Изобретение относится к способам ремонта и восстановления деталей автотракторной техники, в частности, кулачков распределительных валов двигателей внутреннего сгорания [B23P 6/00, B23P6/04].
Из уровня техники известны способы восстановления кулачков распределительного вала, представленные в статье «ВОССТАНОВЛЕНИЕ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА ДВИГАТЕЛЯ СЕМЕЙСТВА ЯМЗ» [Баранов Д. В. Восстановление распределительного вала двигателя семейства ЯМЗ // Всероссийская научно-техническая конференция студентов «Студенческая научная весна 2015»: Машиностроительные технологии. С.1-14], описана технология восстановления распределительного вала двигателя семейства ЯМ3-240. Выделены наиболее универсальные и совершенные методы нанесения защитных покрытий являются наплавка и напыление плазменной дугой. Описан способ шлифования кулачков, где после наплавки кулачки шлифуют на копировально-шлифовальном станке модели ХШ3-57Ф2 в два приема. Переменная скорость вращения заготовки в течение одного оборота при шлифовании обеспечивает постоянство объема снимаемого металла. Замедление на участках подъема и спуска профиля, а также ускорение на вершине кулачка позволяет повысить среднюю частоту вращения заготовки до близкого к оптимальному значению. Это повышает производительность и способствует бесприжоговому шлифованию. Заданный профиль кулачка образуется совокупным действием вращения и качания обрабатываемого распределительного вала, который установлен в центрах конировально-шлифовального станка с качающимся столом. Копиры, расположенные на передней бабке, поочередно вступают в контакт с конирным роликом, и при вращении шпинделя передней бабки осуществляется качательное движение стола по программе, задаваемой профилем копира. Согласование углового положения кулачков и копиров обеспечивается хомутиком.
Из уровня техники известен "ГАЗОТЕРМИЧЕСКИЙ СВАРОЧНЫЙ РЕМОНТ ИЗНОШЕННЫХ ДЕТАЛЕЙ МАСЛОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА АВТОМОБИЛЬНЫХ ДВИГАТЕЛЕЙ МАРКИ ВАЗ" [Газотермический сварочный ремонт изношенных деталей маслораспределительного механизма автомобильных двигателей марки ВАЗ // "Газотермическое напыление изношенных деталей механизма газораспределения двигателейавтомобилей ВАЗ" в "Автомобильной промышленности 1983" Выпуск 7]. Весь процесс таков, изношенный кулачок обрабатывается до заданного размера внешнего диаметра, а затем порошок самоплавящегося сплава расплавляется пламенным пистолетом и затем наплавляется на кулачок. Толщина поверхностного слоя составляет от 2,5 до 3 мм. Таким же образом ремонтировались вторая и четвертая опорные шейки распределительного вала, с толщиной наплавки всего 0,3 или 0,4 мм. Материал, необходимый для ремонта восьми кулачков и двух опорных шеек, составляет от 120 до 150 граммов и занимает от 10 до 15 минут. После ремонта и охлаждения распределительного вала до комнатной температуры его правят на правильном станке. При правке шейка промежуточного подшипника используется в качестве базовой плоскости. Затем отремонтированный кулачок и опорную шейку шлифуют на профилировочно-шлифовальном станке или круглошлифовальном станке.
Наиболее близким по технической сущности является СПОСОБ ВОССТАНОВЛЕНИЯ РАСПРЕДВАЛА [CN 85106461 A, опубл.: 28.08.1985 г.], который может быть использован для стальных и чугунных распределительных валов при ремонте двигателей с искровым зажиганием и дизелей. Способ ремонта распределительного вала включает, очистку, наплавку изношенной поверхности сталью, термообработку для снятия напряжения, правку, термообработку для повышения прочности, шлифовку.
Согласно настоящему изобретению ремонтно-сварочные работы ограничиваются теми поверхностями кулачков, износ которых превышает допустимый предел. На кулачке после ремонтно-сварочного ремонта наплавочный слой немного завышен по размеру. После термообработки и правки для снятия напряжений отремонтированные кулачки и те, что остались нетронутыми, шлифуют до ремонтного размера, затем распределительные валы азотируют для придания большей прочности и снова рихтуют.
Основной технической проблемой аналогов и прототипа является высокая погрешность и сложность придания восстановленному кулачку точных исходных размеров.
Основная задача изобретения состоит в устранении недостатков аналогов и прототипа.
Технический результат заключается в обеспечении возможности восстановления деформированных кулачков распределительного вала до их исходных заводских форм и размеров с высокой точностью.
Указанный технический результат достигается за счет того, что способ восстановления кулачка распределительного вала, включающий очистку, наплавку изношенной поверхности сталью, термообработку для снятия напряжения, правку, термообработку для повышения прочности и шлифовку, отличающийся тем, что перед наплавкой на поверхность кулачка металла его поверхность занижают не более чем на 2 мм для удаления дефектов с поверхности кулачка, после наплавки для равномерного снятия наплавленного на поверхность кулачка металла на станину шлифовального станка перпендикулярно вверх монтируют копировальную оснастку, регулируемую по высоте и по вылету относительно станины и распределительного вала, на опорную шейку распределительного вала устанавливают копировальное кольцо, форма которого соответствует заводской форме кулачка, а размер копировального кольца определен плоскостью установки копировальной оснастки, так, чтобы обеспечить при достижении кулачком при его шлифовании заводских размеров прекращения снятия металла шлифовальным диском, кулачок после наплавки на него металла подвергают шлифовке до достижения радиуса восстановленного кулачка, ограниченного копировальным кольцом и криволинейной копировальной оснастки, которые не позволяют кулачку приближаться ближе к шлифовальному диску, чем требуется, при этом для равномерного снятия металла с поверхности кулачка распределительному валу одновременно сообщают возвратно-поступательное качающее движение к шлифовальному диску и вращательное движение вокруг своей оси в удерживающих распределительный вал элементах.
В частности, удерживающие элементы снабжены центрирующим элементом с возможностью точного расположения распределительного вала между бабками шлифовального станка и восстанавливаемого кулачка относительно шлифовального диска.
В частности, удерживающие элементы смонтированы к бортштанге, установленной в шпинделях планшайб шлифовального станка между его левой и правой бабками.
Краткое описание чертежей.
На фиг.1 показан общий вид распределительного вала на шлифовальном станке.
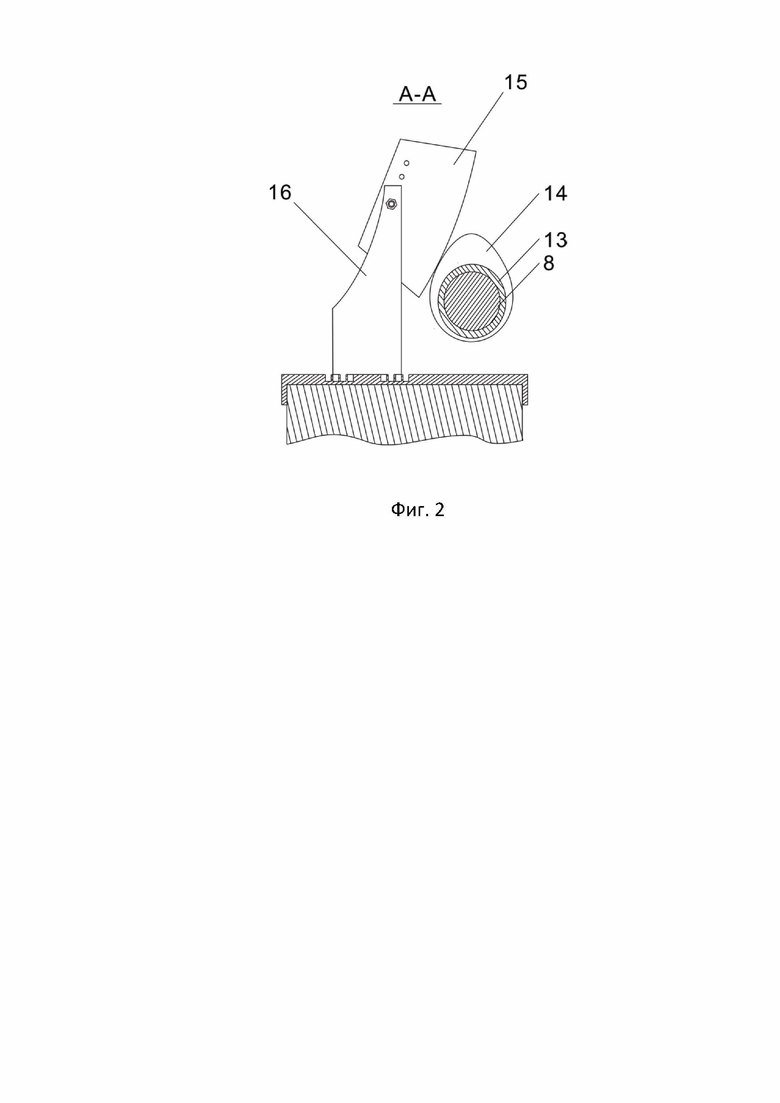
На фиг.2 представлен разрез А-А, отображающий копировальную оснастку и копировальное кольцо.
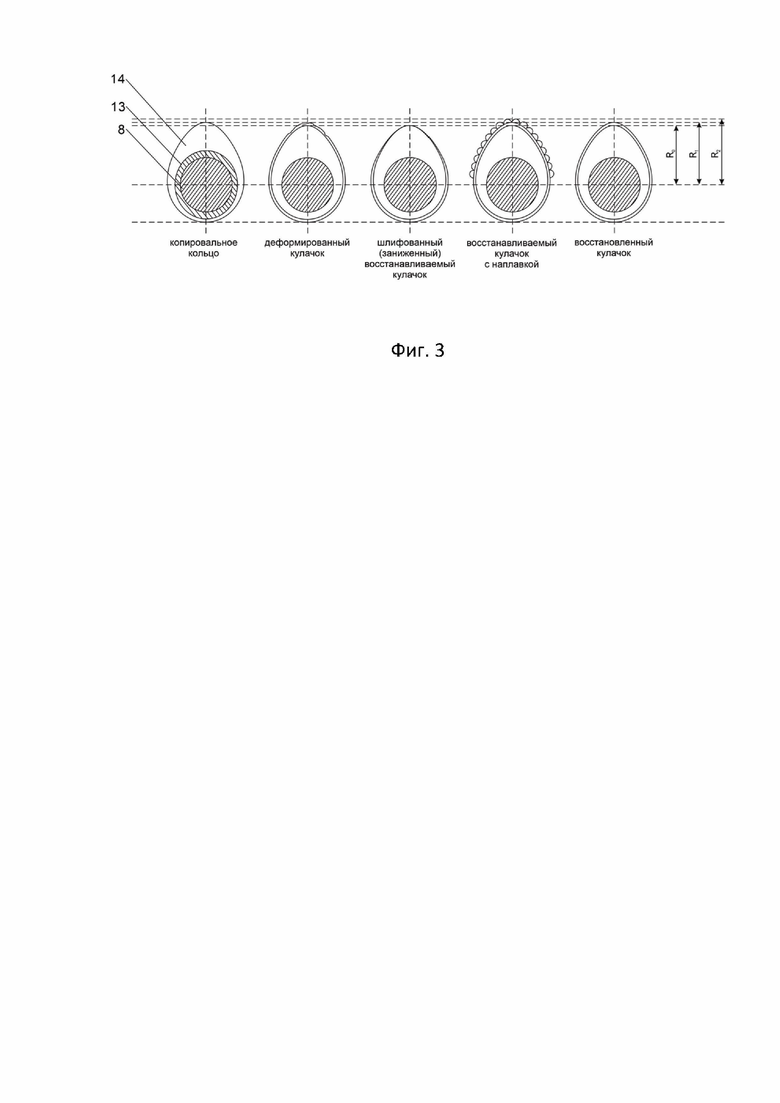
На фиг.3 показаны эскизы копировального кольца и восстанавливаемого кулачка.
На фигурах обозначено: 1 - станина шлифовального станка, 2 - бабки, 3 - основание, 4 - планшайбы, 5 - шпиндель, 6 - бортштанга, 7 - удерживающий элемент, 8 - распределительный вал, 9 - центрирующий элемент, 10 -кулачок, 11 - шлифовальный диск, 12 - кран, 13 - опорная шейка, 14 - копировальное кольцо, 15 - копировальная оснастка, 16 - кронштейн.
Осуществление изобретение.
Предложенный способ восстановления кулачка распределительного вала осуществляют следующим образом.
Первоначально распределительный вал 8 с деформированным кулачком 10 устанавливают между бабками 2 в шлифовальный станок 1 (см. фиг.1). Для этого в шпиндели 5, установленные на планшайбах 4, которые в свою очередь смонтированы к бабкам 2, устанавливают бортштангу 6 с возможностью ее вращения вместе со шпинделями 5.
Распределительный вал 8 фиксируют на бортштанге 6 посредством удерживающих элементов 7, по крайней мере, один из которых снабжен центрирующим элементом 9. В удерживающих элементах 7 распределительный вал 8 смонтирован с возможностью его вращения в упомянутых удерживающих элементах 7.
Шлифовальный диск 11 располагают перпендикулярно распределительному валу 8 так, чтобы поверхность деформированного кулачка 10 по ширине полностью соприкасалась с поверхностью шлифовального диска 11. Для тонкой подгонки положения кулачка 10 относительно шлифовального диска 11 используют центрирующий элемент 9, перемещением которого обеспечивают продольное смещение распределительного вала 8 в удерживающих элементах 7.
Сближение кулачка 10 к шлифовальному диску 11 осуществляют перемещением распределительного вала 8 к поверхности шлифовального диска 11 путем возвратно-поступательного качающего движения распределительного вала 2 с удерживающими элементами 7, бортштангой 6 со шпинделями 5 и планшайбами 4 в бабках 3 и возвратно-поступательным вращательным движением в удерживающих элементах 7.
Для предотвращения образования трещин при шлифовании на поверхности деформированного кулачка 10, связанных с сильным нагреванием поверхности деформированного кулачка 10 на основании 3 шлифовального станка предусмотрен кран 12 для подачи охлаждающей жидкости на кулачок 10.
После установки распределительного вала 8 выполняют подготовительные операции, включающие мойку, очистку, контроль геометрических параметров и дефектоскопию деформированного кулачка 10 распределительного вала.
Далее для устранения поверхностных дефектов и придания деформированному кулачку 10 распределительного вала правильной формы производят его предварительное шлифование с образованием радиуса галтелей R0 равным следующему соотношению:
 ,
,
где R0 - радиус шлифованного (заниженного) кулачка 10, R1 - заводской радиус кулачка 10.
Шлифование (занижение) деформированного кулачка 10 выполняют не более чем на 2 мм (по ГОСТ Р 53808-2010) до достижения плавкого металла кулачка 10 с возможностью снятия деформированного слоя с трещинами.
После этого на всю поверхность восстанавливаемого кулачка 10 осуществляют наплавление металла с помощью аргонодуговой сварки с применением проволоки сплошного сечения с условием чтобы
 ,
,
где R2 - радиус восстанавливаемого кулачка с наплавкой металла. Наплавление металла осуществляют равномерно.
Заданный допуск обусловлен тем, чтобы при дальнейшей шлифовке восстанавливаемого кулачка 10 с наплавленным металлом была возможность достигнуть радиуса R1 восстановленного кулачка 10 с полным удалением дефектов на его поверхности.
Для равномерного снятия наплавленного на предварительно отшлифованную поверхность кулачка 10 металла на станину шлифовального станка 1 с помощью кронштейна 16 перпендикулярно вверх монтируют копировальную оснастку 15, регулируемую по высоте и по вылету относительно станины шлифовального станка 1 и распределительного вала 8. Копировальная оснастка 15 выполнена в виде пластины, передний торец которой выполнен дуговой формой по форме поверхности шлифовального диска 11. Упомянутая пластина копировальной оснастки 15 расположена ортогонально распределительному валу 8.
На опорную шейку 13 распределительного вала 8 устанавливают копировальное кольцо 14, форма которого выполнена по форме восстанавливаемого кулачка 10, а размер копировального кольца 14 определен плоскостью установки копировальной оснастки 15, так, чтобы обеспечить при достижении кулачком 10 при его шлифовании заводских размеров прекращения снятия металла шлифовальным диском 11.
Передний край копировальной оснастки 15 расположен на одной линии с передним краем шлифовального диска 11 и параллельно оси вращения распределительного вала 8, оси бортштанги 6 и оси шпинделей 5 с планшайбами 4 и бабками 3. Для регулировки копировальной оснастки 15 по высоте в копировальной оснастке 15 и/или кронштейне 16 предусмотрены продолговатые вертикальные отверстия, через которые копировальная оснастка 15 смонтирована к кронштейну 16. Для регулировки копировальной оснастки по вылету в основании кронштейна 16 и/или станине шлифовального станка выполнены продолговатые отверстия.
Копировальная оснастка 15 выполнена с возможностью скольжения по ее поверхности копировального кольца 14 и за счет формы копировального кольца 14 и расположения копировальной оснастки 15. Возвратно-поступательным движением (качением) распределительного вала 8 с удерживающими элементами 7 и бортштангой 6, шпинделями 5, планшайбами 4 и бабками 3 и одновременным вращением распределительного вала 8 вокруг своей оси в удерживающих элементах 7 обеспечивается правильная форма восстановляемого кулачка 10.
Таким образом, осуществляется синхронное движение кулачка 10 по поверхности шлифовального диска 11 и копировального кольца 14 по поверхности копировальной оснастки 15 и за счет вращения шлифовального диска 11 осуществляют снятие металла. Для предотвращения, при шлифовании, дефектов на поверхности восстанавливаемого кулачка 10, связанных с сильным нагреванием поверхности кулачка 10, обрабатываемую поверхность кулачка 10 охлаждают в процессе шлифования путем подачи охлаждающей жидкости через кран 12. Для минимизации перегревания и износа копировального кольца 14 при механическом трении о поверхность копировальной оснастки 15 используют смазку, которую наносят на взаимодействующие поверхности копировальной оснастки 15 и копировального кольца 14.
При достижении кулачком 10 при его шлифовании заводских размеров снятие металла шлифовальным диском 11 прекращается, так как копировальное кольцо 14 не позволяет более приблизиться кулачку 10 к поверхности шлифовального диска 11.
Таким образом, происходит повышение надежности и возможности восстановления деформированных кулачков распределительного вала до их исходных заводских форм и размеров с высокой точностью в результате указанных технологических воздействий, а именно:
- осуществления предварительного шлифования кулачка для удаления дефектов с поверхности, наплавления металла на поверхность кулачка с помощью аргонодуговой сварки с применением проволоки сплошного сечения,
- использования криволинейной копировальной оснастки для равномерного снятия наплавленного на поверхность кулачка металла, регулируемой по высоте и по вылету относительно станины и распределительного вала, а также копировального кольца, форма которого соответствует заводской форме кулачка, а его размер определяется плоскостью установки копировальной оснастки,
- обеспечение снятия требуемого количества наплавленного металла путем применения в совокупности копировального кольца и криволинейной копировальной оснастки,
- обеспечения возвратно-поступательное качающее движение к шлифовальному диску и вращательное движение вокруг своей оси в удерживающих распределительный вал элементах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления чугунных распределительных валов | 1984 |
|
SU1371983A1 |
| Способ восстановления изношенной поверхности шлицов каретки синхронизатора | 2015 |
|
RU2622551C2 |
| Способ восстановления изношенной поверхности зубьев каретки синхронизатора | 2015 |
|
RU2621942C2 |
| Устройство для обработки кулачковых валов | 1991 |
|
SU1821335A1 |
| Устройство для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1144856A1 |
| Приспособление к токарному станку для шлифования кулачков распределительного вала двигателей | 1937 |
|
SU57270A1 |
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ С ИЗНОШЕННЫМИ ТРЕФАМИ | 2001 |
|
RU2202423C1 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Устройство для шлифования фасонных поверхностей деталей | 1982 |
|
SU1060434A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |

Изобретение относится к восстановлению деталей автотракторной техники, в частности кулачков распределительных валов двигателей внутреннего сгорания. После наплавки для равномерного снятия наплавленного на поверхность кулачка металла на станину шлифовального станка перпендикулярно вверх монтируют копировальную оснастку. На опорную шейку распределительного вала устанавливают копировальное кольцо, форма которого соответствует заводской форме кулачка, а размер копировального кольца определен плоскостью установки копировальной оснастки. Кулачок после наплавки на него металла подвергают шлифовке до достижения радиуса восстановленного кулачка, ограниченного копировальным кольцом и криволинейной копировальной оснастки, при этом для равномерного снятия металла с поверхности кулачка распределительному валу одновременно сообщают возвратно-поступательное качающее движение к шлифовальному диску и вращательное движение вокруг своей оси в удерживающих распределительный вал элементах. Изобретение обеспечивает восстановление деформированных кулачков распределительного вала до их исходных заводских форм и размеров с высокой точностью. 2 з.п. ф-лы, 3 ил.
1. Способ восстановления кулачка распределительного вала, включающий очистку, наплавку изношенной поверхности сталью, термообработку для снятия напряжения, правку, термообработку для повышения прочности и шлифовку, отличающийся тем, что перед наплавкой на поверхность кулачка металла его поверхность занижают не более чем на 2 мм для удаления дефектов с поверхности кулачка, после наплавки для равномерного снятия наплавленного на поверхность кулачка металла на станину шлифовального станка перпендикулярно вверх монтируют копировальную оснастку, регулируемую по высоте и по вылету относительно станины и распределительного вала, на опорную шейку распределительного вала устанавливают копировальное кольцо, форма которого соответствует заводской форме кулачка, а размер копировального кольца определен плоскостью установки копировальной оснастки, так чтобы обеспечить при достижении кулачком при его шлифовании заводских размеров прекращения снятия металла шлифовальным диском, кулачок после наплавки на него металла подвергают шлифовке до достижения радиуса восстановленного кулачка, ограниченного копировальным кольцом и криволинейной копировальной оснастки, которые не позволяют кулачку приближаться ближе к шлифовальному диску, чем требуется, при этом для равномерного снятия металла с поверхности кулачка распределительному валу одновременно сообщают возвратно-поступательное качающее движение к шлифовальному диску и вращательное движение вокруг своей оси в удерживающих распределительный вал элементах.
2. Способ по п.1, отличающийся тем, что удерживающие элементы снабжены центрирующим элементом с возможностью точного расположения распределительного вала между бабками шлифовального станка и восстанавливаемого кулачка относительно шлифовального диска.
3. Способ по п.1, отличающийся тем, что удерживающие элементы смонтированы к бортштанге, установленной в шпинделях планшайб шлифовального станка между его левой и правой бабками.
| Устройство управления электроприводом электромобиля | 1979 |
|
SU1004165A1 |
| Установка для восстановления распределительных валов двигателей внутреннего сгорания | 1986 |
|
SU1407740A1 |
| Установка для восстановления распределительных валов двигателей внутреннего сгорания | 1988 |
|
SU1593875A2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2148486C1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| US 4299017 A, 10.11.1981. | |||

