Изобретение относится к способам пайки-печатных узлов и может быть использовано в радиоэлектронной промышленности и других смежных отраслях при производстве радиоэлектронной аппаратуры.
Целью изобретения является повышение качества пайки за счет равномерного нагрева печатного узла перед пайкой.
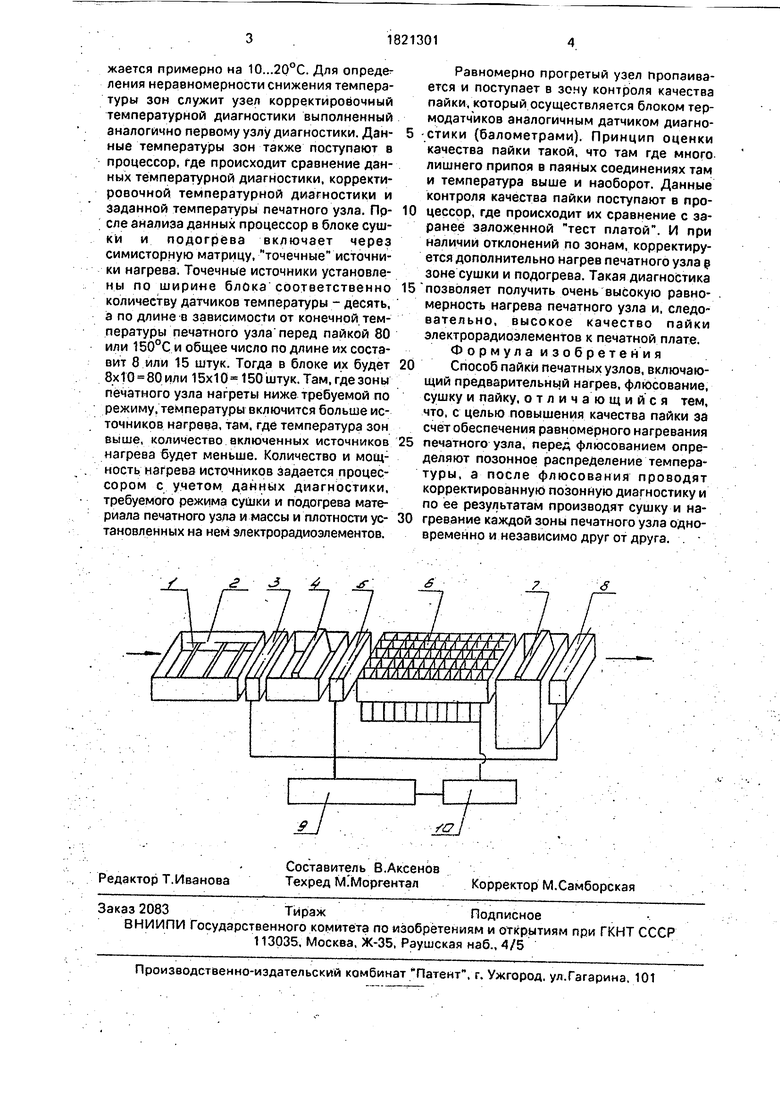
На чертеже изображена блок-схема способа пайки печатных узлов.
Блок-схема Состоит из узла предварительного подогрева 2 с линейными нагрева- тельными элементами 1, узла температурной диагностики 3, узла флюсования 4, узла корректировочной температурной диагностики 5, блока сушки и подогрева 6 с точечными источниками на- трева, узла пайки 7, узла диагностики качества пайки 8, процессора 9 симисторной матрицы 10 (стрелки обозначают направление движения печатного узла).
Способ реализуется следующим образом. :
В узле предварительного подогрева по ширине платы установлено пять нагревательных элементов типа Огонек, которые включены на постоянную мощность. Печатный узел перемещается над нагревательными элементами и прогревается до 50...60°С. Далее печатный узел перемещается к узлу температурной диагностики, в котором по всей ширине плати установлены бесконтактные датчики температуры типа баломет- ров. .
Датчики измеряют температуру зоны печатного узла. Количество измеряемых зон зависит от количества датчиков скорости их опроса процессором и скорости перемещения печатного узла. Например, по ширине печатного узла 300 мм, длине 300 мм, установлено 10 датчиков температуры и скорость их опроса 1 с, скорость движения печатного узла 1,2 м/мин (20 мм/с), количество зон будет 150. Температурные данные опроса поступают в процессор, который сравнивает температуру каждой зоны с заданной температурой, например 60°С, и определяет зоны с повышенной, пониженной и нормальной температурой. После флюсования печатного узла его температура снисо ю
-А
СО
о
жается примерно на 10...20°С. Для определения неравномерности снижения температуры зон служит узел корректировочный температурной диагностики выполненный аналогично первому узлу диагностики. Дан- ные температуры зон также поступают в процессор, где происходит сравнение данных температурной диагностики, корректировочной температурной диагностики и заданной температуры печатного узла, Пр- еле анализа данных процессор в блоке сушки и подогрева включает через симисторную матрицу, точечные источники нагрева. Точечные источники установлены по ширине блока соответственно количеству датчиков температуры - десять, а по длине в зависимости от конечной температуры печатного узла перед пайкой 80 или 150°С и общее число по длине их составит 8 или 15 штук. Тогда в блоке их будет 8x10 80 или 15x10 150 штук. Там, где зоны печатного узла нагреты ниже требуемой по режиму, температуры включится больше источников нагрева, там. где температура зон выше, количество включенных источников нагрева будет меньше. Количество и мощность нагрева источников задается процессором с учетом данных диагностики, требуемого режима сушки и подогрева материала печатного узла и массы и плотности ус- тановленных на нем электрорадиоэлементов.
Равномерно прогретый узел пропаивается и поступает в зону контроля качества пайки, который осуществляется блоком термодатчиков аналогичным датчиком диагностики (балометрами). Принцип оценки качества пайки такой, что там где много лишнего припоя в паяных соединениях там и температура выше и наоборот. Данные контроля качества пайки поступают в процессор, где происходит их сравнение с заранее заложенной тест платой. И при наличии отклонений по зонам, корректируется дополнительно нагрев печатного узла в зоне сушки и подогрева. Такая диагностика позволяет получить очень высокую равномерность нагрева печатного узла и. следовательно, высокое качество пайки электрорадиоэлементов к печатной плате. Формула изобретения Способ пайки печатных узлов, включающий предварительный нагрев, флюсование, сушку и пайку, отличающийся тем, что, с целью повышения качества пайки за счет обеспечения равномерного нагревания печатного узла, перед флюсованием определяют позонное распределение температуры, а после флюсования проводят корректированную позонную диагностику и по ее результатам производят сушку и нагревание каждой зоны печатного узла одновременно и независимо друг от друга. . .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки световым лучом радиоэлементов на печатные платы с контролем температуры пайки | 1991 |
|
SU1816583A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| Линия пайки печатных плат | 1976 |
|
SU680829A1 |
| Способ пайки блоков на печатном монтаже | 1987 |
|
SU1648656A1 |
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
| Устройство сушки флюса и подогрева печатных плат | 1983 |
|
SU1186420A1 |
| Линия для изготовления микросборок | 1988 |
|
SU1598241A1 |
| Паяльник для сборки печатного узла | 1990 |
|
SU1745450A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ИЗДЕЛИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 1993 |
|
RU2043894C1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1990 |
|
RU2016729C1 |
Использование: пайка печатных узлов при производстве радиоэлектронной аппаратуры. Сущность изобретения: при пайке узлов печатных плат осуществляются предварительное нагревание флюсования, суш: ка и : пайка, перед флюсованием определяется позонное распределение температуры, а после флюсования проводится корректированная гюзонная диагностика и по ее результатам производится сушка и нагрев каждой зоны печатного узла одновременно и независимо друг от друга. 1 ил.
| Бусловйч Б.С | |||
| Автоматизация лайки печатных плат | |||
| М.: Радио и связь, 1976 | |||
| ПЕЧЬ ДЛЯ ПЛАВЛЕНИЯ СТЕКЛА | 0 |
|
SU269822A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
