Изобретение относится к методам определения противопиттинговых свойств смазочных масел при испытаниях материалов зубчатых передач на контактную прочность.; .
Цел ь изобретения - повышение информативности определения противопиттинговых свойств смазочных, масел при испытаниях материалов зубчатых передач на контактную-прочность путем учета характера динамического изменения толщины масляной пленки при кинематическом пере-.
ходе роликовых образцов от трения качения к трению качения со скольжением.
Поставленная цель достигается тем, что согласно способу определения противопиттинговых свойств смазочных масел при испытаниях материалов зубчатых передач на контактную прочность, заключающемуся в том, что роликовые образцы пары трения приводят во вращение, нагружают образцы сжимающей силой, пропускают через образцы постоянный ток и в режиме нормального тлеющего разряда измеряют падение
00
го о го ю ч электрического напряжения до подачи смазки в зону контакта вращающихся образцов и в начальный момент подачи смазки з зону их контакта, затем по разности этих падений электрического напряжения определяют толщину масляной пленки, и оценивают противопиттинговые свойства смазочного масла, толщину масляной пленки определяют при трении качения и трении качения с не более, чем 10%-ным проскальзыванием образцов, изменяя температуру подаваемой в их контакт смазки, а противопиттинговые свойства смазочного масла оценивают по влиянию температуры подаваемой в контакт вращающихся образцов смазки на изменение коэффициента толщины масляной пленки при кинематическом переходе роликовых образцов от трения качения к трению качения с не более, чем 10% проскальзыванием, который вычисляют из выражения:
Kh (AU2-AUi)/ AU2,
где Кь - коэффициент толщины масляной пленки;
Ли 1 U2 - U1 падение электрического напряжения, пропорциональное толщине масляной пленки при трении качения образцов;
Hi и Ua - падение электрического напряжения, измеренное соответственно-до подачи смазки в зону контакта вращающихся образцов и в начальный момент подачи смазки в зону их контакта при трении качения;
AU2 1Ь - Us - падение электрического напряжения, пропорциональное толщине масляной пленки при трении качения с не более, чем 10% проскальзыванием образцов;о
Us и U4 - падение электрического напряжения, измеренное соответственно до подачи смазки в зону контакта вращающихся образцов и в начальный момент подачи смазки в зону их контакта при трении качения с не более, чем 10%-ным проскальзыванием.
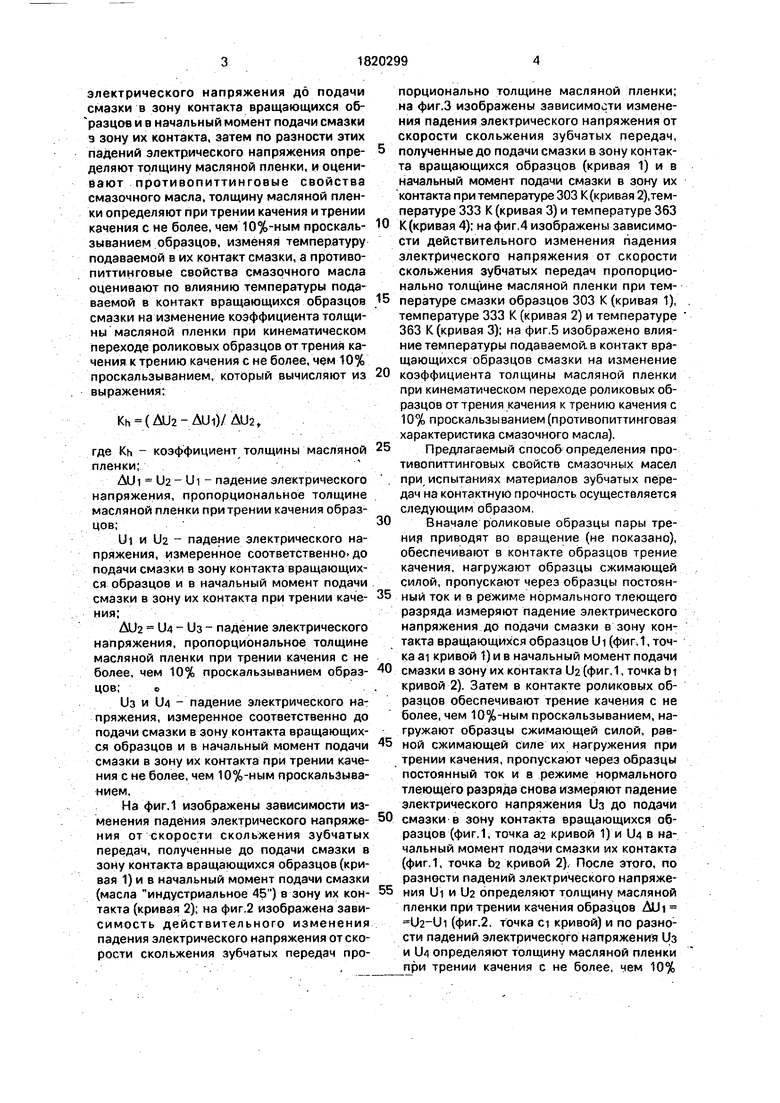
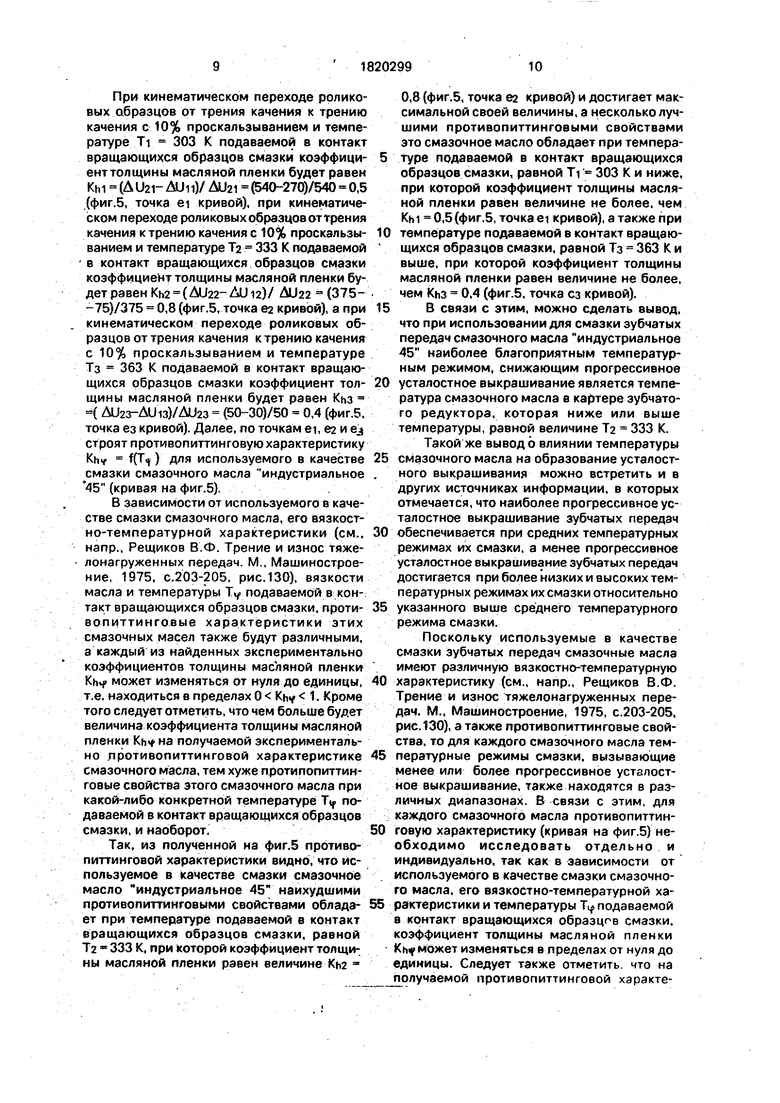
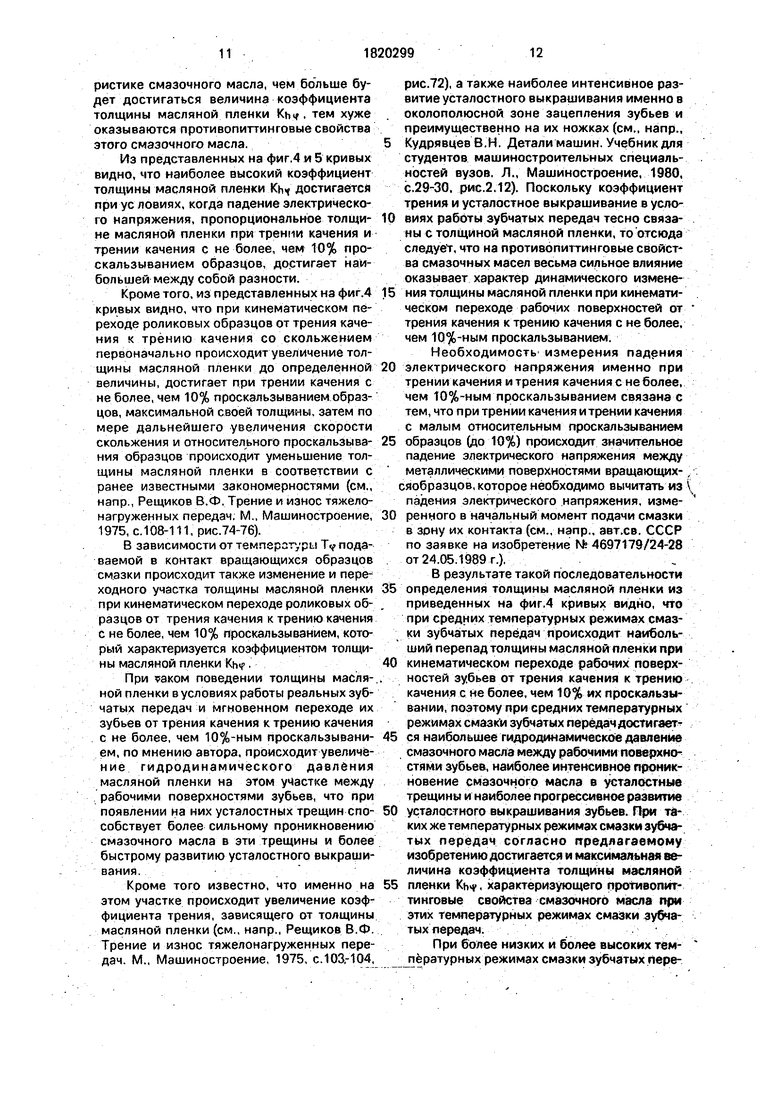
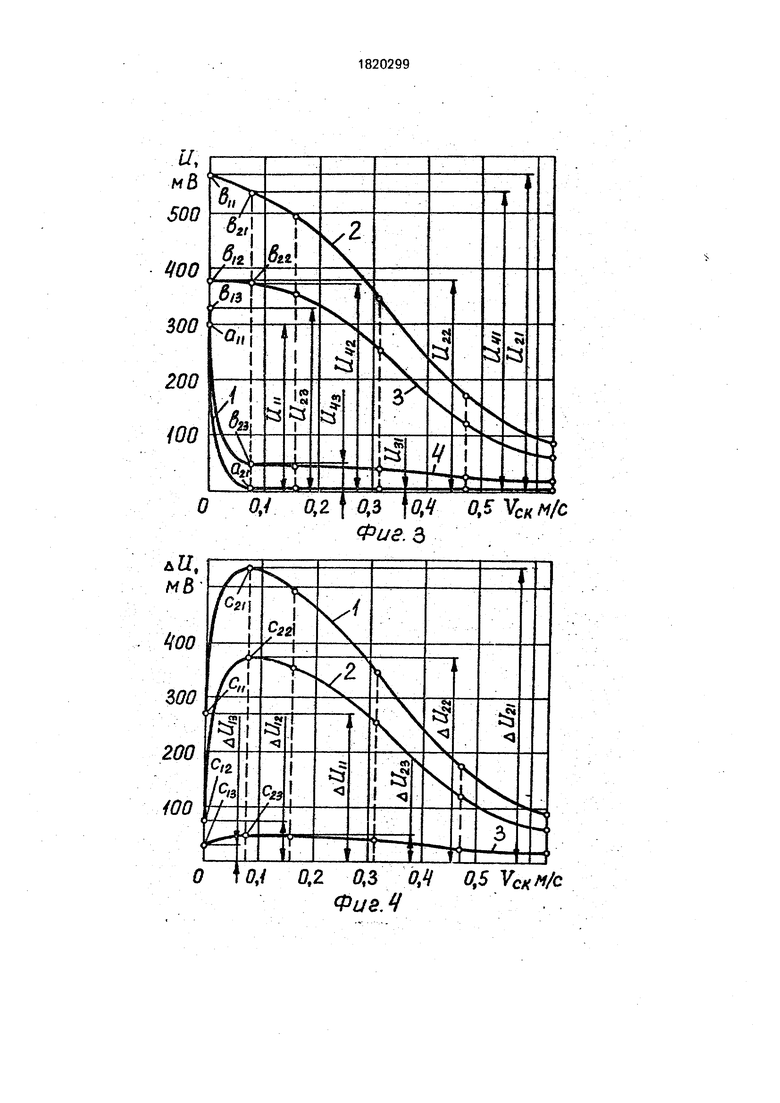
На фиг. 1 изображены зависимости изменения падения электрического напряжения от скорости скольжения зубчатых передач, полученные до подачи смазки в зону контакта вращающихся образцов (кривая 1) и в начальный момент подачи смазки (масла индустриальное 45) в зону их контакта (кривая 2); на фиг.2 изображена зависимость действительного изменения падения электрического напряжения от скорости скольжения зубчатых передач пропорционально толщине масляной пленки; на фиг.З изображены зависимости изменения падения электрического напряжения от скорости скольжения зубчатых передач,
полученные до подачи смазки в зону контакта вращающихся образцов (кривая 1) и в начальный момент подачи смазки в зону их контакта при температуре 303 К (кривая 2),тем- пературе 333 К (кривая 3) и температуре 363
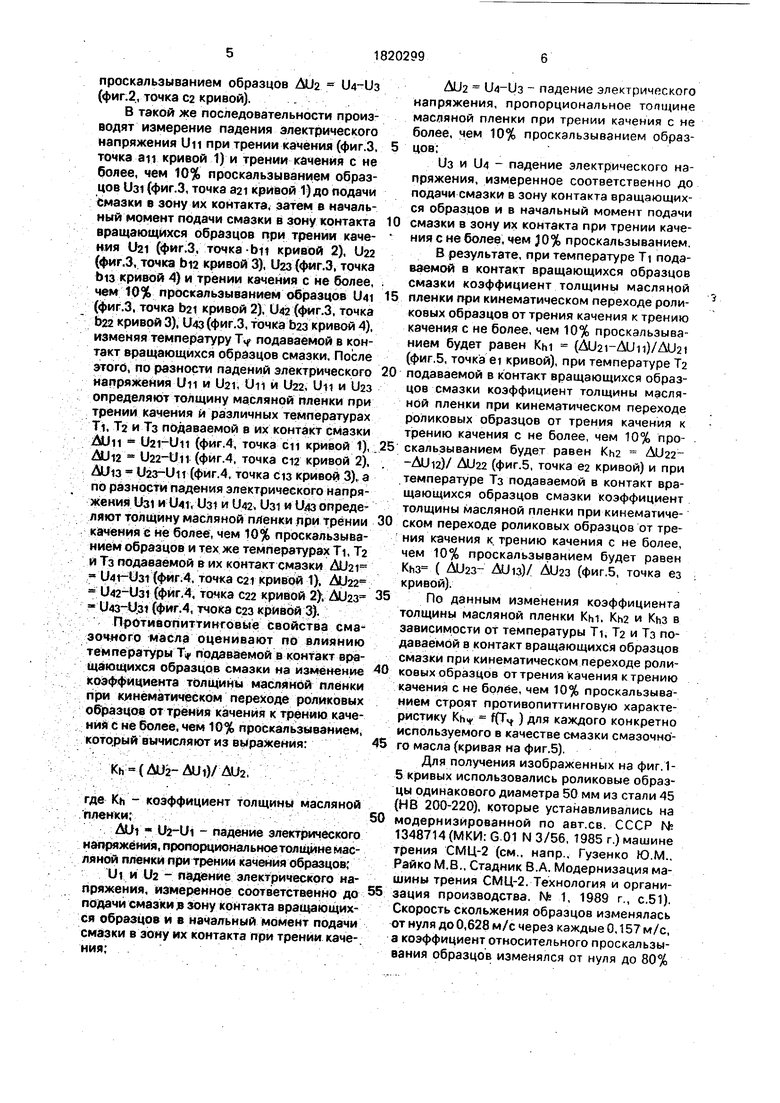
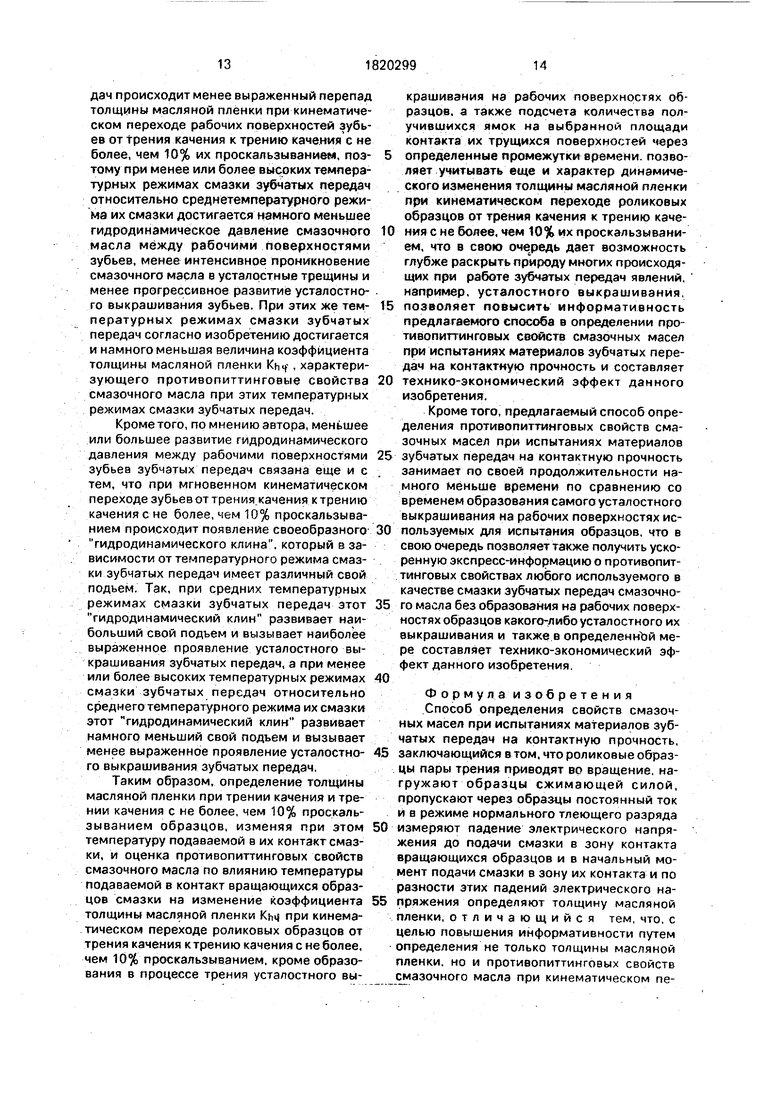
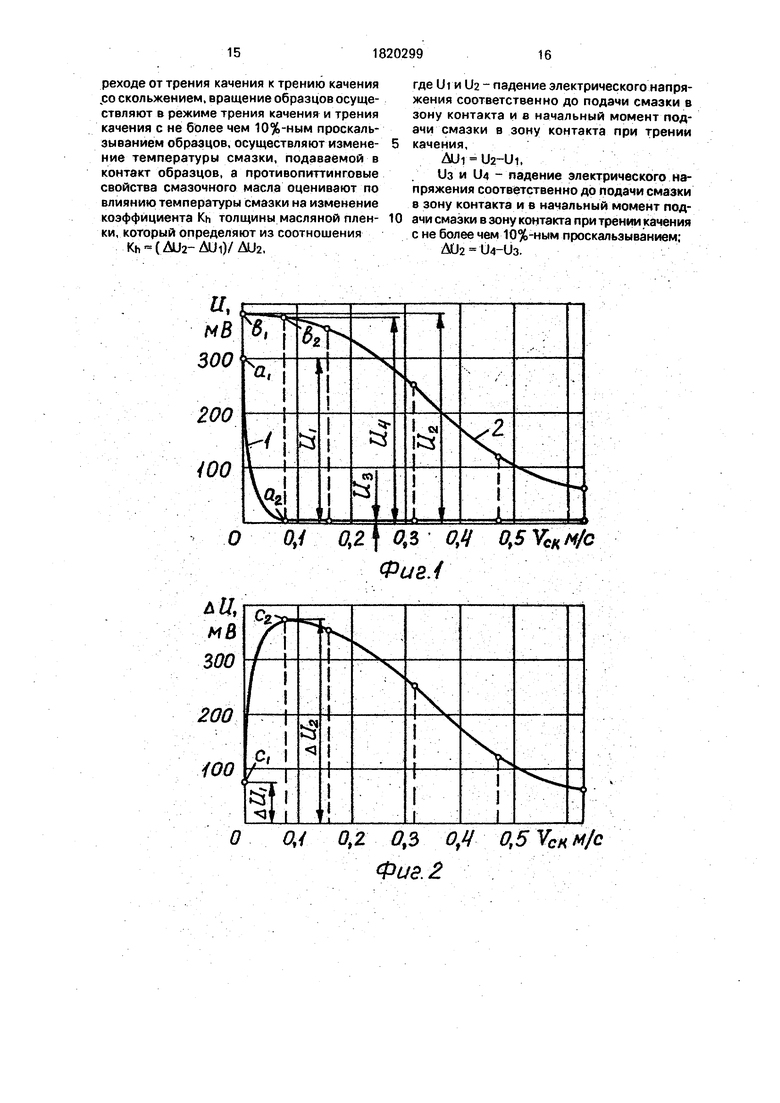
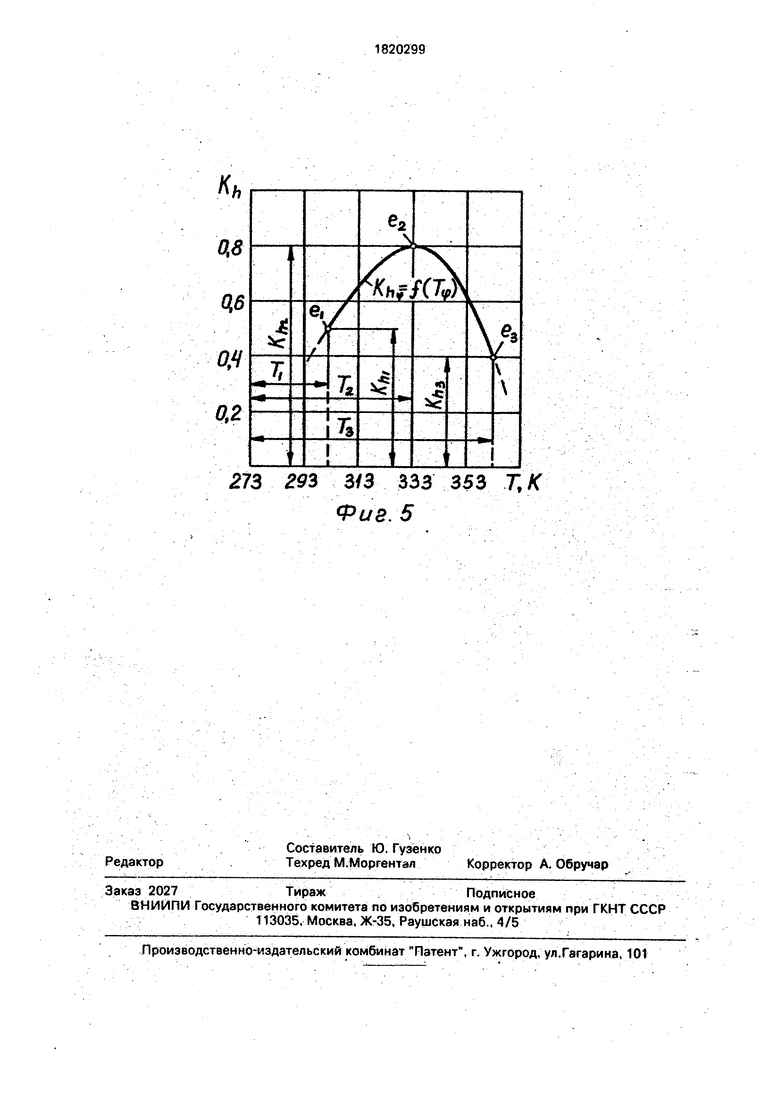
К (кривая 4); на фиг.4 изображены зависимости действительного изменения падения электрического напряжения от скорости скольжения зубчатых передач пропорционально толщине масляной пленки при темперэтуре смазки образцов 303 К (кривая 1), температуре 333 К (кривая 2} и температуре 363 К (кривая 3); на фиг.5 изображено влияние температуры подаваемой, в контакт вращающихся образцов смазки на изменение
коэффициента толщины масляной пленки при кинематическом переходе роликовых образцов от трения качения к трению качения с 10% проскальзыванием (противопиттинговая характеристика смазочного масла).
Предлагаемый способ определения про- тивопиттинговых свойств смазочных масел при испытаниях материалов зубчатых передач на контактную прочность осуществляется следующим образом.
Вначале роликовые образцы пары трения приводят во вращение (не показано), обеспечивают в контакте образцов трение качения, нагружают образцы сжимающей силой, пропускают через образцы постоянный ток и в режиме нормального тлеющего разряда измеряют падение электрического напряжения до подачи смазки в зону контакта вращающихся образцов U1 (фиг. 1, точка ai кривой 1) и в начальный момент подачи
смазки в зону их контакта Ua (фиг. 1, точка bi кривой 2). Затем в контакте роликовых образцов обеспечивают трение качения с не более, чем 10%-ным проскальзыванием, нагружают образцы сжимающей силой, равной сжимающей силе их нагружения при трении качения, пропускают через образцы постоянный ток и в режиме нормального тлеющего разряда снова измеряют падение электрического напряжения Us до подачи
смазки в зону контакта вращающихся образцов (фиг. 1, точка 32 кривой 1) и 1)4 в начальный момент подачи смазки их контакта (фиг.1, точка D2 кривой 2). После этого, по разности падений электрического напряжения Ui и Us определяют толщину масляной пленки при трении качения образцов ДШ (фиг.2. точка ci кривой) и по разности падений электрического напряжения Цз и Щ определяют толщину масляной пленки
при трении качения с не более, чем 10%
проскальзыванием образцов AUa - Кд-из (фиг.2, точка С2 кривой).
В такой же последовательности производят измерение падения электрического напряжения Un при трении качения (фиг.З, точка an кривой 1) и трении качения с не более, чем 10% проскальзыванием образцов Usi (фиг.З, точка 321 кривой 1) до подачи Смазки в зону их контакта, затем в начальный момент подачи смазки в зону контакта вращающихся образцов при трении каче- ния Uai (фиг:3, точка -Ьц кривой 2), Ua (фиг.З, точка bi2 кривой 3), Угз (фиг.З, точка Ь13 кривой А) и трении качения с не более, чем 10% проскальзыванием образцов (фиг.З, точка D21 кривой 2), U42 (фиг.З, точка D22 кривой 3), U43 (фиг.З, точка D23 кривой 4), изменяя температуру Ту подаваемой в контакт вращающихся образцов смазки. После этого, по разности падений электрического напряжения Un и Uaii-On и 1/22, Un и Угз определяют толщину масляной пленки при трений качения и различных температурах Ti. Tz и Тз подаваемой в их контакт смазки AUn Uai-Uii (фиг.4, точка си кривой 1), 4Ul2 (фиг.4, точка С12 кривой 2), Д1Лз Uas-Uti (фиг.4, точка Ci3 кривой 3) а по разности падения электрического напряжения Usi и U41, U31 ИU42, U31 и Цйопреде ляют толщину масляной пленки .при трении качения с не более, чем 10% проскальзыванием образцов и тех же температурах Ti, Т2 и Тз подаваемой в их контакт смазки AU2i / и4г-0з1 (фиг.4, точка С21 кривой 1), Ли22 U42-U31 (фйт.4, точка С22 кривой 2). AU23 U43-4J(31 (фиг.4, тчока С23 кривой 3).
ПрОтивопиттинтовые свойства сма эочного масла оценивают по влиянию температуры Т, подаваемой в контакт вращающихся образцов смазки на изменение коэффициента толщины масляной пленки при кинематическом переходе роликовых образцов от трения качения к трению качения с не более, чем 10% проскальзыванием, который вычисляют из выражения:
Kh (AO2-AUi)/AU2,
где Кн - коэффициент толщины масляной пленки;
AUi Ui-Ui - падение электрического напряжения, пропорциональное толщине масляной пленки при трений качения образцов;
Ui и U2 - падение электрического напряжения, измеренное соответственно до подачи смазки в зону контакта вращающихся образцов и в начальный момент подачи смазки в зону их контакта при трении качения;
Д112 L/4-U3 - падение электрического напряжения, пропорциональное топщине масляной пленки при трении качения с не более, чем 10% проскальзыванием образцов;
. Us и Щ - падение электрического напряжения, измеренное соответственно до подачи смазки в зону контакта вращающихся образцов и в начальный момент подачи смазки в зону их контакта при трении качения с не более, чем J0% проскальзыванием.
В результате, при температуре TI подаваемой в контакт вращающихся образцов смазки коэффициент толщины масляной пленки при кинематическом переходе роликовых образцов от трения качения к трению качения с не более, чем 10% проскальзыванием будет равен Км (AUai-AUnJ/AUai (фиг.5, точка ei кривой), при температуре Та подаваемой в контакт вращающихся образцов смазки коэффициент толщины масляной пленки при кинематическом переходе роликовых образцов от трения качения к трению качения с не более, чем 10% про- скальзыванием будет равен Кьа AU22- -AUiz)/ AU22 (фиг.5, точка 62 кривой) и при температуре Тз подаваемой в контакт вращающихся образцов смазки коэффициент толщины масляной пленки при кинематическом переходе роликовых образцов от трения качения к. трению качения с не более, чем 10% проскальзыванием будет равен Киз ( AU23- AUia)/ Дигз (фиг.5, точка ез кривой)..
По данным изменения коэффициента толщины масляной пленки Км. Кь2 и Кьз в зависимости от температуры TI, T2 и Тз подаваемой в контакт вращающихся образцов смазки при кинематическом переходе роликовых образцов оттрениякачения к трению качения с не более, чем 10% проскальзыванием строят противопиттинговую характеристику Khy f(T4 ) для каждого конкретно используемого в качестве смазки смазочного масла (кривая на фиг.5).
Для получения изображенных на фиг.1- 5 кривых использовались роликовые образцы одинакового диаметра 50 мм из стали 45 (НВ 200-220), которые устанавливались на модернизированной по авт.св. СССР № 1348714 (МКИ: G-0.1 N 3/56, 1985 г.) машине трения СМЦ-2 (см.. напр.. Гузенко Ю.М., Райко М.В., Стадник В.А. Модернизация машины трения СМЦ-2. Технология и организация производства. № 1, 1989 г., с.51). Скорость скольжения образцов изменялась от нуля до0,628 м/с через каждые 0.157 м/с, а коэффициент относительного проскальзывания образцов изменялся от нуля до 80%
через каждые 20%. Кроме того, на модернизированной машине трения СМЦ-2 обеспечивалась скорость скольжения 0,0785 м/с и относительное проскальзывание роликовых образцов 10% при том же их диаметре 50 мм. Через образцы пропускался постоянный ток величиной 1,5 А. Контактное напряжение образцов соответствовало величине бн 500 МПа. Шероховатость рабочих поверхностей образцов находилась в пределах 8-9 класса шероховатости (Ra 0,32 мкм). В качестве смазки использовалось масло индустриальное 45. Объемная температура смазки в масляной ванне с помощью специального устройства (см., напр., Стад- ник В.А., Гузенко Ю.М, Устройство для испытания масел в широком диапазоне температур. Технология и организация производства. №2, 1989 г., с.58) изменялась в пределах от 303 К до 363 К через каждые 30 К.
В результате проведенных автором испытаний, падение электрического напряжения до подачи смазки в зону контакта вращающихся образцов при трении качения было равно Ui Un 300 мВ (фиг.1, точка ai кривой 1 и фиг.З, точка an кривой 1), а при трении качения с 10% проскальзыванием образцов до подачи смазки в зону их контакта падение электрического напряжения было равно U3 U31 5 мВ (фиг,1, точка ад кривой 1 и фиг.З, точка од. кривой 1). Такое же падение электрического напряжения 5 мВ было измерено и при неподвижном положении роликовых образцов, а также при относительном проскальзывании образцов от 10% до 80%, которое равно внутреннему падению электрического напряжения во Внешних по отношению к смазочной пленке элементах электрической цепи постоянного тока - образцах, проводниках, токосъемниках и т.д. {см., напр., Стадник В.А., Гузенко Ю.М, Модернизация машины трения СМЦ- 2. Технология и организация производства, Nt.1, 1990 г., с.55-56).
При температуре Ti 303 К подаваемой в контакт вращающихся образцов смазки и трении качения образцов падение электрического напряжения в начальный момент подачи смазки между ними было равно Uai 570MB (фиг.З, точка Ьц кривой 2), а при этой же температуре TI 303 К подаваемой в контакт вращающихся образцов смазки и трении качения с 10% проскальзыванием образцов падение электрического напряжения в начальный момент подачи смазки между ними было равно U41 545 мВ (фиг.З, точка 021 кривой 2). При температуре Та 333 К подаваемой в контакт вращающихся
образцов смазки и трении качения образцов падение электрического напряжения в начальный момент додачи смазки между ними было равно Da U22 375 мВ (фиг.1, точка
01 кривой 2 и фиг.З, точка bi2 кривой 3), а при этой же температуре Т2 333 К подаваемой в контакт вращающихся образцов смазки и трении качения с 10% проскальзыванием образцов падение электрического напряжения в начальный момент подачи смазки между ними было равно U4 1)42 380 мВ (фиг.1, точка 02 кривой 2 и фиг.З, точка 022 кривой 3). При температуре Тз 363 К подаваемой в контакт вращающихся образцов
смазки и трении качения образцов падение электрического напряжения в начальный момент подачи смазки между ними было равно U23 330 мВ (фиг.З, точка tm кривой 4), а при этой же температуре Тз 363 К подаваемой в контакт вращающихся образцов смазки и трении качения с 10% проскальзыванием образцов падение электрического напряжения в начальный момент подачи смазки между ними было равно U43 55 мВ
(фиг.З, точка О23 кривой 4).
В соответствии с этими данными измерения падения электрического напряжения, толщина масляной пленки при температуре Tv 303 К и трении качения будет пропорциональна падению электрического напря- женя ДУц U21-UH 570-300 270 мВ (фиг.4, точка cii кривой 1), а при этой же температуре TI 303 К и трении качения с 10% проскальзыванием образцов толщина
масляной пленки будет пропорциональна
падению электрического напряжения
.. .AU21-.U41-U31 545-5 540мВ (фиг.4, точка
, С21 кривой 1). Толщина масляной пленки при
температуре Т2 333 К и трении качения
будет пропорциональна падению электрического напряжения AUis 375-300 75 мБ (фиг.4, точка ct2 кривой 2), а при этой же температуре Та 333 К и трении качения с 10% проскальзыванием образцов
толщина масляной пленки будет пропорци- .ональна падению электрического напряжения Д1122 380-5 375 мВ (фиг.4, точка С22 кривой 2). Толщина масляной пленки при температуре Тз 363 К и трении
качения будет пропорциональна падению электрического напряжения AU.ia U23-Uii 330-300 30 мВ (фиг.4, точка С1з кривой 3), а при этой же температуре Тз 363 К и трении качения с 10% проскальзы- ванием образцов толщина масляной пленки будет пропорциональна падению электрического напряжения AU23 U43-U31 55-5 50 мВ (фиг.4, точка С23 кривой 3).
При кинематическом переходе роликовых образцов от трения качения к трению качения с 10% проскальзыванием и температуре TV 303 К подаваемой в контакт вращающихся образцов смазки коэффициент толщины масляной пленки будет равен Км (Д U21- AU11)/ ALJ21 (540-270)7540 0,5 (фиг.5, точка ei кривой), при кинематическом переходе роликовых образцов от трения качения к трению качения с 10% проскальзыванием и температуре Та 333 К подаваемой
в контакт вращающихся образцов смазки коэффициент толщины масляной пленки будет равен Kh2 (AU22-AU 12)/ Ј№22 (375-75)7375 0,8 (фиг.5, точка еа кривой), а при кинематическом переходе роликовых образцов от трения качения к трению качения с 10% проскальзыванием и температуре Тз 363 К подаваемой в контакт вращающихся образцов смазки коэффициент толщины масляной пленки будет равен Кьз ( AU23-AUi3)/AU23 (50-30)750 0,4 (фиг.5. точка ез кривой). Далее, по точкам ei, ez и ej строят противопиттинговую характеристику Khy fOV) Для используемого в качестве смазки смазочного масла индустриальное 45 (кривая на фиг.5)..
В зависимости от используемого в качестве смазки смазочного масла, его вязкостно-температурной характеристики (см.. напр., Рещиков В.Ф. Трение и износ тяжелонагруженных передач. М., Машиностроение, 1975, с.203-205. рис.130), вязкости масла и температуры Tv подаваемой в.контакт вращающихся образцов смазки, проти- вопиттинговые характеристики этих смазочных масел также будут различными, а каждый из найденных экспериментально коэффициентов толщины масляной пленки Khy может изменяться от нуля до единицы, т.е. находиться в пределах 0 Кьу 1. Кроме того следует отметить, что чем больше будет величина коэффициента толщины масляной пленки Kh«f на получаемой экспериментально лротивопиттингрвой характеристике смазочного масла, тем хуже протипопиттин- говые свойства этого смазочного масла при какой-либо конкретной температуре Тц, подаваемой в контакт вращающихся образцов смазки, и наоборот.
Так, из полученной на фиг.5 противо- питтинговой характеристики видно, что используемое в качестве смазки смазочное масло индустриальное 45 наихудшими противопиттинговыми свойствами обладает при температуре подаваемой в контакт вращающихся образцов смазки, равной Тз « 333 К, при которой коэффициент толщины масляной пленки равен величине Kh2
0,8 (фиг.5, точка в2 кривой) и достигает максимальной своей величины, а несколько лучшими противопиттинговыми свойствами это смазочное масло обладает при темпера- 5 туре подаваемой в контакт вращающихся образцов смазки, равной Ti 303 К и ниже, при которой коэффициент толщины масляной пленки равен величине не более, чем Км 0,5 (фиг.5, точка ei кривой), а также при 0 температуре подаваемой в контакт вращающихся образцов смазки, равной Тз - 363 К. и выше, при которой коэффициент толщины масляной пленки равен величине не более, чем Кнз 0,4 (фиг.5, точка сз кривой). 5 В связи с этим, можно сделать вывод, что при использовании для смазки зубчатых передач смазочного масла индустриальное 45 наиболее благоприятным температурным режимом, снижающим прогрессивное 0 усталостное выкрашивание является температура смазочного масла в картере зубчатого редуктора, которая ниже или выше температуры, равной величине Т2 333 К.
Такой же вывод о влиянии температуры 5 смазочного масла на образование усталост- ного выкрашивания можно встретить и в других источниках информации, в которых отмечается, что наиболее прогрессивное усталостное выкрашивание зубчатых передач 0 обеспечивается при средних температурных режимах их смазки, а менее прогрессивное усталостное выкрашивание зубчатых передач достигается при более низких и высоких температурных режимах их смазки относительно 5 указанного выше среднего температурного режима смазки.
Поскольку используемые в качестве смазки зубчатых передач смазочные масла имеют различную вязкостно-температурную 0 характеристику (см., напр., Рещиков В.Ф. Трение и износ тяжелонагруженных передач. М., Машиностроение, 1975, с,203-205, рис.130), а также противопиттинговые свойства, то для каждого смазочного масла тем- 5 пературные режимы смазки, вызывающие менее или более прогрессивное усталостное выкрашивание, также находятся в различных диапазонах. В связи с этим, для : каждого смазочного масла противопиттин- 0 говую характеристику (кривая на фиг.5) необходимо исследовать отдельно и индивидуально, так как в зависимости от используемого в качестве смазки смазочного масла, его вязкостно-температурной ха- 5 рактеристики и температуры Т подаваемой в контакт вращающихся образцов смазки, коэффициент толщины масляной пленки Кн может изменяться в пределах от нуля до единицы. Следует также отметить, что на получаемой противопиттинговой хэрактеристике смазочного масла, чем больше будет достигаться величина коэффициента толщины масляной пленки Кь, тем хуже оказываются противопиттинговые свойства этого смазочного масла.
Из представленных на фиг.4 и 5 кривых видно, что наиболее высокий коэффициент толщины масляной пленки Кь достигавшей при-условиях, когда падение электрического напряжения, пропорциональное толщине масляной пленки при трении качения и трении качения с не более, чем 10% проскальзыванием образцов, достигает наибольшей между собой разности.
Кроме того, из представленных на фиг.4 кривых видно, что при кинематическом переходе роликовых образцов от трения качения к трению качения со скольжением первоначально происходит увеличение толщины масляной пленки до определенной величины, достигает при трении качения с не более, чем 10% проскальзыванием образцов, максимальной своей толщины, затем по мере дальнейшего увеличения скорости скольжения и относительного проскальзывания образцов происходит уменьшение толщины масляной пленки в соответствии с ранее известными закономерностями (см., напр., Рещиков В.Ф, Трение и износ тяжелонагруженных передач. М., Машиностроение, 1975, с. 108-111, рис.74-76).
В зависимости от температуры Т подаваемой в контакт вращающихся образцов смазки происходит также изменение и пере- ходного участка толщины масляной пленки при кинематическом переходе роликовых образцов от трения качения к трению качения с не более, чем 10% проскальзыванием, который характеризуется коэффициентом толщины масляной пленки Кь.
При аком поведении толщины масля-, ной пленки в условиях работы реальных зубчатых передач и мгновенном переходе их зубьев от трения качения к трению качения с не более, чем 10%-ным проскальзыванием, по мнению автора, происходит увеличе- ние гидродинамического давления масляной пленки на этом участке между рабочими поверхностями зубьев, что при появлении на них усталостных трещин способствует более сильному проникновению смазочного масла в эти трещины и более быстрому развитию усталостного выкраши- вания.
Кроме того известно, что именно на этом участке происходит увеличение коэффициента трения, зависящего от толщины масляной пленки (см., напр., Рещиков В.Ф. Трение и износ тяжелонагруженных передач. М., Машиностроение, 1975, с.103,-104,
рис.72), а также наиболее интенсивное развитие усталостного выкрашивания именно в околополюсной зоне зацепления зубьев и преимущественно на их ножках (см., напр.,
Кудрявцев В.Н. Детали машин. Учебник для студентов машиностроительных специальностей вузов. Л., Машиностроение, 1980, с.29-30, рис.2.12). Поскольку коэффициент трения и усталостное выкрашивание в усло0 виях работы зубчатых передач тесно связаны с толщиной масляной пленки, то отсюда следует, что на противопиттинговые свойства смазочных масел весьма сильное влияние оказывает характер динамического измене5 ния толщины масляной пленки при кинематическом переходе рабочих поверхностей от трения качения к трению качения с не более, чем 10%-ным проскальзыванием.
Необходимость измерения падения
0 электрического напряжения именно при трении качения и трения качения с не более, чем 10%-ным проскальзыванием связана с тем, что при трении качения и трении качения с малым относительным проскальзыванием
5 образцов (до 10%) происходит значительное
падение электрического напряжения между
металлическими поверхностями вращающих-,.
сяобразцов, которое необходимо вычитать из
падения электрического напряжения, изме0 ренного в начальный момент подачи смазки в зону их контакта (см., напр., авт.св. CGGP по заявке на изобретение Ns 4697179/24-28 от 24.05.1989 г.).
В результате такой последовательности
5 определения толщины масляной пленки из приведенных на фиг.4 кривых видно, что при средних температурных режимах смазки зубчатых передач происходит наибольший перепад толщины масляной пленки при
0 кинематическом переходе рабочих поверхностей зубьев от трения качения к трению качения с не более, чем 10% их проскальзывании, поэтому при средних температурных режимах смазки зубчатых передач достигает5 ся наибольшее гидродинамическое давление смазочного масла между рабочими поверхностями зубьев, наиболее интенсивное проникновение смазочного масла в усталостные трещины и наиболее прогрессивное развитие
0 усталостного выкрашивания зубьев. При таких же температурных режимах смазки зубча- тых передач согласно предлагаемому изобретению достигается и максимальная ве- личина коэффициента толщины масляной
5 пленки Kh«v, характеризующего противопиттинговые свойства смазочного масла при этих температурных режимах смазки зубчатых передач.
При более низких и более высоких тем- пёратурных режимах смазки зубчатых riepeдач происходит менее выраженный перепад толщины масляной пленки при кинематическом переходе рабочих поверхностей зубьев от трения качения к трению качения с не более, чем 10% их проскальзыванием, поэ- тому при менее или более высоких температурных режимах смазки зубчатых передач относительно среднетемпературного режима их смазки достигается намного меньшее гидродинамическое давление смазочного масла между рабочими поверхностями зубьев, менее интенсивное проникновение смазочного масла в усталрстные трещины и менее прогрессивное развитие усталостно- го выкрашивания зубьев. При этих же тем- пературных режимах смазки зубчатых передач согласно изобретению достигается и намного меньшая величина коэффициента толщины масляной пленки Kh«f, характеризующего противопиттинговые свойства смазочного масла при этих температурных режимах смазки зубчатых передач.
Кроме того, по мнению автора, меньшее или большее развитие гидродинамического давления между рабочими поверхностями зубьев зубчатых передач связана еще и с тем, что при мгновенном кинематическом переходе зубьев от трения.качения к трению качения с не более, чем 10% проскальзыванием происходит появление своеобразного гидродинамического клина, который в зависимости от температурного режима смазки зубчатых передач имеет различный свой подъем. Так, при средних температурных режимах смазки зубчатых передач этот гидродинамический клин развивает наибольший свой подъем и вызывает наиболее выраженное проявление усталостного выкрашивания зубчатых передач, а при менее или более высоких температурных режимах смазки зубчатых передач относительно среднего температурного режима их смазки этот гидродинамический клин развивает намного меньший свой подъем и вызывает менее выраженное проявление усталостно- го выкрашивания зубчатых передач.
Таким образом, определение толщины масляной пленки при трении качения и трении качения с не более, чем 10% проскальзыванием образцов, изменяя при этом температуру подаваемой в их контакт смазки, и оценка противопиттинговых свойств смазочного масла по влиянию температуры подаваемой в контакт вращающихся образцов смазки на изменение коэффициента толщины масляной пленки при кинематическом переходе роликовых образцов от трения качения к трению качения с не более, чем 10% проскальзыванием, кроме образования в процессе трения усталостного выкрашивания на рабочих поверхностях образцов, а также подсчета количества получившихся ямок на выбранной площади контакта их трущихся поверхностей через определенные промежутки времени, позволяет учитывать еще и характер динамического изменения толщины масляной пленки при кинематическом переходе роликовых образцов от трения качения к трению качения с не более, чем 10% их проскальзыванием, что в свою оче.редь дает возможность глубже раскрыть природу многих происходящих при работе зубчатых передач явлений, например, усталостного выкрашивания, позволяет повысить информативность предлагаемого способа в определении противопиттинговых свойств смазочных масел при испытаниях материалов зубчатых передач на контактную прочность и составляет технико-экономический эффект данного изобретения.
Кроме того, предлагаемый способ определения противопиттинговых свойств смазочных масел при испытаниях материалов зубчатых передач на контактную прочность занимает по своей продолжительности намного меньше времени по сравнению со временем образования самого усталостного выкрашивания на рабочих поверхностях используемых для испытания образцов, что в свою очередь позволяет также получить ускоренную экспресс-информацию о противопиттинговых свойствах любого используемого в качестве смазки зубчатых передач смазочного масла без образования на рабочих поверхностях образцов какого-либо усталостного их выкрашивания и также в определенной мере составляет технико-экономический эффект данного изобретения.
Ф о р м у я а и з о б р е т е н и я Способ определения свойств смазочных масел при испытаниях материалов зубчатых передач на контактную прочность, заключающийся в том, что роликовые образцы пары трения приводят во вращение, нагружают образцы сжимающей силой, пропускают через образцы постоянный ток и в режиме нормального тлеющего разряда измеряют падение электрического напряжения до подачи смазки в зону контакта вращающихся образцов и в начальный момент подачи смазки в зону их контакта и по разности этих падений электрического напряжения определяют толщину масляной пленки, отличающийся тем, что, с целью повышения информативности путем определения не только толщины масляной пленки, но и противопиттинговых свойств смазочного масла при кинематическом переходе от трения качения к трению качения со скольжением, вращение образцов осуществляют в режиме трения качения и трения качения с не более чем 10%-ным проскальзыванием образцов, осуществляют изменение температуры смазки, подаваемой в контакт образцов, а противопитгинговые свойства смазочного масла оценивают по влиянию температуры смазки на изменение коэффициента Кн толщины масляной пленки, который определяют из соотношения Kh-(AU2-AUi)/AU2,
где Ui и Ua - падение электрического напряжения соответственно до подачи смазки в зону контакта и в начальный момент подачи смазки в зону контакта при трении качения,
AUi U2-Ui,
1)з и - падение электрического напряжения соответственно до подачи смазки в зону контакта и в начальный момент под- ачи смазки в зону контакта при трении качения с не более чем 10%-ным проскальзыванием;
AD2 U4-U3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения толщины граничных смазочных пленок при испытаниях материалов зубчатых передач | 1990 |
|
SU1793197A1 |
| Способ определения толщины смазочных пленок при испытаниях материалов зубчатых передач | 1989 |
|
SU1649250A1 |
| Конструкция для смазки и коробка передач | 2016 |
|
RU2624931C1 |
| Способ определения работоспособности смазочного масла | 1980 |
|
SU941899A1 |
| Способ оценки смазывающих свойств масел | 1990 |
|
SU1718031A1 |
| ТРАНСМИССИОННОЕ МАСЛО | 1996 |
|
RU2107090C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 2010 |
|
RU2576322C2 |
| Способ оценки толщины масляной пленки | 1986 |
|
SU1355909A1 |
| ПРИМЕНЕНИЕ СОДЕРЖАЩИХ СЛОЖНОЭФИРНЫЕ ГРУППЫ ПОЛИМЕРОВ В КАЧЕСТВЕ ПРОТИВОУСТАЛОСТНЫХ ПРИСАДОК | 2008 |
|
RU2515994C2 |
| УСТРОЙСТВО И СПОСОБ ОБНАРУЖЕНИЯ СВОЙСТВ ПОДШИПНИКА | 2011 |
|
RU2659453C2 |
Изобретение относится к методам определения противопиттинговых свойств сма- зочнцх масел при испытаниях материалов зубчатых передач на контактную прочность. Цель изобретения - повышение информативности путем определения не только толщины масляной пленки, но и противопиттинговых свойств смазочного масла при кинематическом переходе от трения качения к трению качения со скольжением. Роликовые образцы пары трения приводят во вращение, нагружают образцы сжимающей силой, пропускают через образцы постоянный ток и в режиме нормального тлеющего разряда измеряют падение электрического напряжения -до подачи смазки в зону контакта вращающихся образцов ив начальный момент подачи смазки в зону их контакта. Затем . по разности этих падений электрического напряжения определяют толщину масляной пленки, и оценивают противопиттинговые свойства смазочного масла: При этом толщину масляной пленки определяют при трении качения и трении качения с не более, чем 10%-ным проскальзыванием образцов, изменяя температуру подаваемой в их контакт смазки. А противопиттинговые свойства смазочного масла оценивают по влиянию температуры подаваемой в контакт вращающихся образцов смазки на изменение коэффициента толщины масляной пленки при кинематическом переходе роликовых образцов от трения качения к трению качения с не более, чем 10%-ным проскальзыванием. 5 ил..
300
200
WO
OJ QЈ
200
100
О 4Y 0,2 0,3 ,#; 0,5VCHM/c
Фиа.2
OtS ОД 0,5 VCK М/с
ФигА
t
Гч
§
5 сэ
сэсэсэоо
00
ю о ю со
(О
СУ
0,8
0,6
0.4
4
Т,
0.2
г
I
273 293 3/3 333 353 T.K Фив 5
е
NJ
rQMS
4
«0
a
| Райко Н.В | |||
| Смазка зубчатых передач, Киев: Техника, 1970 | |||
| с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| Способ определения толщины смазочных пленок при испытаниях материалов зубчатых передач | 1989 |
|
SU1649250A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| .: ;.- | |||
| :.: | |||
