Изобретёние относится к прокатному производству, в частности к очистке от окалины поверхности длинномерных перемещающихся в потоке круглых прутков, а также труб и проволоки.
Цель изобретения - повышение качества очистки за счет повышения сменяемости, ферромагнитной абразивной массы в зоне обработки.
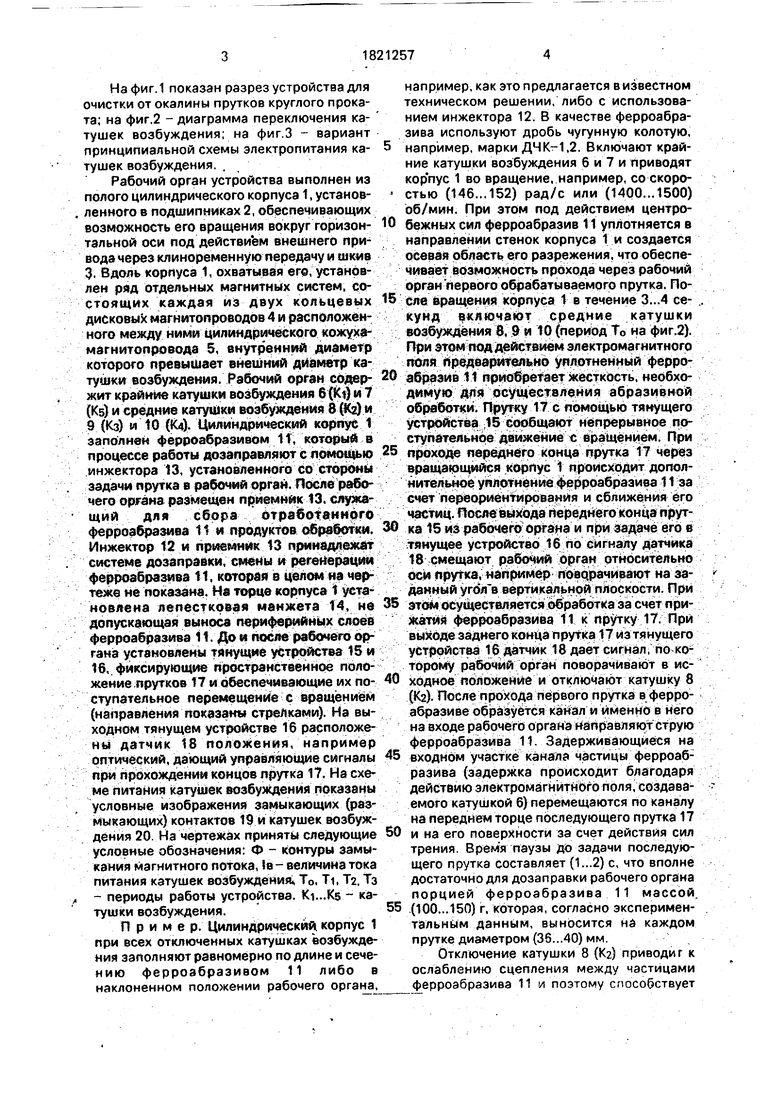
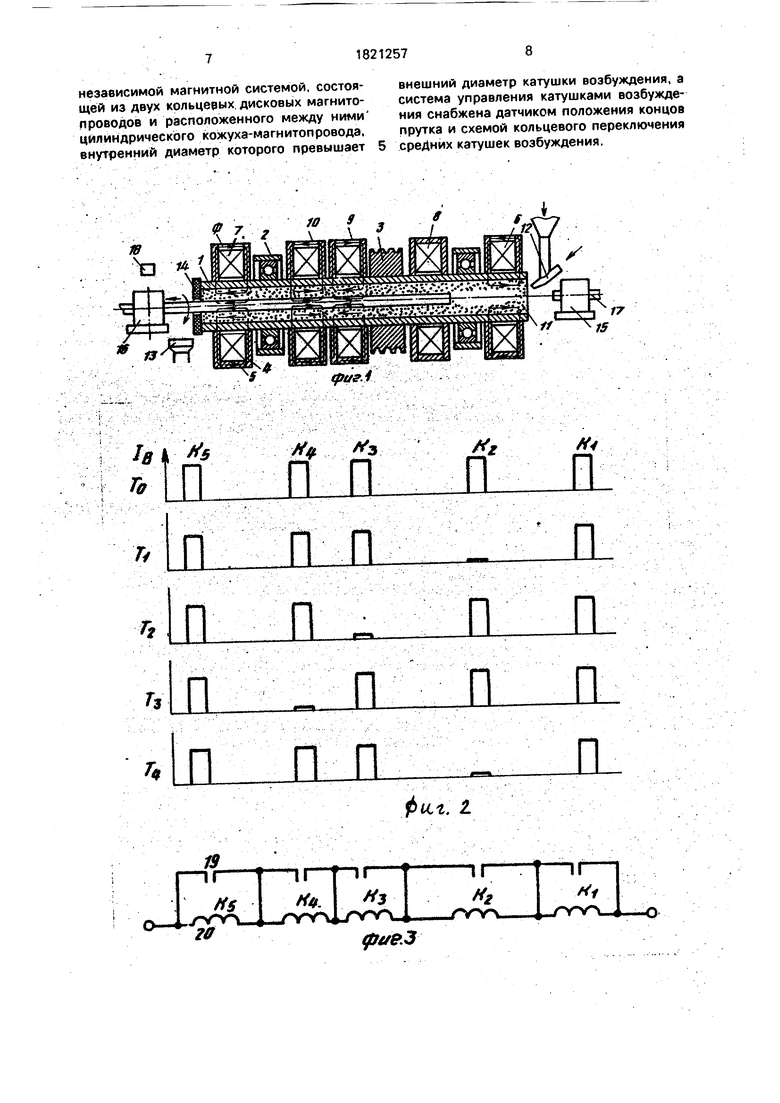
На фиг. 1 показан разрез устройства для например, как это предлагается в известном очистки от окалины прутков круглого прока- техническом решении, либо с использова- та; на фиг,2 -диаграмма переключения ка- нием инжектора 12. В качестве ферроабра- тушек возбуждения; на фиг.З - вариант зива используют дробь чугунную колотую, принципиальной схемы электропитания ка- 5 например, марки ДЧК-1,2. Включают край- тушек возбуждения, .ние катушки возбуждения 6 и 7 и приводят
Рабочий орган устройства выполнен из кор пус 1 во вращение, например, со скоро- полого цилиндрического корпуса 1, установ- стью (146...152) рад/с или (1400...1500) . ленного в подшипниках 2, обеспечивающих об/мин. При этом под действием центро- возможность его вращения вокруг горизон- Ю бежных сил ферроабраэив 11 уплотняется в тальной оси под действием внешнего при- направлении стенок корпуса 1 и создается вода через клиноременную передачу и шкив осевая область его разрежения, что обеспе- 3. Вдоль корпуса 1, охватывая его, установ- чивает возможность прохода через рабочий лен ряд отдельных магнитных систем, со- орган первого обрабатываемого прутка. По- стоящйх каждая из двух кольцевых 15 еле вращения корпуса 1 в течение 3...4 се- дисковых магнитопроводов4 и расположен- кунд включают средние катушки ного между ними цилиндрического кожуха- возбуждения В,9 и 10 (период То на фиг.2). магнитопроеода 5, внутренний диаметр При этом под действием электромагнитного которого превышает внешний диаметр ка- поля предварительно уплотненный ферро- тушки возбуждения. Рабочий орган содер- 20 абразив 11 приобретает жесткость, необхо- жит крайние катушки возбуждения 6(Ki) и 7 димую для осуществления абразивной (Ks) и средние катушки возбуждения 8 (Кг) и обработки. Прутку 17 с помощью тянущего 9 (Кз) и 10 (Кд). Цилиндрический корпус 1 устройства 15 сообщают непрерывное по- заполнен ферроабразивом 11, который в ступательное движение с вращением. При процессе работы дозаправляют с помощью 25 проходе переднего конца прутка 17 через инжектора 13, установленного со стороны вращающийся корпус 1 происходит допол- задачи прутка в рабочий орган. После рабо- нительное уплотнение ферроабраэива 11 за чего органа размещен приемник 13, служа- счет переориентирования и сближения его щий для сбора Ьтработаиирго частиц. После выхода переднего конца прут- ферроабразива 11 и продуктов обработки. 30 «а 15 из рабочего органа и при задаче его в Инжектор 12 и приемник 13 принадлежат тянущее устройство 16 по сигналу датчика . системе дозаправки, смены и регенерации 18 смещают рабочий орган относительно ферроабразива 11, которая а целом на чер- оси прутка, например поворачивают на за- теже не показана. На торце корпуса 1 уста- данный yroVe вертикальной плоскости. При нов/гена лепестковая манжета 14, не 35 этом осуществляется обработка за счет при- допускающая выноса периферийных сдоев жатия ферроабразива 11 к прутку 17. При ферроабразива 11, До и после рабочего ор- выходе заднего конца прутка 17 из тянущего гана установлены тянущие устройства 15 и устройства 16 датчик 18 даёт сигнал, по ко- 16,. фиксирующие пространственное поло- тОрому рабочий орган поворачивают в ис- жение прутков 17 и обеспечивающие их по- 40 ходное пбяожейие и отключают катушку 8 ступательное перемещение с вращением (Ка). После прохода первого прутка вферро- (направяения показаны стрелками). На вы- абразиве образуется карали именно в него ходном тянущем устройстве 16 расположе- на входе рабочего органа йаправляют струю ны датчик 18 положения, например ферроабразива 11, Задерживающиеся на оптический, дающий управляющие сигналы 45 входном участке канала частицы ферроаб- при прохождении концов прутка 17. На схе- разива (задержка происходит благодаря ме питания катушек возбуждения показаны действию электромагнитного поля, создава- условные изображения замыкающих (раз- емого катушкой 6) перемещаются по каналу мыкающих) контактов 19 и катушек возбуж- на переднем торце последующего прутка 17 денйя 20. На чертежах приняты следующие 50 и на его поверхности за счет действия сил условные обозначения: Ф - контуры замы- трения. Время паузы до задачи последую- кания магнитного потока, 1в - величина тока щего прутка составляет (1 ...2) с, что вполне питания катушек возбужденна, То, Ti, Тг, Тз достаточно для дозаправки рабочего органа ,, - периоды работы устройства. Ki...Ks - ка- порцией ферроабразива .11 массой, тушки возбуждения.55 (100... 150) г, которая, согласно эксперименПример. Цилиндрический корпус 1 тальным данным, выносится на каждом при всех отключенных катушках возбужде- прутке диаметром (36...40) мм. ния заполняют равномерно по длине и сече-Отключение катушки 8 (Кг) приводи г к нию ферроабразивом 11 либо в ослаблению сцепления между частицами наклоненном положении рабочего органа, ферроабразива 11 ы поэтому способствует
их переносу вдоль канала на торце прутка 17 и на его поверхности. В основном переносятся частицы ферроабразива 11, принадлежащие пограничным слоям, непосредственно участвующие в обработке и содержащие ее продукты.
Некоторое количество частиц ферроабразива выносится и на заднем торце прутка, так как удерживаются на нем силами магнитного притяжения, обусловленными наличием магнитных потоков рассеяния в прутке.
Таким же образом поочередно отключают каждую из средних катушек возбуждения (согласно диаграмме, показанной на фиг.2) и осуществляют перенос частиц ферроабразива 11 вдоль образованного в нем канала.
Крайние катушки 6(Ki)n 7(Ks)оставляют включенными с целью постоянного замыкания пространства, в котором находится фер- роабразив 11.
В устройстве для осуществления предлагаемого способа каждая из катушек возбуждения у ановлена внутри отдельно закрепленных вдоль корпуса 1 магнитных систем, что обеспечивает возможность создания отдельных независимых друг от друга магнитных потоков Ф, т.е. имеется возможность независимой работы каждой катушки в плане воздействия на ферроабра- зив 11. По сигналам датчика положения 18 переключение катушек Ка, Кз и Юь т.е. чередование замыкания и размыкания контактов 19 в схеме питания катушек возбуждения, осуществляется С использованием одной из известных стандартных схем кольцевого переключения электрических аппаратов, Каждый из показанных на фиг.З контактов 19 принадлежит электрическому аппарату, управляемому указанной схемой..
В период работы устройства Tt замыкается контакт 19, шунтирующий катушку 8 (Кз), при этом практически весь ток протекает через него-и данная катушка не создает электромагнитного поля.
Показанный на фиг.З вариант схемы электропитания катушек возбуждения отличается потреблением тока, существенно меньшего, чем, например, при параллельном подключении катушек, что облегчает выбор источника питания.
Предлагаемые способ и устройство для его осуществления позволяют повысить качество очистки за счет повышения эффективности операции смены ферроабрэзива в зоне обработки. Осуществляемая дозаправка ферроабразива непосредственно в канал, образованный в процессе обработки в
основном массиве ферроэбразива. находящемся в рабочем органе, а также перенос ферроабразива вдоль канала с помощью самого очищаемого прутка при предлагаемом
5 переключении катушек возбуждения обеспечивают воспроизводимость условий очистки для каждого прутка. Кроме того, регулярная смена ферроабразива в рабочем органе решает одновременно задачу тепло10 отвода из зоны обработки в рассматриваемом процессе.
Формул а изобретения
5 1. Способ очистки от окалины прутков круглого проката, включающий магнитно- абразивную обработку проката во вращающемся вокруг своей горизонтальной оси и заполненном ферромагнитной абразивной
0 Массой рабочем органе очистного устройства проходного исполнения с использованием управляемого электромагнитного поля, создаваемого катушками возбуждения, при котором после очистки очередного прутка и
5 перед задачей последующего прутка осуще- . ствляют переключение средних катушек возбуждения при включенных крайних катушках и производят струйную дозаправку - рабочего органа ферромагнитной абразив0 ной массой, отличающийся тем, что, с целью позышения качества очистки за счет повышения сменяемости ферромагнитной, абразивной массы в зоне обработки, перед задачей прутка отключают одну из катушек
5 возбуждения и оставляют ее выключенной на все время движения прутка через рабочий орган, при прохождении очередных прутков аналогично отключают катушки возбуждения в порядке их расположения по
0 ходу движения прутков, а при дозаправке струю ферромагнитной абразивной массы направляют непосредственно в канал, образованный в ферромагнитной абразивной массе при обработке предыдущего прутка.
5 2. Устройство для очистки от окалины прутков круглого проката, содержащее установленный с возможностью вращения вокруг своей горизонтальной оси и заполненный ферромагнитной абразивной
0 массой рабочий орган, охваченный рядом .расположенных вдоль его оси в цилиндрическом кожухе-магнитопроводе кольцевых катушек возбуждения и кольцевых дисковых магнитопроводов, систему управления
5 катушками возбуждения, отличающее- с я тем, что, с целью повышения качества . очистки за счет повышения .эффективности операции смены ферромагнитной абразивной массы в зоне обработки, каждая катушка возбуждения снабжена отдельной
независимой магнитной системой, состоя-внешний диаметр катушки возбуждения, а
щей из двух кольцевых дисковых магнито-система управления катушками возбуждепроводов и расположенного между ними ния снабжена датчиком положения концов
цилиндрического кожуха-магнитопровода.прутка и схемой кольцевого переключения
внутренний диаметр которого превышает 5средних катушек возбуждения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки от окалины прутков круглого проката и устройство для его осществления | 1988 |
|
SU1821258A1 |
| Устройство для обработки поверхности плоского проката | 1988 |
|
SU1792761A1 |
| Устройство для магнитно-абразивной обработки | 1981 |
|
SU988532A1 |
| Устройство для зачистки катанки от окалины | 1989 |
|
SU1669600A1 |
| УДАРНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ КОМБИНИРОВАННОГО ТИПА | 2013 |
|
RU2538094C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С ПОЛОСЫ НА АГРЕГАТАХ ОТДЕЛКИ | 2007 |
|
RU2354474C1 |
| Устройство для очистки катанки от окалины | 1985 |
|
SU1475752A1 |
| Устройство для очистки стальной полосы от окалины | 1981 |
|
SU1013516A1 |
| Электромагнитный многополюсный контактор переменного тока | 1976 |
|
SU660118A2 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2004 |
|
RU2271876C1 |
Изобретение относится кпрокатному производству, в частности к очистке окалины поверхности длинномерных перемещающихся в потоке круглых прутков, а также труб и проволоки. Цель изобретения - повышение качества очистки за счет повышения сменяемости ферромагнитной абразивной массы в зоне обработки. Сущность способа заключается в очистке проката от окалины во вращающемся вокруг своей продольной оси рабочем органе проходного исполнения ферроабразивом с использованием управляемого электромагнитного поля, создаваемого катушками возбуждения. Перед задачей каждого прутка производят переключение средних катушек при включенных крайних катушках, а также производят струйную дозировку рабочего оргайа ферроабразивом. Новым в способе являются отключение одной средней катушки на все время движения прутка через рабочий орган. Эта операция повторяется поочередное каждой средней катушкой в порядке их расположения на рабочем органе при движении очередного прутка. Дозаправку ферроабразивом Производят непосредственно в канал, образованный в ферроабра- зиве предыдущим прутком. Рабочий орган содержит установленный на подшипниках 2 полый цилиндрический корпус 1, приводимый во вращение через клиноременную передачу 3. На корпусе 1 установлены кольцевые катушки возбуждения 6-10 с маг- нйтопроводами и Системой управления. За- иравку ферроабразива произвбдят :1г1дсредством инжектора 12, Особенность конструкции заключается в том, что катушки чвозбуждения имеют независимые Друг от друга магнитные системы. Магнитная очистка катушки образована двумя кольцевыми дисковыми магнйтопроводами и цилиндрического кожуха-магнитопровода, расположенного между дисковыми. Катушка находится внутри магнитопроводов. Система управления катушками имеет датчиков положения концов прутка и схему кольцевого переключения средних катушек возбуждения. Это позволяет осуществить создание отдельных, независимых друг от друга магнитных потоков по длине рабочего органа и. поочередное воздействие электромагнитного поля на различные участки ферроабразива в зоне обработки. 2 с.п. ф-лы, 3 ил. ел 00 го ю ел VI
-. и
## #3
U.H
Ъ ,
п. п п п п п п п п
f
п п п
Фиг.1
Ј
#4
rv
п
п
| Авторское свидетельство СССР № 1688508, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| - . | |||
| :, -Л ;:К..,,,:- -;;--, | |||
