Изобретение относится к ремонтному производству и может найти применение при восстановлении соединений путем раздачи деталей.
Целью изобретения является повышение качества восстановления соединения путем ступенчатой в продольном нэправле- нии раздаче сопрягаемых поверхностей,
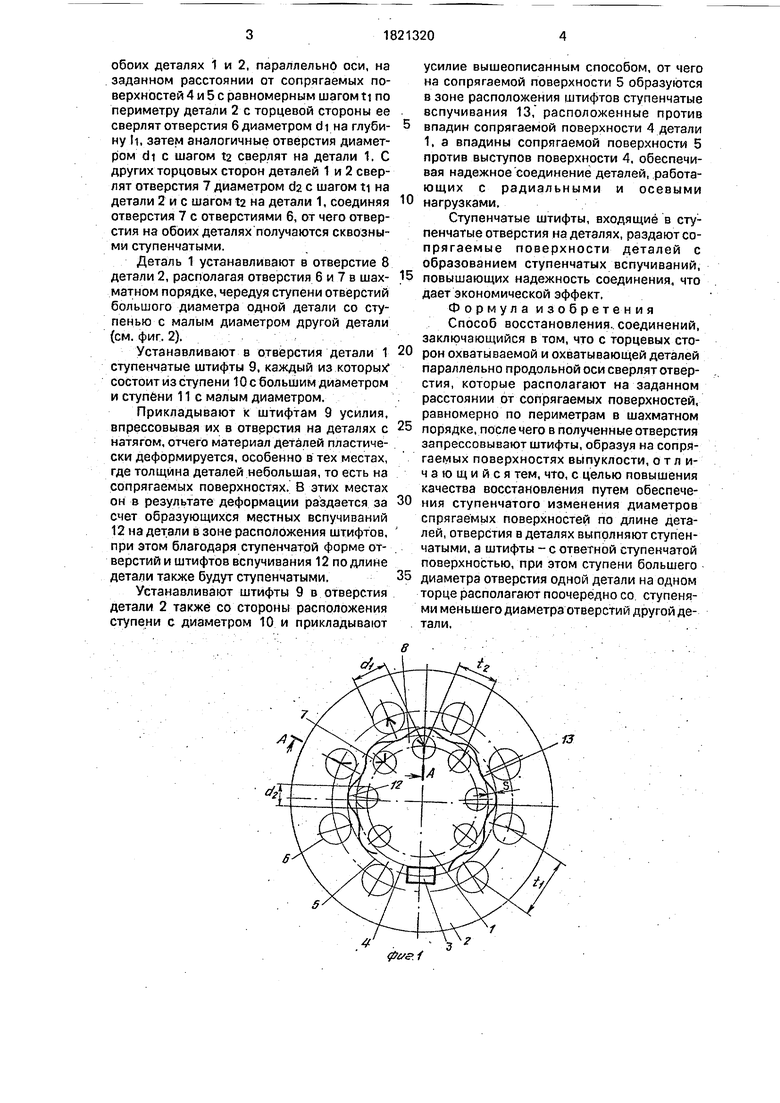
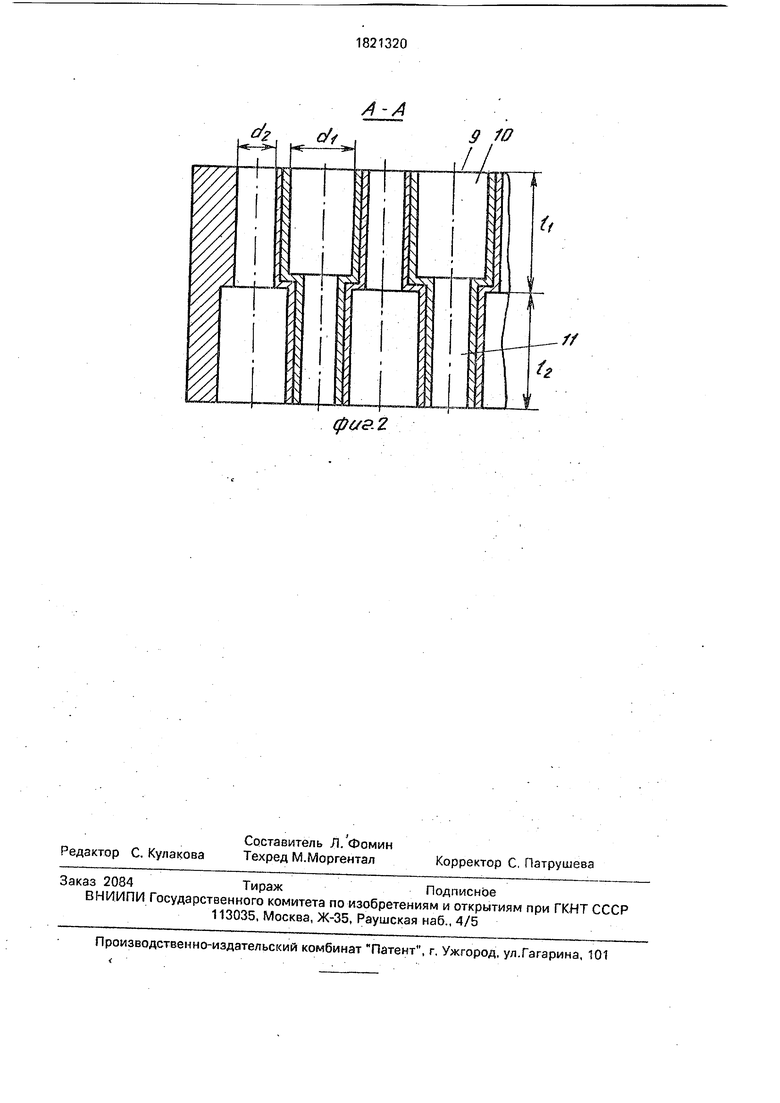
. На фиг. 1 изображено восстановленное соединение, полученное в результате сту- тенчатой раздачи сопрягаемых поверхностей обоих деталей; на фиг. 2 - разрез А-А на фиг. 1.; .
Предлагаемый способ восстановления соединений заключается в том, что на обхватывающей и обхватываемой деталях соединения с изношенными сопрягаемыми поверхностями сверлят с торцовых сторон параллельно продольной оси, на заданном расстоянии от сопрягаемых поверхностей, с равномерным шагом по периметрам отверстия, сначала диаметром di на глубину li, a потом, с другой торцовой стороны отверстия диаметром da на глубину 12, соединяя их с отверстиями диаметром di затем устанавливают обхватываемую деталь в отверстие обхватывающей детали, располагая в шахматном порядке отверстия, при этом отверстия диаметром do одной детали чередуются с отверстиями диаметром d2 другой детали, после чего, разместив штифты в отверстиях деталей, запрессовывают их с усилием в упомянутые отверстия, соединяя детали ступенчатыми выступами, при этом ступенчатые выпуклости сопрягаемой поверхности одной детали входят в ступенчатые впадины сопрягаемой поверхности другой детали.
: Л р и м е р. При эксплуатации соединения, состоящего из охватываемой детали 1, например, вала или оси. охватывающей детали 2, например, втулки 3 между сопрягаемыми поверхностями, в результате износа появляется зазор S. размер которого превосходит оптимальный. Этот зазор выбирают путем раздачи деталей 1 и 2, для чего на
v I
Ё
00
кэ
со ю о
обоих деталях 1 и 2, параллельно оси, на заданном расстоянии от сопрягаемых поверхностей 4 и 5 с равномерным шагом ti по периметру детали 2с торцевой стороны ее сверлят отверстия 6 диаметром di на глубину И, затем аналогичные отверстия диаметром di с шагом t2 сверлят на детали 1. С других торцовых сторон деталей 1 и 2 сверлят отверстия 7 диаметром da с шагом ti на детали 2 и с шагом t2 на детали 1, соединяя отверстия 7 с отверстиями 6, от чего отверстия на обоих деталях получаются сквозными ступенчатыми.
Деталь 1 устанавливают в отверстие 8 детали 2, располагая отверстия 6 и 7 в шахматном порядке, чередуя ступени отверстий большого диаметра одной детали со ступенью с малым диаметром другой детали (см. фиг. 2).
Устанавливают в отверстия детали 1 ступенчатые штифты 9, каждый из которых состоит из ступени 10 с большим диаметром и ступени 11 с малым диаметром.
Прикладывают к штифтам 9 усилия, впрессовывая их в отверстия на деталях с натягом, отчего материал деталей пластически деформируется, особенно в тех местах, где толщина деталей небольшая, то есть на сопрягаемых поверхностях. В этих местах он в результате деформации раздается за счет образующихся местных вспучиваний 12 на детали в зоне расположения штифтов, при этом благодаря ступенчатой форме отверстий и штифтов вспучивания 12 подлине детали также будут ступенчатыми.
Устанавливают штифты 9 в отверстия детали 2 также со стороны расположения ступени с диаметром 10 и прикладывают
0
усилие вышеописанным способом, от чего на сопрягаемой поверхности 5 образуются в зоне расположения штифтов ступенчатые вспучивания 13, расположенные против впадин сопрягаемой поверхности 4 детали 1, а впадины сопрягаемой поверхности 5 против выступов поверхности 4, обеспечивая надежное соединение деталей, работающих с радиальными и осевыми нагрузками.
Ступенчатые штифты, входящие в ступенчатые отверстия на деталях, раздают со- прягаемые поверхности деталей с образованием ступенчатых вспучиваний,
5 повышающих надежность соединения, что дает экономической эффект.
Формула изобретения Способ восстановления, соединений, заключающийся в том, что с торцевых сто0 рон охватываемой и охватывающей деталей параллельно продольной оси сверлят отверстия, которые располагают на заданном расстоянии 6т сопрягаемых поверхностей, равномерно по периметрам в шахматном порядке, после чего в полученные отверстия запрессовывают штифты, образуя на сопрягаемых поверхностях выпуклости, отличающийся тем, что, с целью повышения качества восстановления путем обеспечения ступенчатого изменения диаметров спрягаемых поверхностей по длине деталей, отверстия в деталях выполняют ступенчатыми, а штифты - с ответной ступенчатой поверхностью/при этом ступени большего
5 диаметра отверстия одной детали на одном торце располагают поочерёдно со. ступенями меньшего диаметра отверстий другой де5
0
. тали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления соединений | 1986 |
|
SU1323319A2 |
| Способ получения неразъемного соединения концентрично устанавливаемых цилиндрических деталей | 1990 |
|
SU1795163A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОКНАМИ ИЛИ ГЛУБОКИМИ ВПАДИНАМИ, РЕБРАМИ И ХВОСТОВИКОМ | 2002 |
|
RU2236323C2 |
| Способ образования болтового соединения | 1981 |
|
SU1137261A1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2072274C1 |
| ВИНТОВОЙ ВНУТРИКОСТНЫЙ ДВУХЭТАПНЫЙ СТОМАТОЛОГИЧЕСКИЙ ИМПЛАНТАТ И СПОСОБ ИМПЛАНТАЦИИ | 2007 |
|
RU2344787C1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ТИПА ВАЛ - ВТУЛКА | 1995 |
|
RU2096157C1 |
| Способ восстановления гильз | 1982 |
|
SU1092030A1 |
| Устройство для двухсторонней сборки запрессовкой обхватываемой и обхватывающих деталей | 1983 |
|
SU1140929A1 |
| Устройство для сборки прессовых соединений деталей типа "вал-втулка | 1976 |
|
SU733952A1 |
Использование: ремонтное производство. Сущность изобретения: с торцевых сторон охватываемой и охватывающей деталей равномерно по периметрам сверлят отверстия ступенчатой формы, располагая их на заданном расстоянии от сопрягаемых по- верхней и параллельно их продольной оси. При этом отверстие одной детали размещают в шахматном порядке пб отношению к отверстию другой детали. Ступени большегодиаметра ртверетия одной детали череду-. ются со ступенями меньшего диаметра отверстий другой. В полученные отверстия запрессовывают ступенчатые штифты. В результате на сопрягаемых поверхностях образуются выпуклости, 2 ил.
7
Ј
&Ј/Ј. 1
фу г. 2
А-А
9 10
| Способ восстановления соединений | 1986 |
|
SU1323319A2 |
| Приспособление для подъема рамы бороны | 1923 |
|
SU823A1 |
