Изобретение Относится к гтрЬРгаТному производству и может быть использовано дли очистки поверхностей полосового и листового проката черных-и цввтных металлов от окалины, различных загрязнении, окислов и создания заданной шё роховатд стй Микрорельефа. ; Ц -мл:;::;: ;; ;;-;; ; ; ;,;.;;;;./ ;
Цель изобретений-.пЬвы щё ние.эффективности ъбра5отк л за Счёт регулирования параметрами зоны обработки и осуществления тягового воздействия: на прокат непос- рёдЬтвенно бегущим электромагнитным
ГНОЛ еМ , .:-;%,,.::.;.: :-;..Х :- :;
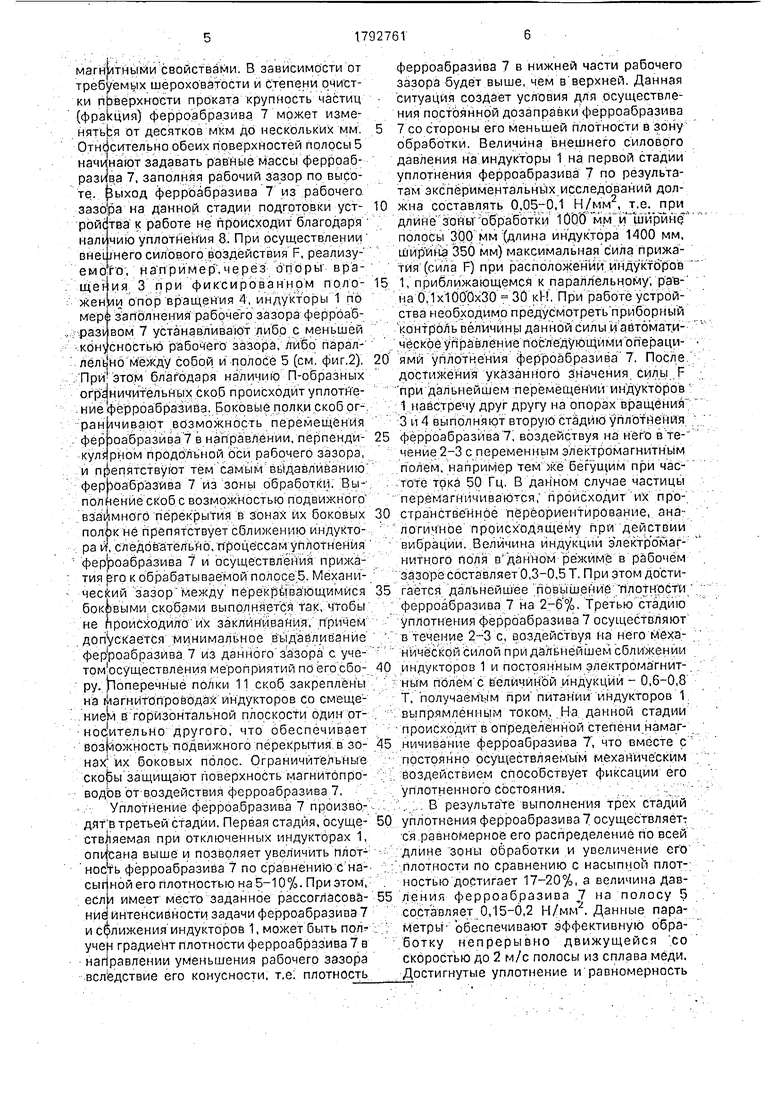
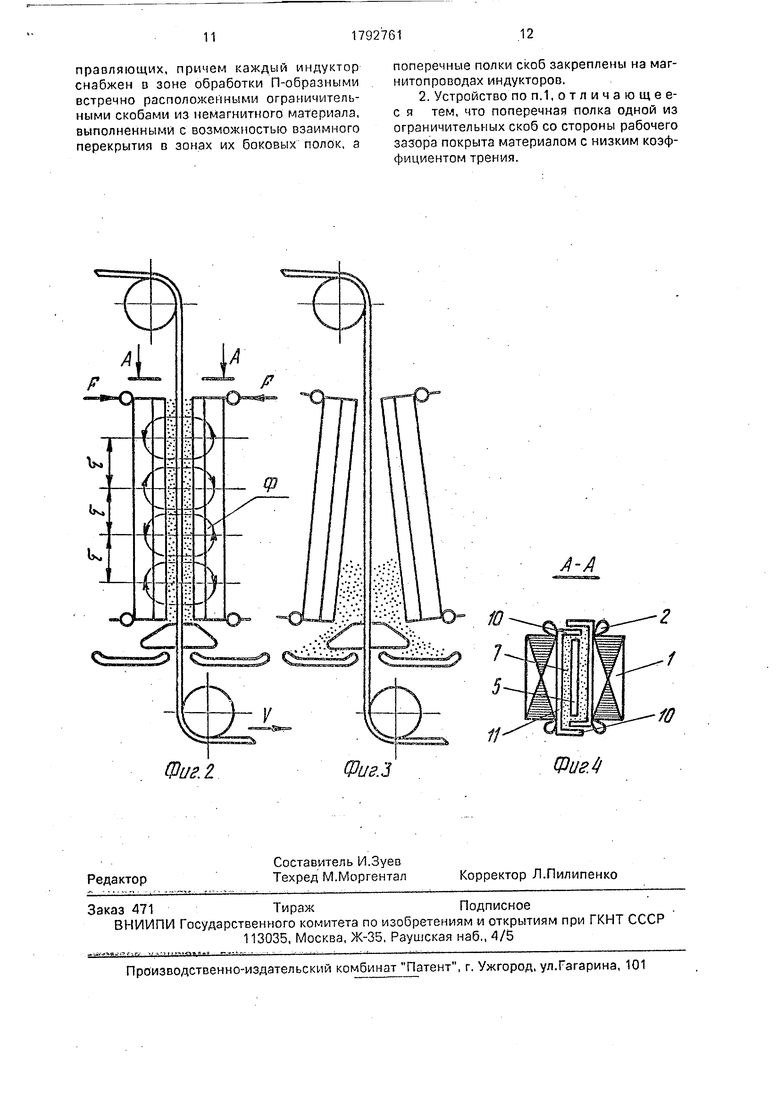
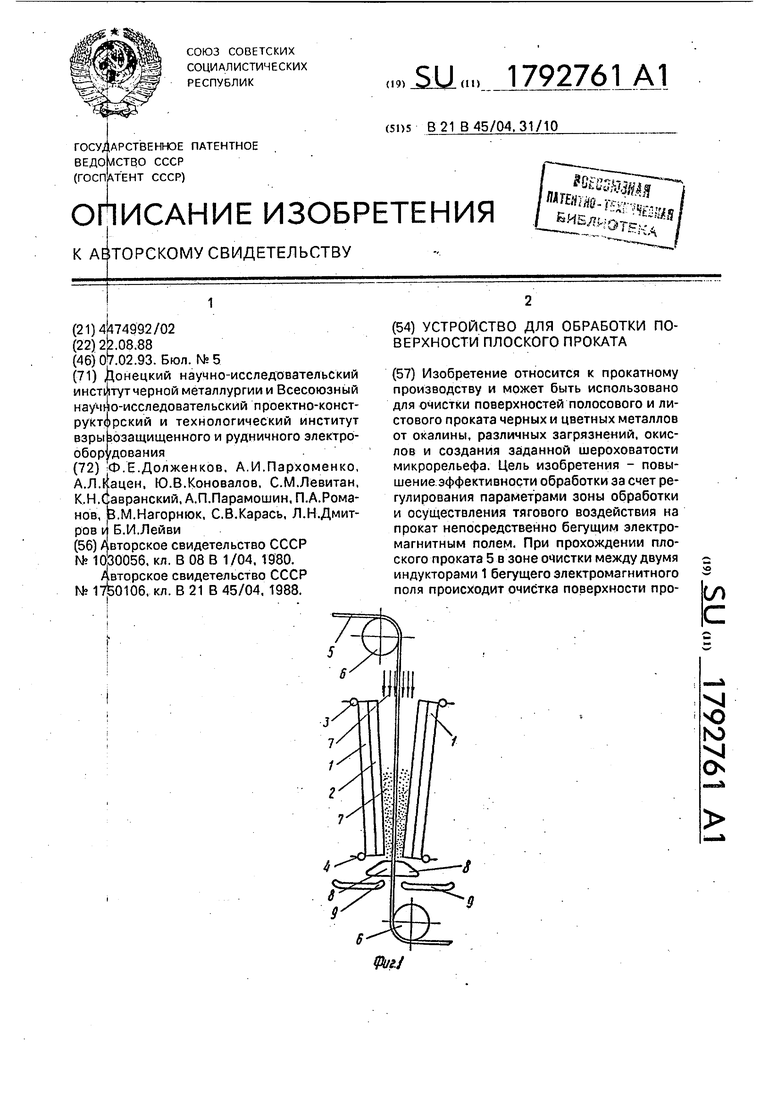
На фиг.1 показано устройство с двусторонним расположением индукторов бегущёг.о электромагнитного поля в положени и: задачи ферр оабразива ,в рабочий зазор; на фиг.2 -то , при осуществлении обработки при включенных индукторах; на фиг.З- ТО/ же,в положении смены ферроабразива; на фиг.4- разрез А-А на фиг.2.. :, :,:.-.;:;: ;:.. На данных чертежах показано устройств вО применительно к обработке полосового рулонного проката. ;: -у : ;-:::-;..,;-::; : Индукторы 1 с размещенными в ;их пазах обмотками 2 закреплены на верхней 3 и нижней 4 опорах вращения, установленных
с возможностью перемещения в горизонтальных направляющих (не показаны), а полоса 5 направляется поддерживающими роликами 6. Индукторы 1 установлены с рабочим зазором, в котором размещаются ферроабразив .7. и обрабатываемая полоса 5. На выходе из рабочего зазора расположены уплотнения 8, а1 подними -конвейеры 9
для уборки ферроабразива 7 с продуктами обработки. В плоскости рабочего зазора каждый индуктор 1 снабжен П-образными ограничительными скобами, выполненными
из нёмагнитйогб материала и имеющими
боковые полки 10 и поперечные полки 11. ,
На чертежах приняты следующие условг
ные обозн ачения: :::fy..-- .; . . - ;
г- полюсное деление обмотки индукто$& : ;ЈЈ-г -: ::; : :- ... v. } ..::. Ф упрощенное изображение траекто- ри и магнитного потока; / ; .,-.. F - внещняй сила, действующая на.инДУКТОР; ;.V Ц.;;;: С.: , :.;;-. , . . - скорость.перемещения полосы 5, стрелкой показано направление скорости.
Исходный рулон полосы 5, тяговый механизм, например моталка, и источник Нита- ния обмоток на чертежах не показаны. , . Устройство может быть использовано для обработки полосы 5 из магнитного и немагнитного электропроводного материала :и в последнем случае работает следую- щим образом. .,-:.;...., . :. -.: -
, : . Индукторы 1 при отключенных обмот- ках 2 устанавливают с конусообразным ра- бочим зазором одни Относительно другого (см, фиг.1), для чего нижние опоры 4 переме- щают так, чтобы наименьшее расстояние :между поперечными полками 11 ограничительных скоб было 10-20 мм, а затем, вращаясь на опоре 4, перемещают опору вращения 3 так, чтобы в верхней части рабо- чего зазора расстояние между поперечны- ми полками 11 скоб составляло 30-60 мм. Ограничительные скобы выполняют, напри- мер, из немагнитной листовой стали марки 12Х18НЮТ толщиной 1-2 мм. В рабочий зазор, в котором уже Находится полоса .5, . задают ферроабразив 7, в качестве которого используют, например, промышленно изготавливаемую дробь чугунную колотую, обла- дающую одновременно абразивными и
агнитными свойствами. В зависимости от ребуемых шероховатости и степени очистки поверхности проката крупность частиц фракция) ферроабразива 7 может изме- нятьря от десятков мкм до нескольких мм. Относительно обеих поверхностей полосы 5 начинают задавать рав ные массы ферроаб- разинш 7, заполняя рабочий зазор по высоте, ыход ферроабразива рабочего зазб ра на данной стадии подготовки уст- рбйс|тва к работе не происходит благодаря наличию уплотнения 8, При осуществлении внешнего силового воздействия F, реадизу- емотг О, на прймер ,через о порьг вр а- ш,е и и я 3 п р и фи к си р о в а ином п о.л o- жeH;йи;oпop вр ащеН ия 4, индукторы 1 по заполнения рабрчёго зазора ферроа б- раз1 вом 7 устанавЛива кэт :либр с меньшей конусностью рабочего зазора, либо пера л - лёл ь|нб;м ёжду собой и полосе 5 (см, фиг.2). При этом благодаря наличию П-образных ограничительных скоб происходит уплотне- ние фё рроабразива. Боковые полки скоб or-. 1чивают .возможность перемещения
эоабразйва 7 в направлении, пёрпенди- рном продольной Оси рабочего зазора,
ран
фер
кул
и препятствуют тем самый выдавливанию
ферЬоабразива 7 из зоны обработки; Выполиенйе скоб с возможностью подвижного
взаимного пёрек ры тия в зонах их боковых полбк не препятствует сближению индуктора и , елёдбв атёл ь йо,процессам уплотнеййя ферроабразива 7 и осуществления прижатия его к обрабатываемой полосе.5. Механический зазор между пёрёкрЧтва ющимйся боковыми скобами выполняет Ся так, чтобы: не происходило их заклйн ивания, причем допускается ;ми;нимальное в ыд авлибанйе фер роабразива. 7 из данного з:азора с. уче- том осуществления мероприятий по ёго сбо- ру. оперечныё полки 11 скоб закреплены на агнйТ о п ров-бдах индукторов со смещекием в горизонтальной n.nocKOctH один ;относительно другого, что обеспечивает
возможность подвижного .перекрытия , в зоНЗх1 их боковых полос. Ограничительные
ско ьГзащищают поверхность магнйтопроводЬв от воздействия ферроабразива 7. ;
. Уплотнение фёрроа.бразива 7 произво- третьей cfaflnn. Первая стадия, осуще/ ствЛяемая при отключенных индукторах 1, описана выше и позволяет увеличить плот-;
ность ферроабразива 7 по сравнению с на-- сыНной его плотностью на 5-10%. При этом,:
если имеет место заданное рассогласований интенсивности задачи ферроабразива 7 и сближения индукторов 1, может быть пол учен градиент плотности ферроабразива 7 в
наНравлении уменьшения рабочего зазора вследствие его конусности, т.е: плотность
:
ферроабразива 7 в нижней части рабочего зазора-будет выше, чем в верхней. Данная
ситуация создаёт условия для осуществления постоянной дозаправки ферроабразива 5 7 со стороны его меньшей плотности в зону обработки. Величина внешнего силового давления на индукторы 1 на первой стадии уплотнения ферроабразива 7 по результатам экспериментальных исследований дол- 10 жна составлять 0,05-0,1 Н/мм2, т.е. при . длине зоны обработки 100.б мм и ш йр1йн ел полосы 300 мм :(длина индуктора 1400 мм, Шйр иьса 350 мм) максимальная Сила прижатия (сила F) при расположений инДуктб ров 15 1, приближающемся к параллельному; ра в- на 0,1х1бО йхЗО 30 кН. При работе устройства необходимр предус мотреть приборны й контрбль величины данной силы й авт6 мат%и- , ч ёскоёу;11равл ё ние пос ледую ЩймиогТерацм- 20 ямй уплотнения ферроабразива 7. После, достижения указанного Значения силы F ; при дальнейшем -перемещении индукторов .; 1 навстречу друг другу на опорах вращения 3 и 4 выполняют вторую стадию уплОтйёнйй 25 ферроабразива 7 воздействуя на негЬ в те- чение2-3 с переменным электромагнитным .. полем .например тем же б е г у щи мi п рй ча с- : - тотё тока 50 Гц. В данном случае частицы п ёр.ё ма г ни ч и в а ются, ri р 6 и сходи т их п р о- 30 странствённбе переориентирование, ана- логичное пройсх одлщёму при действий
вибрации. Величина индукций элёктр о маг- ниТного поля в даиномi режиме в рабочем зазоре составляет 0,3-0,5 Т. При этом дости- 35 гаётся дальнейшее |1овь 1шё(:1и 0 Г1лотн р5т и ферроабразива 7 на 2-6 %. Третью стадию уплотнения ферроабразива 7 осуществляют1 . /. в течение 2-3 с, воздействуя на него меха- : нйчёской силой п рй дальнейшем сближении 40 индукторов 1 и постоянным электромагнит- :: ным полем с величиной .индукций - 0,6-0,8 ; Т, получаём: ым при пйтании индукторов 1. : выпрямленным током. На. данной стадии происходит в определённой степени намаг- 5 ничивание ферроабразйва 7, что вместе
.-. .постоянно осуществляемым механическим .;;; йоздействием способствует фиксации его :- . уплотненного состояния.; :.. v X .. v. В результате выполнения трех стадий 0 уплотнения ферроабразива 7 осуществляет: ся.равномерное его распределение по всей
; длине зоны обработки и увеличение ег о ,.; .плотности по сравнению с насыпной плот-- . ностью достигает 17-20%, а величина дав- 5 ления ферроабразива 7 на полосу 5 составляет 0,15-0,2 H/MMZ. Данные пара- ;: метры обеспечивают эффективную о бр а- .ботку непрерывно движущейся со скбростью до 2 м/с полосы из сплава меди, Достигнутые уплотнение и равномерность
рас п редел ения ферроаВрЭЗИвэ по ATivi н ё зб- ны обработки имеют существенное.знамение с учётом наличия зубцов и: пазов :в индукторах. 1, необходимых для размещения обмоток 2. Пазы и зубцы создают условия для образов ани я на псворхнбсти индукторов 1 (поперечных полок 11) гребней ферроабразива Т, котбрыё отрицательно влйяйт на; эффективность процесса обра-; ботки и нгi КПД 4пёктро.магнитНойс.йстешл. Вместе с темнеющая fOiec o кйь1Цёнтрацйя Магнитного потока на зубцах создаёт:фа тй- : чёски электромагнитн ые 5д рЬеры, п репят;- с:f в у юипл ё. V ;; п е рем е щей ир ; частиц: ферроабразива 7 вдоль индуктора 1. Пёрё- мёщёнию част иц ферроабразива прёпятст- %ёТ Та кжё.наличие краевого продольного эффекта, харак1геризую щегосяi пул ьсацияйи ййгнйтного по ля на концах магнй ТЬп рово- дов ййдуктбрбв Т, Влияние даннбгб эффекта :ослабляется в верхней части рабочего за-, ::з орз при увеличении его конусности, i.e. при увеличении расстояния мё5кду инДук-;: ;торами 1 .:;.v,i. , - . --
Возможность.управления конусностью рабочего зазора создает условия1 для упраё- лёния; всём процессом обработки за счет оперативного изменения длины зоны обра-; ботки; осуществления непрерывной дозаправки ферроабразива, изменения его плотности по длине зоны обработки и силы прижатия ферроабразива;.к обрабзты ва е-- МОЙ/ п Ьсё д.; 4: : ; 1-- :-;;- -; ;1 ;;.- : Урписанный процесс уплотнения ферро- абра зив а может происходить как при нё- п о Д в и ж ной, Так и п р и д в и ж у Щ е и с я полосе 5. В последнем случае необходима последовательная установка в к л ю ч а е м;ь х п о о ч е р е д н о у ст р о и ст в, аналогичных предлагаемому. : „ .
Электромеханическая система, состоящая из индукторов 1 бегущего электромагнитного поля и электропроводного полбсбвого проката ферроабразива 7, при определенных условиях может стать аналогом линейного асинхронного двйгате: ЛЯ. . C:t ; :: ; -: ., -Л - - /: ::.; ..-. .... .:- . .-. :- ..-.
Известно, что линейный плоский асинхронный двигатель (П Л АД) работает в двигательном режиме (режим тяги), когда выдерживается соотношение .. ......-.-. :..
1
(1)
(2)
причем V0-2rf,
где.S - скольжение, отн, ед.;
.V0 - скорость движения бегущего магнитного поля, м/с;
V - скорость пёремещен йя вторичногр элемента, .:-..; -;:: - : - - : т- по лнзсШё дёлён ие рбмоткй йндуктр- ррв (шаг (5л6жения :мгн6в;енн ых п олйсов м;; Ш Ш - ,v : - частотаi токи; питания индуктора, Гц.
6торйчнь й элемент ПЛАД п рёдставля-: ет.с обрй пЬЯосу йз ;1лёктр ро н итй о г 6; или ;н ем а гнитн cirq Ц атери ал а, в которой под д еС1Ствиёмбёг щ ё го;поЛя 1йндуц тся т;рк. Взаимодейстби ё да н й о f о тока с бегу щи м ма гйиТн ы м полем и р бёсг ёч ваёт;в.6 н;йкй ён йё С йлы т ,...:
йойза йбгЬ нер а &ён ства следует,
чтр если V в ьгражёй йе: становится
равным 1, Для:ПЛАД это режим работы с зчатдрм ённЫК1 втЬ риЧным элементом, а для спбсрб d4Wcf ки он смьтсл а не имеет, так к ак нет перемещения проката. Сучетдм, что У о V, получа ем услрв йе Ьсуществле;нй я двигательного режима в рассматриваемом способе обработки - -
y W f /: } : .., . - ; , :(3J
При этом на движущийся полосовой прокат 3 действует сила тяги, определяемая
йз выражёй|1я. :.....; .. . - .: . ..
30
2
FT 2pr-f-s-br} rArB 5-IV
(4)
S
0
5
0
5
где 2р - число пЬлюсбв обмотки индуктора; |; г- полюсное деление обмотки индуктора, м;:;/к-;;, -;::/ :: -, -/-.- -.,-; . ., ;,;...,; /,,...- . f - частота тока питания, Гц; ;. :
S -.скольжение;
; bi -ширина сердечника магнито.прово- да| м; - :; ;: , -...: --.. - - ..- .. . ....,.
yi - электрическая проводимость материала вторичного элемента (плоского проката), 1/Ом-м; ..v. v.:,:....- -. ; ,,
А2- толщина вторичного элемента, м;
- индукция магнитного поля в рабочем зазоре, Т; ; ..-. , . ..;. .
К ц - коэффициент, учитывающий влияние соотношения bi и Ь2. рти. ед.; :. ; Ь2. - ширина вторичного элемента (плоского проката), м, . .. . ... . .
В случае обработки поверхности рулонного полосового проката скорость его перемещения задают внешним тяговым механизмом, например моталкой. С другой стороны, с учетом величины полюсного деления г, определяемого условиями рационального конструирования индукторов, регулируют или задают такую частоту тока питания f, чтобы также осуществлялось неравенство (3). ...
При осуществлений обработки полосы 5 из немагнитного материала обмотки индуктЬров 1 включают так, чтобы образовывался общий для обоих индукторов магнитный поток Ф. При этом незначительная его часть шунтируется ферроабразивом 7, замыкаясь с)зубца на зубец одного индуктора, а основ- н|ая часть замыкается через рабочий зазорна противрп олржн о установленный индуктор. Включенные индукторы 1 обуславлива- к|т наличие тяговогр воздействия на полосу б в случае перемещения; ее со скоростью мен ьтей, чём скорость бегущего электромагнитного поля/ а; также; притягиваются :д эуг;:к др угу, создавая условия для постоян- нэгр прижатия ферроабразйва 7 к полосе 5 в. процессе ее обработки. Для одной смены фЬрроабразива 7 обмотки 2отключают, йн- дЬкторы 1 перемещают на опорах вращения 3 и 4 так, чтобы, образовался конусообразный рабочий зазор, расширяющийся снизу. При этом ферроабразив высыпается по упэтнению § на уборочные конвейер ы 9. . Сила, .необходимая для протягивания;
лобы Б через предлагаемое Устрбйство (с учетом обработки полосы 5 с двух сторон и экспериментальнаiопределенных значений, коэффициента трения между ферроабрази- вом и полосой - р.3-0,5), может достигать; ,5xO,2xlOOOx300 60 к К. В случае обработки полосы толщиной A i мм, шириной Ь2 300 мм и имеющей предел прочности п и растяжении (в холодном состоянии} ОЕ 400 Н/мм2 допустимая сила для протягивания полосы сбставляетДа Ьг СГв хЗ00x400 Д20 кН.; : : ,. .
Величину сияы .тяги, Создаваемой в пек лЙсе 5 под действием бегущего электромаг- нитного поля, можно оценить по формуле (4) при следующих исхбдных данных, Основан - н ф х н а р е зул ьтатах экс п ё ри ме н та ль н ь i х и с-: следований опытных образцов индукторов бегущего электромагнитного поля: 2р 12, г 0,12 м, Г 50 Гц, S 0,9, т.е. скорость перемещения полосы составляет около 1
м/с, Ь 0,35 м, Х2 25х1061/0м.м(при20° С), Д 0.001 м. Вб 0.4 Т; К ц 0.8. Подстановка численных данных дает Рт 72,4 кН, что соответствует уровню силы, требуемой
для протягивания полосы при ее обработке. Использование второго варианта устройства возможно при размещении ферроабразйва 7 в зазоре между одним индуктором in полосой 5, при этомограничительная скоба на втором индукторе со стброны полосы 5 покрывается материалом
с низким коэффициентом трения. В данном случае, производится обработка одной поверхности полосы 5. Тяговое воздействие на
пй.лосу за счет деиствйя бегущего электро- ма г;нитного:поля npotiSBOflnt OAHOBpeMeHHu
два индукҐЬра 1. -.
.Применение предлагаемого устройства для обработки поверхности плоского прокаТа позволяет расширить технолЬгйческие
врзможнрстй обработки за счет управления геометрическими парамётра мгг зоны/ обработки с одновременным осуществлением : тйгЬвого воздействия на прокат при исполь- зовании непосредственно бегущего элект- рбмагнитнбгб гюля:. Это Дает возможность создания компактной по существу одномо- дульной установки. Получение конусности рабочего зазора и управление ею создает условия для упраЁЛёний всем процессом : обработки за счет врзмржностиг;рп ератив,ного йзменёййя длйнь Збн ь гОбработки, осу- ществлейия непрерывной дозаправки ферроабразива. изменения его плотности ро длине зоны обработки и силы прижатия ферррабразива к обрабатываемой полосе. В зависимьсти от толщины и элеетргйчёской npbB dflMMocfи обрабатываемого плоского -проката и 1парам Т{эовйн ду1 Ьр ЬС огласйО выражению (4), возможно получение силы .
тяги такого уровня, при кот бром отпадает необходимость во внеш. нем тянущем уст- ройстве, . ;: V - ;:; . : . ; ;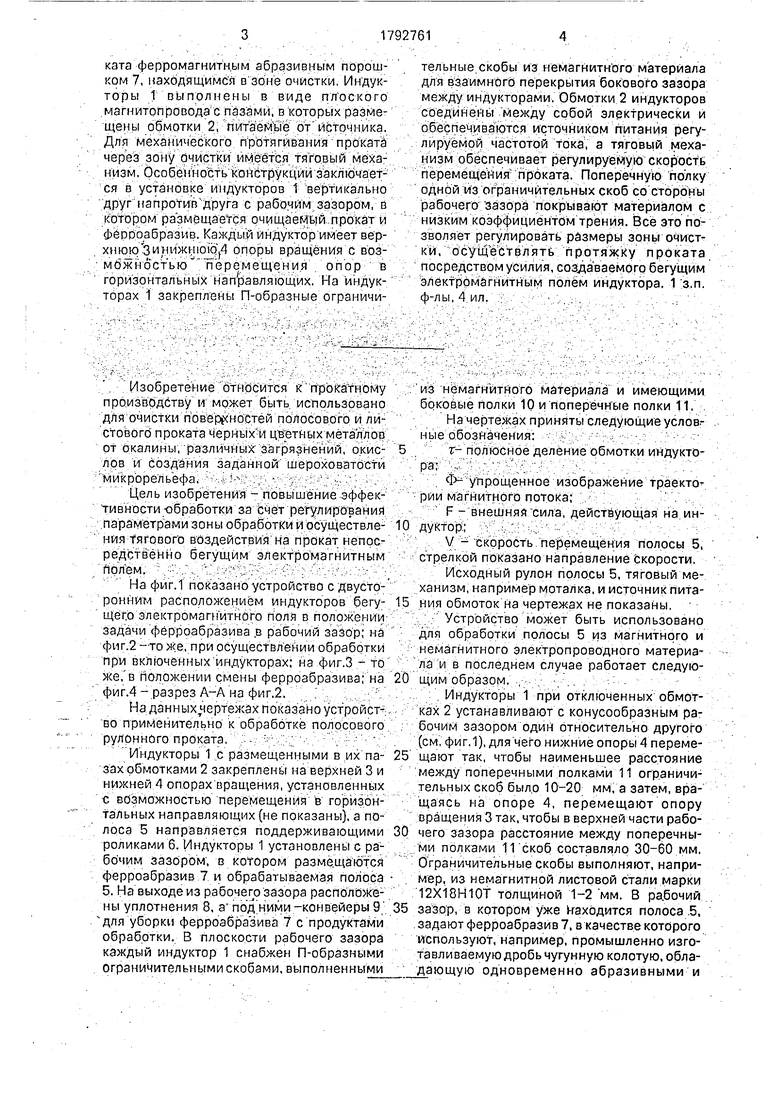
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки от окалины прутков круглого проката и устройство для его осществления | 1988 |
|
SU1821258A1 |
| Устройство для магнитно-абразивной обработки | 1981 |
|
SU988532A1 |
| Способ нанесения алюминиевого покрытия на движущийся стальной прокат | 1988 |
|
SU1715882A1 |
| Способ очистки от окалины прутков круглого проката и устройство для его осуществления | 1988 |
|
SU1821257A1 |
| Способ изготовления короткозамкнутых роторов электрических машин | 1987 |
|
SU1566444A1 |
| Линейный асинхронный двигатель | 1985 |
|
SU1333191A1 |
| Подъемная машина | 1984 |
|
SU1361099A1 |
| Струговая установка | 1985 |
|
SU1579997A1 |
| Устройство для торможения подъемной машины | 1984 |
|
SU1250523A1 |
| УСТРОЙСТВО ЭЛЕКТРОМАГНИТНОЙ ПОДВЕСКИ И ТЯГИ ЭКИПАЖА ТРАНСПОРТНОГО СРЕДСТВА | 1982 |
|
SU1145585A1 |
Формула изо б р е t б ни я
; 1. Устройство для обработки поверхно- стй плоского проката, Содержащее индук- бегущего электромагнитного поля, выполненный в виде плоского магнйтопро- вода с размещенными в его пазах обмотками, источник питания обмоток и тяговый механизм перемещения проката, выполнен- нье с возможностью регулирования соответственно частоты тока питания и скбрости .перемещения проката, и ферромагнитную абразивную массу, отличающееся тем.
что, & целью повышёния эффективности обработки за счет регулирования параметрами зоны обработки и осуществлени Я. тягового воздействия на прокат нёпосрёд- ственно бегущим электромагнитным полем, оно снабжено дополнительным индуктором, причем оба индуктора соединены между собой электрически, установлены с рабочим зазором друг против друга и с вертикальным расположением относительно продольной оси зоны обработки, каждый йа двух опорах вращения, имеющих возможность перемещения в горизонтальных направляющих, причем каждый индуктор снабжен в зоне обработки П-образнымм встречно расположенными ограничительными скобами из немагнитного материала, выполненными с возможностью взаимного перекрытия в зонах их боковых полок, а
поперечные полки скоб закреплены на маг- нитопроводах индукторов.
