Изобретение относится к агрегатам отделки полосы, преимущественно к агрегатам продольной и поперечной резки, установленным на участках или в отделениях листоотделки цехов горячей и холодной прокатки, а также к агрегатам для подготовки рулонов и другим агрегатам для отделки полосы.
Известно устройство для удаления окалины с полосы при отделке на агрегатах резки (аналог), включающее верхние и нижние ролики для изгиба полосы и создания в ее поверхностном слое знакопеременных напряжений для разрушения окалины при прохождении полосы между роликами (Фомин Г.Г., Дубейковский А.В., Гринчук П.С. Механизация и автоматизация широкополосных станов горячей прокатки. М.: Металлургия, 1979, с.182, рис.101, поз.5).
Недостатком аналога является невозможность полного удаления окалины с полосы из-за недостаточных напряжений для разрушения окалины, создаваемых в ее поверхностном слое при прохождении между роликами.
Наиболее близким техническим решением (прототипом) является устройство для удаления окалины с полосы при отделке на агрегатах резки, включающее нижний опорный ролик для поддержания полосы в процессе отделки и два верхних гибочных ролика для знакопеременного изгиба полосы (Целиков А.И. и др. Машины и агрегаты металлургических заводов. Том 3. Машины и агрегаты для производства и отделки проката. М.: Металлургия, 1981, г. с 427, рис.X.10, поз.2).
Прототип обладает таким же недостатком, как и аналог.
В результате неполного удаления окалины с полосы как при использовании аналога, так и при использовании прототипа снижается ее качество, увеличивается отсортировка полосы в брак и снижается выход годного металла после отделки. В процессе отделки не удаленная окалина с полосы попадает в узлы и механизмы агрегатов, что вызывает быстрый выход их из строя, увеличивает внеплановые простои и расходы на эксплуатацию агрегатов. Из-за наличия окалины на полосе ухудшается качество маркировки готовой продукции, что увеличивает затраты и продолжительность ее подготовки к отгрузке потребителям.
Техническим результатом предлагаемого технического решения является повышение качества полосы при отделке на агрегатах, уменьшение отсортировки во вторые сорта и в брак, увеличение выхода годного металла, сокращение внеплановых простоев агрегатов и повышение качества маркировки готовой продукции при отделке на агрегатах.
Технический результат достигается тем, что в устройстве для удаления окалины с полосы, включающем нижний опорный ролик для поддержания полосы в процессе отделки и два верхних гибочных ролика для знакопеременного изгиба полосы, установленные в подшипниковых опорах на общей опорной конструкции, ось первого по ходу отделки верхнего гибочного ролика расположена в одной вертикальной плоскости с осью нижнего опорного ролика, второй по ходу отделки гибочный ролик установлен на более высоком уровне, чем первый, гибочные ролики включают ось, на которой закреплены опорные втулки, покрытые защитным материалом, между опорными втулками стационарно установлены электромагнитные катушки индуктивности, смонтированные в кольцевых металлических кожухах, охватывающих ось и закрепленных на портальных балках, установленных на корпусах подшипниковых опор гибочных роликов.
Рассмотрим предлагаемое техническое решение на примере его применения на агрегате поперечной резки горячекатаных стальных полос на участке установки за петлевым столом перед тянущими роликами.
Техническое решение поясняется чертежами, на которых изображены:
Фиг.1. Устройство для удаления окалины с полосы - вид сбоку.
Фиг.2. Разрез по линии А-А на фиг.1.
Фиг.3. Вид на гибочный ролик по стрелке "Б" на фиг.1.
Устройство для удаления окалины с полосы на агрегатах отделки включает нижний опорный ролик 1 для поддержания полосы в процессе отделки и два последовательно установленных верхних гибочных ролика 2 и 3 для осуществления знакопеременного изгиба полосы. Ролики смонтированы в подшипниковых опорах 4, 5 и 6 на общей опорной трехуровневой конструкции, состоящей из станин 7 и 8, установленных на фундаменте.
Верхние ролики 2 и 3 установлены на разных уровнях. Ролик 2 установлен с расположением его оси в одной вертикальной плоскости с осью нижнего опорного ролика 1. Ролик 3 установлен по ходу процесса отделки полосы (на фиг.1 показан стрелкой "М") после ролика 2 на более высоком уровне, чем ролик 2. Исследования заявителя показали, что при такой установке верхних роликов достигается максимальное удаление окалины с полосы при использовании предлагаемого устройства.
Нижний опорный и верхние гибочные ролики не приводные. Опорный ролик 1 установлен с возможностью свободного вращения на оси 9, смонтированной на подшипниковых опорах 4.
На оси 9 над петлевым приямком жестко закреплена ближняя к устройству створка 10 петлевого стола. Стол предназначен для образования петли на полосе над петлевым приямком. Создание петли необходимо для регулирования и согласования скоростей подающих роликов, установленных перед петлевым столом (условно не показаны), и тянущих роликов 11, установленных за устройством для удаления окалины.
Изменение угла α наклона створки 10 петлевого стола к горизонтали осуществляется с помощью гидроцилиндра 12, шарнирно установленного на фундаменте. Шток гидроцилиндра шарнирно соединен с кривошипным рычагом 13, жестко закрепленным на хвостовике оси 9 опорного ролика.
Гибочные ролики 2 и 3 включают ось 14, на которой на шпонках с помощью гаек 15 закреплены опорные втулки 16, покрытые слоем защитного, например, полимерного материала 17. При работе устройства полоса контактирует с этим материалом, что предохраняет ее поверхность от повреждений, задиров и царапин.
Между опорными втулками 16 стационарно установлены электромагнитные индукционные катушки 18, смонтированные в кольцевых металлических кожухах 19.
Кожухи с помощью кронштейнов 20 жестко закреплены на портальных балках 21, установленных на корпусах подшипниковых опор 6 гибочных роликов.
Кожухи 19 с индукционными катушками 18 охватывают ось 14 с радиальным зазором и по торцам не контактируют с опорными втулками 16. Это обеспечивает свободное вращение оси с опорными втулками при неподвижных кожухах с катушками.
Обмотка катушек соединяется с источником питания электрическим током с помощью проводов 22.
Устройство для удаления окалины с полосы работает следующим образом.
Перед задачей полосы в устройство створки 10 петлевого стола устанавливают в горизонтальное положение, как показано на фиг.1. С помощью подающих роликов (на фиг.1 не показаны) полосу пропускают через устройство к тянущим роликам 11 и после захвата ими полосы устанавливают створки 10 петлевого стола в наклонное положение.
На фиг.1 наклонное положение створки, расположенной у устройства, показано штрих-пунктирными линиями. Путем регулирования скоростей подающих и тянущих роликов 11 на полосе создается петля над приямком петлевого стола (приямок условно не показан), после чего начинается процесс удаления окалины с полосы при прохождении через предлагаемое устройство.
Удаление окалины осуществляется за счет чередующегося периодического включения и выключения индукционных катушек 18, гибочных роликов 2 и 3. При этом, если напряжение подается на индукционные катушки одного ролика, с катушек другого ролика напряжение снимается.
При подаче напряжения на обмотки индукционных катушек вокруг них создается магнитное поле, которое намагничивает оси 14 гибочных роликов. Оси 14 в этом случае выполняют функцию сердечников. Вокруг роликов создается магнитное поле, и полоса притягивается к опорным втулкам 16 гибочных роликов 2 и 3 при прохождении ее через устройство. В результате притяжения к роликам полоса изгибается. В зависимости от включения индукционных катушек ролика 2 или ролика 3 форма изгиба полосы, показанная на фиг.1 пунктирными линиями, оказывается различной. При включении катушек ролика 2 полоса принимает форму, обозначенную цифрой I, при включении катушек ролика 3 - цифрой II. При переключении катушек 18 форма полосы под действием усилия притяжения к роликам 2 и 3 изменяется с выпуклой на вогнутую с провисанием под действием собственного веса. В результате возникает периодический знакопеременный изгиб полосы. При ее прохождении между гибочными и опорным роликами под действием касательных напряжений, возникающих в поверхностном слое полосы при изгибе, окалина взрыхляется и отслаивается от годного металла как с верхней, так и с нижней стороны.
Кроме знакопеременного изгиба, удалению окалины с полосы способствуют отрыв от годного металла и стряхивание окалины под действием периодического притяжения полосы к гибочным роликам. Окончательно взрыхленная и отслоившаяся окалина удаляется с полосы сдувом сжатым воздухом и смывается водой в петлевой приямок, из которого убирается для последующего использования в цикле металлургического производства.
Кроме описанного применения, предлагаемое техническое решение может быть использовано на агрегатах продольной и поперечной резки холоднокатаной полосы, комбинированных агрегатах резки, а также на агрегатах подготовки рулонов к последующему цинкованию, лужению, вырезке дефектных участков и другим видам обработки.
В результате применения предлагаемого устройства существенно повышается степень очистки от окалины и качество полосы при отделке на агрегатах, уменьшается отсортировка полосы во вторые сорта и в брак, увеличивается выход годного металла, повышается качество маркировки готовой продукции, увеличивается срок службы и сокращаются внеплановые простои агрегатов. Таким образом, предлагаемое техническое решение обеспечивает достижение поставленного технического результата и может быть рекомендовано к широкому практическому применению в листопрокатном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ РЕЗКИ ПОЛОСЫ ГОРЯЧЕКАТАНЫХ РУЛОНОВ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ОТБОРА ПРОБ | 2006 |
|
RU2309026C2 |
| СПОСОБ РАЗМОТКИ ХОЛОДНОКАТАНЫХ ОТОЖЖЕННЫХ ПОЛОС НА АГРЕГАТАХ РЕЗКИ | 2003 |
|
RU2237537C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ СВЕРХТОНКИХ СТАЛЬНЫХ ПОЛОС | 2021 |
|
RU2836776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2007 |
|
RU2351423C2 |
| Накопитель полосы | 1977 |
|
SU743746A1 |
| Индукционная установка | 1982 |
|
SU1016376A1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ | 2006 |
|
RU2310532C1 |
| Способ правки полосы | 1973 |
|
SU455770A1 |
| Устройство для изготовления пружин для односторонных грыжевых бандажей | 1975 |
|
SU535994A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС И СПОСОБ ИХ ПРАВКИ | 2008 |
|
RU2390396C1 |
Изобретение относится к агрегатам отделки полосы, преимущественно к агрегатам резки, установленным на участках или в отделениях листоотделки цехов горячей и холодной прокатки полосы. Устройство для удаления окалины с полосы включает нижний опорный и два верхних гибочных ролика. Ролики установлены на общей опорной конструкции. Ось первого по ходу отделки гибочного ролика расположена в одной вертикальной плоскости с осью нижнего опорного ролика, второй гибочный ролик установлен за первым на более высоком уровне. Гибочные ролики включают ось, на которой закреплены опорные втулки, покрытые слоем защитного материала. Между опорными втулками стационарно установлены электромагнитные индукционные катушки, смонтированные в кольцевых металлических кожухах, охватывающих ось и закрепленных на портальных балках, установленных на корпусах подшипниковых опор гибочных роликов. Изобретение обеспечивает повышение качества полосы при отделке, уменьшение отсортировки полосы во вторые сорта и в брак, увеличение выхода годного металла и сокращение внеплановых простоев агрегатов. 3 ил.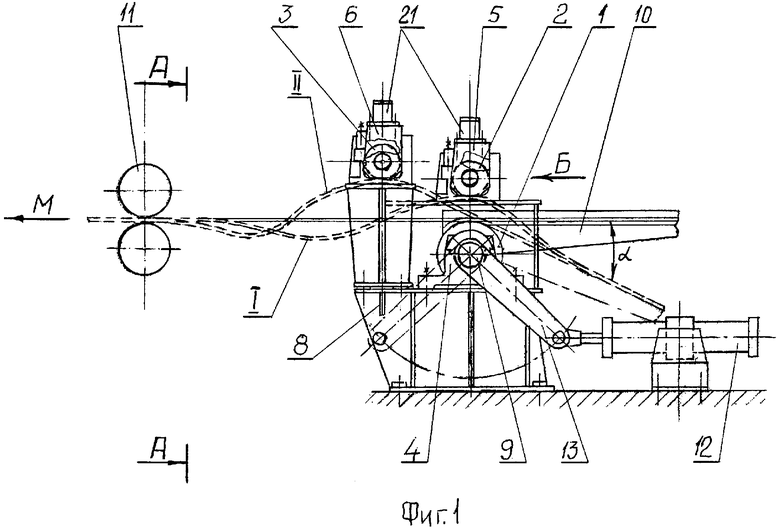
Устройство для удаления окалины с полосы на агрегатах отделки, включающее нижний опорный ролик для поддержания полосы в процессе отделки и два верхних гибочных ролика для знакопеременного изгиба полосы, установленные в подшипниковых опорах на общей опорной конструкции, отличающееся тем, что ось первого по ходу отделки верхнего гибочного ролика расположена в одной вертикальной плоскости с осью нижнего опорного ролика, второй по ходу отделки гибочный ролик установлен выше уровня первого, при этом гибочные ролики включают ось, на которой закреплены опорные втулки, которые покрыты защитным материалом, а между опорными втулками стационарно установлены электромагнитные индукционные катушки, смонтированные в кольцевых металлических корпусах, охватывающих ось и закрепленных на портальных балках, установленных на корпусах подшипниковых опор гибочных роликов.
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2145912C1 |
| Устройство для удаления окалины с гибкого длинномерного изделия | 1983 |
|
SU1118447A1 |
| Окалиноломатель для полосы | 1990 |
|
SU1750765A1 |
| СПОСОБ ОЦЕНКИ ДЕБИТА ГОРИЗОНТАЛЬНОЙ СКВАЖИНЫ | 2005 |
|
RU2300632C1 |

