Изобретение относится к измерительной технике и касается определения толщины смазочных пленок по падению электрического напряжения в режиме нормального тлеющего разряда применительно к условиям работы зубчатых передач.
Цель изобретения - повышение точности и информативности.
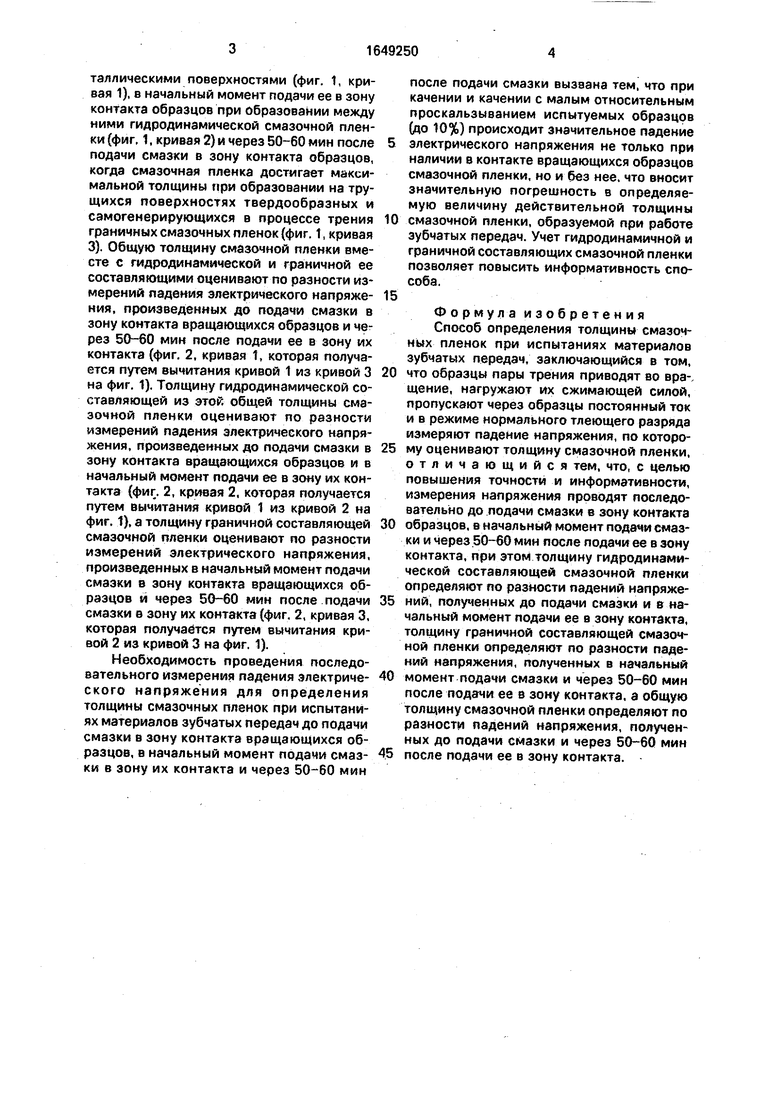
На фиг. 1 изображены графики зависимости изменения падения электрического напряжения от скорости скольжения зубчатых передач, полученные последовательно до подачи смазки в зону контакта вращающихся образцов (кривая 1), в начальный момент подачи смазки (масло индустриальное 45) в зону их контакта (кривая 2) и через 50-60 мин после подачи смазки (кривая 3); на фиг. 2 - график зависимости действительного изменения падения электрического напряжения от скорости скольжения зубчатых передач пропорционально общей толщине смазочной пленки (кривая 1), толщине ее гидродинамической составляющей (кривая 2) и толщине ее граничной составляющей (кривая 3).
Способ осуществляется следующим образом.
Испытуемые образцы (цилиндрические или зубчатые) исследуемой пары трения приводят во вращение, нагружают образцы сжимающей силой, подают на образцы постоянный ток и в режиме нормального тлеющего разряда последовательно производят измерение падения электрического напряжения до подачи смазки в зону контакта вращающихся образцов между их меГО
таллическими поверхностями (фиг. 1, кривая 1), в начальный момент подачи ее в зону контакта образцов при образовании между ними гидродинамической смазочной пленки (фиг. 1, кривая 2) и через 50-60 мин после подачи смазки в зону контакта образцов, когда смазочная пленка достигает максимальной толщины мри образовании на трущихся поверхностях твердообразных и самогенерирующихся в процессе трения граничных смазочных пленок (фиг. Т, кривая 3). Общую толщину смазочной пленки вместе с гидродинамической и граничной ее составляющими оценивают по разности измерений падения электрического напряжения, произведенных до подачи смазки в зону контакта вращающихся образцов и через 50-60 мин после подачи ее в зону их контакта (фиг. 2, кривая 1, которая получается путем вычитания кривой 1 из кривой 3 на фиг. 1). Толщину гидродинамической составляющей из этой общей толщины смазочной пленки оценивают по разности измерений падения электрического напряжения, произведенных до подачи смазки в зону контакта вращающихся образцов и в начальный момент подачи ее в зону их контакта (фиг. 2, кривая 2, которая получается путем вычитания кривой 1 из кривой 2 на фиг. 1), а толщину граничной составляющей смазочной пленки оценивают по разности измерений электрического напряжения, произведенных в начальный момент подачи смазки в зону контакта вращающихся образцов и через 50-60 мин после подачи смазки в зону их контакта (фиг. 2, кривая 3, которая получается путем вычитания кривой 2 из кривой 3 на фиг. 1).
Необходимость проведения последовательного измерения падения злектриче- ского напряжения для определения толщины смазочных пленок при испытаниях материалов зубчатых передач до подачи смазки в зону контакта вращающихся образцов, в начальный момент подачи смазки в зону их контакта и через 50-60 мин
после подачи смазки вызвана тем, что при качении и качении с малым относительным проскальзыванием испытуемых образцов (до 10%) происходит значительное падение
электрического напряжения не только при наличии в контакте вращающихся образцов смазочной пленки, но и без нее. что вносит значительную погрешность в определяемую величину действительной толщины
смазочной пленки, образуемой при работе зубчатых передач. Учет гидродинамичной и граничной составляющих смазочной пленки позволяет повысить информативность способа.
Формула изобретения Способ определения толщины смазочных пленок при испытаниях материалов зубчатых передач, заключающийся в том,
что образцы пары трения приводят во вращение, нагружают их сжимающей силой, пропускают через образцы постоянный ток и в режиме нормального тлеющего разряда измеряют падение напряжения, по которому оценивают толщину смазочной пленки, отличающийся тем, что, с целью повышения точности и информативности, измерения напряжения проводят последовательно до подачи смазки в зону контакта
образцов, в начальный момент подачи смазки и через 50-60 мин после подачи ее в зону контакта, при этом толщину гидродинамической составляющей смазочной пленки определяют по разности падений напряжений, полученных до подачи смазки и в начальный момент подачи ее в зону контакта, толщину граничной составляющей смазочной пленки определяют по разности падений напряжения, полученных в начальный
момент подачи смазки и через 50-60 мин после подачи ее в зону контакта, а общую толщину смазочной пленки определяют по разности падений напряжения, полученных до подачи смазки и через 50-60 мин
после подачи ее в зону контакта.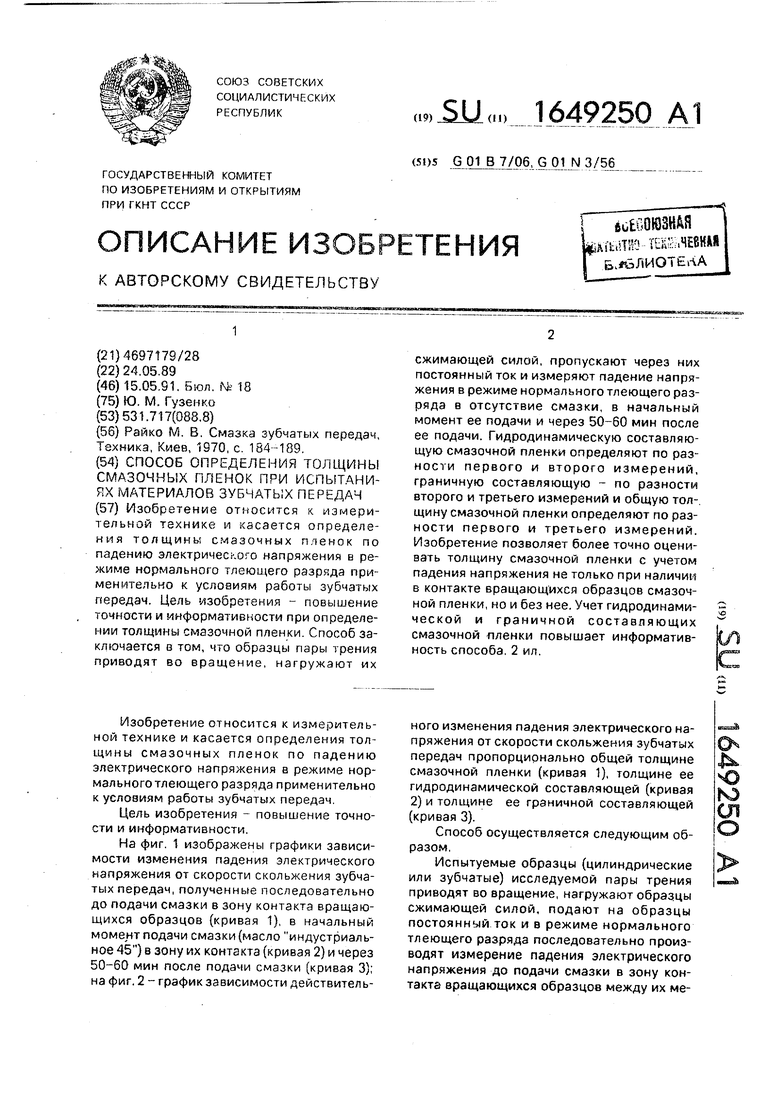
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения толщины граничных смазочных пленок при испытаниях материалов зубчатых передач | 1990 |
|
SU1793197A1 |
| Способ определения свойств смазочных масел при испытаниях материалов зубчатых передач на контактную прочность | 1991 |
|
SU1820299A1 |
| Способ измерения динамических характеристик зубчатых передач | 1981 |
|
SU970173A1 |
| Способ оценки смазывающих свойств масел | 1990 |
|
SU1718031A1 |
| Способ контроля измерения вязкостных свойств пластичной смазки в подшипниках качения | 1977 |
|
SU693157A1 |
| СПОСОБ ВХОДНОГО КОНТРОЛЯ ПОДШИПНИКОВ | 2011 |
|
RU2495393C2 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СМАЗОЧНОЙ ПЛЕНКИ ПРИ ШЛИФОВАНИИ | 1999 |
|
RU2167045C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СМАЗОЧНОЙ ПЛЕНКИ ПРИ ШЛИФОВАНИИ КОМПОЗИЦИОННЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2167044C1 |
| Способ измерения динамических характеристик червячного зацепления | 1978 |
|
SU697795A1 |
| ЧАСЫ, СОДЕРЖАЩИЕ ПОКРЫТИЕ, ВКЛЮЧАЮЩЕЕ ПОЛИМЕРНЫЕ ЩЕТКИ | 2012 |
|
RU2598377C2 |
Изобретение относится к измерительной технике и касается определения толщины смазочных пленок по падению электрического напряжения в режиме нормального тлеющего разряда применительно к услоаиям работы зубчатых передач. Цель изобретения - повышение точности и информативности при определении толщины смазочной пленки. Способ заключается в том, что образцы пары трения приводят во вращение, нагружают их сжимающей силой, пропускают через них постоянный ток и измеряют падение напряжения в режиме нормального тлеющего разряда в отсутствие смазки, в начальный момент ее подачи и через 50-60 мин после ее подачи. Гидродинамическую составляющую смазочной пленки определяют по разности первого и второго измерений, граничную составляющую - по разности второго и третьего измерений и общую тол-, щину смазочной пленки определяют по разности первого и третьего измерений. Изобретение позволяет более точно оценивать толщину смазочной пленки с учетом падения напряжения не только при наличии Б контакте вращающихся образцов смазочной пленки, но и без нее. Учет гидродинамической и граничной составляющих смазочной пленки повышает информативность способа. 2 ил.
0 Q1 0,2 OJ Qfi 0,5 УМ,м/с Фиг.1
100
О 0,1 0,2 0,3 Q,ti 45 УС1()м1с Фиг.2
| Райко М | |||
| В | |||
| Смазка зубчатых передач, Техника, Киев, 1970, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
