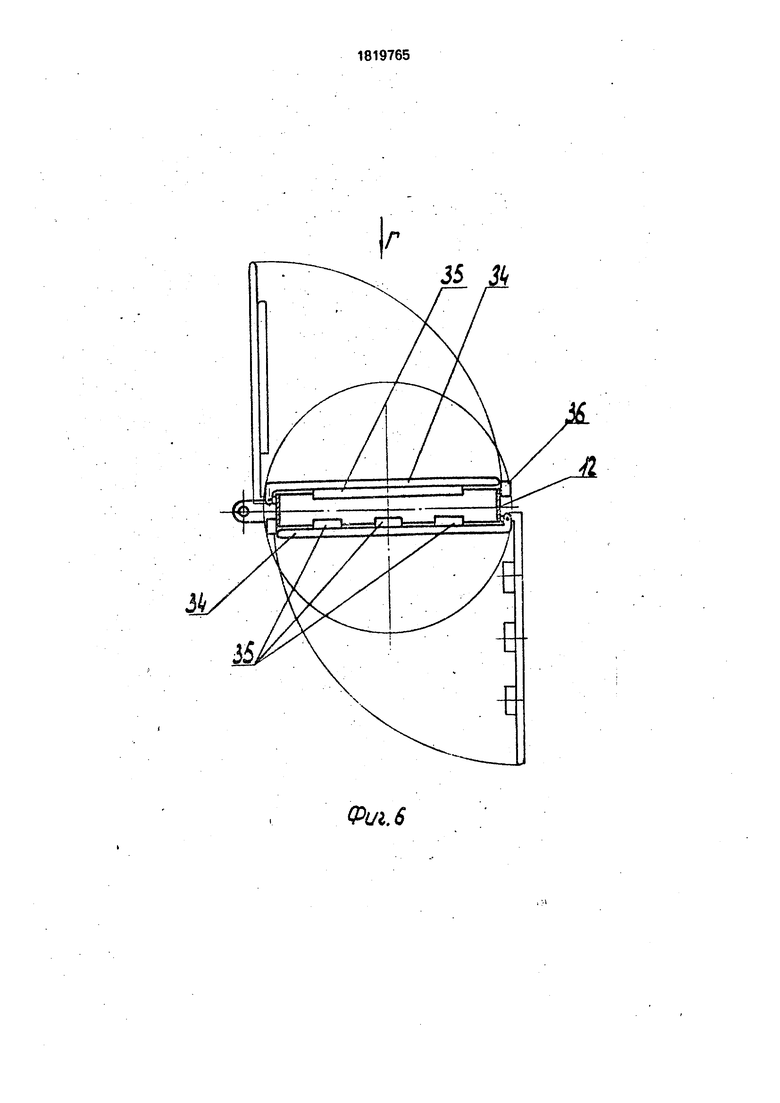
фиг. 3; на фиг. 5 - вид В (повернуто) на фиг. 3; на фиг. 6 - продольный разрез кондуктора; на фиг. 7 - вид Г на фиг. 6.
Станок содержит станину 1 с главным приводом 2, верхнюю траверсу 3 с бойками 4, нижнюю траверсу 5 с карабинами 6, питатели 7с приводом 8, отсекатели 9 с програм- мным устройством 10, поворотный кондуктор 11 с приводом 12 и раздвижной стол 13 со съемником 14. Траверса 3 смонтирована с возможностью возвратно-поступательного движения от главного привода 2 посредством кривошипно-шатунного механизма 15. Бойки 4 траверсы 3 размещены в карабинах 6 нижней траверсы 5, которая смонтирована с возможностью движения вверх и вниз и соединена с траверсой 3 тягами 16. Программное устройство смонтировано на дуге 17, закрепленной на травер00
ю
VI
ON СП
се 3. Программное устройство содержит серьгу 18, вал 19 со сменным программным диском 20, фиксатором 21 и храповиком 22, подпружиненный рычаг 23 с собачкой 24 храповика и роликом 25. На станине закреплен кулачок 26, упор 27 и рычаги 28, верхние плечи которых через упоры 29 соединены с программным диском 20, а нижние плечи через предохранительные пружины 30 и тяги 31 соединены с отсекателями 9.
В данном случае станок оснащен двумя программными устройствами (на правой и левой сторонах станка), а отсекатели 9 и карабины 6 разделены на две группы (по двум схемам расположения и количества гвоздей). Кондуктор 11 смонтирован -с возможностью перемещения кривошипно-ша- тунным механизмом привода 12 из исходного положения (над столом) в рабочую зону станка по направляющим 32. Кондуктор содержит планки 33 для перемещения в направляющих 32, крышки 34 с упорами 35 для ориентации деталей изделия и замки 36 для фиксации крышек в закрытом положении. Укладка деталей изделия в кондуктор и извлечение.изделия из кондуктора возможны с обеих сторон кондуктора. В исходном положении при раздвинутом столе возможен поворот кондуктора на 360 . Раздвижной стол 13 снабжен пневмоцилиндром 37, а съемник 14- пневмоцилиндром 33.
Станок работает следующим образом. Включением привода 8 питателей 7 гвозди подаются к отсекателям 9, после чего с целью подачи гвоздей в карабины первой группы (для сбивки верхней части изделия) производится холостой ход бойков 4. При этом траверса 3 перемещается вниз и вверх. При движении траверсы 3 . вниз бойки 4 вхолостую перемещаются в карабинах 6, так как в них нет гвоздей. При подходе траверсы 3 к верхнему положению программный диск 20 нажимает на упоры 29 рычагов 28, соединенных с отсекателями первой группы, которые подают гвозди в карабины первой группы (первой схемы расположения гвоздей). Отсекатели второй группы не срабатывают, так как соединенные с ними рычаги 28 упорами 29 попадают в отверстия а программного диска 20. Детали изделия укладываются в кондуктор 11, закрывается его крышка 34 и нажимается кнопка Пуск. Привод 12 перемещает кондуктор 11 в рабочую зону станка, траверса 3 с бойками 4 перемещается вниз. Рычаг 23, ролик 25 которого обкатывается по кулачку 26, собачкой 24 поворачивает храповик 22-. т.е. программный диск 20 на уголй, фиксатор 21 фиксирует вал 19, т.е. и диск 20 в этом положении. Траверса 5 тоже опускается вниз.
прижимая детали изделия карабинами 6,
бойки 4 выталкивают гвозди из карабинов
первой группы и вдавливают их в детали
верхней части изделия, после чего траверса
з возвращается в верхнее положение, поднимая траверсу 5 с карабинами 6. Рычаг 23 возвращается в исходное положение. При подходе траверсы 3 к верхнему положению от диска 20 срабатывают отсекатели второй
0 группы и в карабины второй группы (второй схемы расположения гвоздей) подаются гвозди для сбивки нижней части изделия. Привод 12 перемещает кондуктор 11 из рабочей зоны станка в исходное положение,
5 пневмоцилиндр 37 раздвигает стол, кондуктор с изделием поворачивают на 180, стол сдвигается и нажатием кнопки Пуск цикл повторяется с той разницей, что станок работает по второй схеме расположения гвоз0 дей (сбивается нижняя часть изделия), а в карабины второй группы подаются гвозди для сбивки нижней части следующего изделия.
После сбивки обеих сторон изделия кон5 дуктор перемещается в исходное положение, где у него открывается крышка 34, а пневмоцилиндры 38 съемником 14 извлекают изделие из кондуктора.
В кондуктор (с учетом, что кондуктор
0 повернут на 180а)укладываются детали следующего изделия, и цикл повторяется.
Для отключения программного устройства (например, при наладке станка) необходимо, преодолев усилие фиксатора (не
5 показан), поворотом серьги 18 вывести диск 20 из зоны контакта с упорами 29, вследствие чего гвозди из отсекателей 9 в карабины 6 подаваться не будут.
.Гвоздезабивной станок, снабженный
0 программным устройством, в данном случае работает с двумя схемами различного расположения и количества гвоздей, забиваемых за один ход бойков, по программе схем расположения в порядке: 1-2-2-1-1-2-2 и
5 т.д. В данном случае возможна и третья схема расположения и количества гвоздей, забиваемых за один ход бойков, при которой работают отсекатели обеих групп, подавая гвозди в карабины обеих групп (т.е. 1+2).
0 Возможна любая другая программа работы станка. Программу определяет расположение отверстий а на сменном диске 20, а количество схем расположения зависит от технических требований.
5 Благодаря тому, что гвоздезабивной многобойковый станок работает по программе, причем забивка гвоздей в изделие осуществляется с верхней и нижней сторон, имеющих различное расположение и количество гвоздей, расширяются технологические возможности и повышается производительность.
Формула изобретения Гвоздезабивной многобойкрвый станок, включающий станину со столом, привод, верхнюю траверсу с бойками, нижнюю траверсу с карабинами и отсекатели, о т л и- чающийся тем, что, с целью расширения технологических возможностей и повышения производительности за счет обеспечения работы по программе и забивки гвоздей в изделие с верхней и нижней сторон, станок снабжен программным устройством, ус0
тановленным на верхней траверсе и выполненным в виде вала, на котором закреплены серьга, сменный диск, фиксатор и храповик, подпружиненно относительно станины установлен рычаг с собачкой храповика и роликом, на станине закреплены кулачок, упор и рычаги, верхние плечи которых посредством дополнительных упоров соединены со сменным диском, нихние плечи за счет пружины и тяги соединены с отсекателями, а также станок снабжен поворотным кондуктором с возможностью загрузки и выгрузки изделия с обеих его сторон, при этом стол станка выполнен раздвижным.

| название | год | авторы | номер документа |
|---|---|---|---|
| ГВОЗДЕЗАБИВНОЙ МНОГОБОЙНЫЙ СТАНОК | 1992 |
|
RU2064861C1 |
| Гвоздезабивной многобойковый станок | 1991 |
|
SU1818226A1 |
| ГВОЗДЕЗАБИВНОЙ СТАНОКВСЕСОЮЗ^!АЯ ПАТЕ1П :1С-Т^ХП«Ч^№АЯ _ библиотека МБА | 1971 |
|
SU291786A1 |
| Гвоздезабивной станок для сбивки элементов стропил | 1981 |
|
SU952588A1 |
| Гвоздезабивной станок | 1981 |
|
SU967817A1 |
| Гвоздезабивной многобойковыйСТАНОК | 1977 |
|
SU821140A1 |
| Гвоздезабивной станок | 1983 |
|
SU1093557A1 |
| Гвоздезабивной многобойковый станок | 1977 |
|
SU651947A1 |
| Станок для сбивки деревянных щитов | 1979 |
|
SU872261A1 |
| Карабин гвоздезабивного станка | 1977 |
|
SU649575A1 |

Назначение: для сбивки деревянных поддонов и тары при различном положении изделия. Сущность изобретения: гвоздеза- бивной многобойковый станок включает станину 1 с приводом 2, верхнюю траверсу 3 с бойками 4, нижнюю траверсу 5 с карабинами 6, питатели 7 с приводом 8, отсекатели 9 с программным устройством 10, поворотный кондуктор 11с приводом и раздвижной стол 13 со съемником 14. При работе привода 8 питателей 7 гвозди подаются к отсека- телям 9, производится холостой ход бойков 4. Траверса 3 перемещается вниз и вверх. При движении траверсы 3 вниз бойки 4 вхолостую перемещаются в карабинах 6, т.к. в них нет гвоздей. Детали изделия укладывают в кондуктор 11. Привод перемещает кондуктор 11 в рабочую зону станка, траверса 3 с бойками 4 перемещается вниз. Траверса 5 тоже опускается вниз, прижимая детали карабинами 6. Бойки 4 выталкивают гвозди из карабинов в изделие. После сбивки обеих сторон изделия кондуктор перемещается в исходное положение и детали съемником 14 извлекаются из кондуктора. 7 ил.
# tfЈ/#
Z7
г
ТГ Я
7
99Ш81
ф(/9.$
Фш.6
J&dL
Фиг.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гвоздезабивной многобойковый станок | 1977 |
|
SU651947A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гвоздезабивной многобойковыйСТАНОК | 1977 |
|
SU821140A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
