$ ремонту вмаши мт|ю Щии| . 0т||1 вйён1
например - ЩвШауёпМ,. масляных; .демдф еррв ffjjfи : может (быть испол зрда ш при;рё йтнь(х и вос:стайр§и- . тел ьн ых работах по двигателям внутреннего сгораний в ГТД в заводских условиях ив ремонтных мастерских, 1 едьизобретения -упрощение ремонта мас;лруплот;нит гьнргр кольца за счет не- с ожнШй операции закрепления дополни- тёльнрго1 Д мщт а; к мпенсирукэщего ясты Щрабдчей зоны кольца. ± i ,,MJjls j nbj3iiy fa ca eM, что е гаайШ;сУтё|о1у врес тановления изношен- п0т епй М колец, поз. 1, за- т : ув Це Ш аз/ор в стыке из-за ; & e xHpcrvi кольца до-: ; шеЩ & Ш-том компенсирую ,; .. ;Путем наплавки его , на. ; , стыка нерабочей 30-. ны i||||l|wy йичину припуска под Обработку; Дополнительного элемента, поз, 2
подвергают дальнейшей слесарной обработке до номинальных размеров. В качестве материала дополнительного элемента может быть использован материал кольца или иной материал с сопоставляемыми механическими характеристиками.
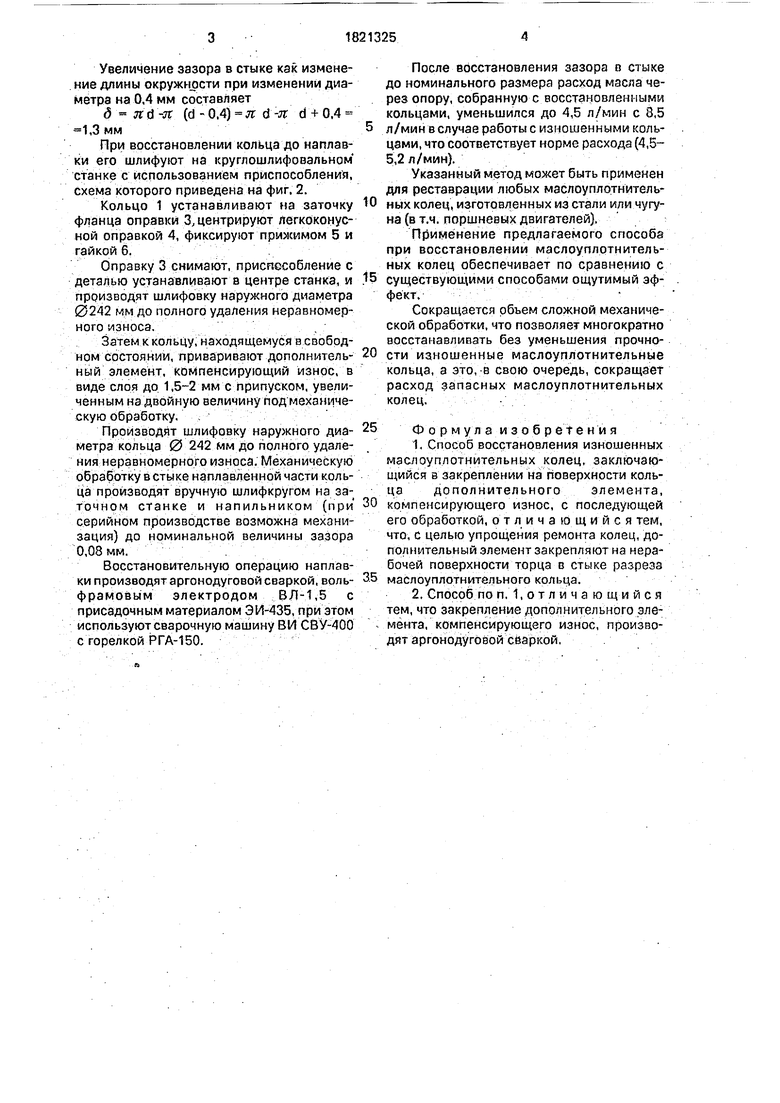
На фиг. 1 изображено маслоуплотни- тельное кольцо 1 с торца, с элементом, компенсирующим износ, 2; на фиг. 2 - схема приспособления для шлифования мзслоуп- яотнительныхколец.
Предлагаемый способ восстановления маслоуплотнйтельных колец реализован следующим образом.
Для восстановления берут партию колец 0360102107 масляного демпфера опоры компрессора низкого давления двигателя Д-Зб с номинальным диаметром 0242 мм, осевой высотой 2,5 мм. радиальной толщиной 3 мм. Материал основы кольца - 60С2А.
В результате диаметрального износа зазор в стыке кольца составляет 0,3 мм, при радиальном износе 0,2 мм.
д, 00
к
л
о to ся
Увеличение зазора в стыке как изменение длины окружности при изменении диаметра на 0,4 мм составляет
(5-яг сГ-яг (d- 0.4) л d -n d -fO,4 1,3 мм
При восстановлении кольца до наплавки его шлифуют на круглошлифовальном станке с использованием приспособления, схема которого приведена на фиг. 2.
Кольцо 1 устанавливают на заточку фланца оправки 3, центрируют легкоконусной оправкой 4, фиксируют прижимом 5 и гайкой 6..
Оправку 3 снимают, приспособление с деталью устанавливают в центре станка, и производят шлифовку наружного диаметра 0242 мм до полного удаления неравномерного износа.
Затем к кольцу находящемуся в свободном состоянии, приваривают дополнитель- ный элемент, компенсирующий износ, в виде слоя до 1,5-2 мм с припуском, увеличенным на двойную величину под механическую обработку.
Производят шлифовку наружного диа- метра кольца 0 242 мм до полного удаления неравномерного износа. Механическую обработку в стыке наплавленной части кольца производят вручную шлифкругОм на заточном станке и напильником (при серийном производстве возможна механизация) до номинальной величины зазора 0,08мм..
Восстановительную операцию наплавки производят аргонодуговой сваркой, воль- фрамовым электродом ВЛ-1,5 с присадочным материалом ЭИ-435, при этом используют сварочную машину ВИ СВУ-400 с горелкой РГА-150.
После восстановления зазора в стыке до номинального размера расход масла через опору, собранную с восстановленными кольцами, уменьшился до 4,5 л/мин с 8,5 л/мин в случае работы с изношенными кольцами, что соответствует норме расхода (4,5- 5,2 л/мин).
Указанный метод может быть применен для реставрации любых маслоуплотнитель- ных колец, изготовленных из стали или чугуна (в т.ч. поршневых двигателей).
Применение предлагаемого способа при восстановлении маслоуплотнитель- ных колец обеспечивает по сравнению с существующими способами ощутимый эффект.
Сокращается объем сложной механической обработки, что позволяет многократно восстанавливать без уменьшения прочности изношенные маслоуплотнительные кольца, а это, в свою очередь, сокращает расход запасных маслоуплотнительных колец,
Ф о р м у л а и з о б р е т е и и я
1. Способ восстановления изношенных маслоуплотнительных колец, заключающийся в закреплении на поверхности кольца дополнительного элемента, компенсирующего износ, с последующей его обработкой, отличающийся тем, что, с целью упрощения ремонта колец, дополнительный элемент закрепляют на нерабочей поверхности торца в стыке разреза маслоуплотнительного кольца.
2. Способ по п. 1, о т л и ч а ю щи и с я тем, что закрепление дополнительного элемента, компенсирующего износ, производят аргонодуговой сваркой,.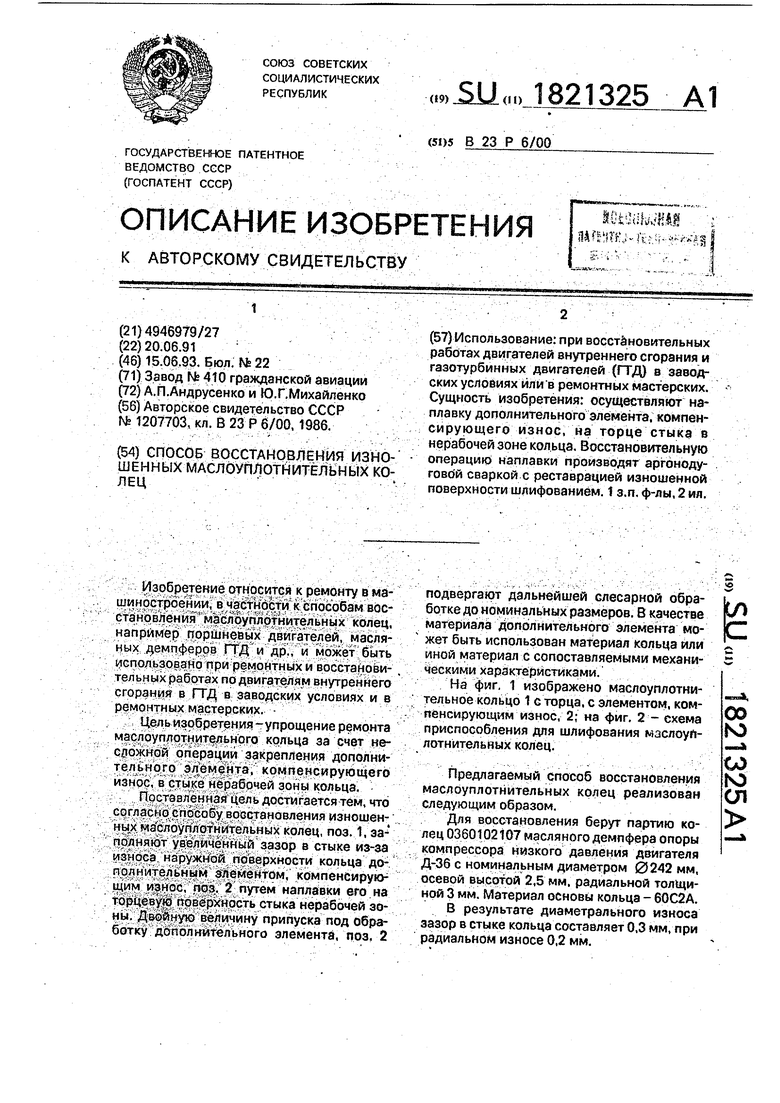
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ МАШИН | 2003 |
|
RU2247014C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ КАЧЕНИЯ | 2005 |
|
RU2296660C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КУЛАЧКА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА | 2022 |
|
RU2788376C1 |
| Способ восстановления длины пера лопаток компрессора ГТД | 1990 |
|
SU1734977A1 |
| Способ восстановления изношенных внутренних рабочих поверхностей гильз цилиндров двигателей внутреннего сгорания в номинальный размер | 2023 |
|
RU2837057C1 |
| Способ устранения дефекта смятия и износа головки рельсов в зоне сварного стыка электродуговой наплавкой | 2019 |
|
RU2708126C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТОРЦА ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ С ФОРМИРОВАНИЕМ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2479400C2 |
| Способ восстановления чугунных распределительных валов | 1984 |
|
SU1371983A1 |
Использование: при восстановительных работах двигателей внутреннего сгорания и газотурбинных двигателей (ГТД) в заводских условиях или в ремонтных мастерских. Сущность изобретения: осуществляют наплавку дополнительного элемента, компенсирующего износ, на торце стыка в нерабочей зоне кольца. Восстановительную операцию наплавки производят аргоноду- гово й сваркой с реставрацией изношенной поверхности шлифованием. 1 з.п. ф-лы, 2 ил.
| Способ восстановления изношенных поршневых колец | 1983 |
|
SU1207703A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
