Изобретение относится к ремонту деталей машин, в частности к способам ремонта, и может быть использовано в авиадвигателестроении, машиностроении и других областях техники для восстановления трущихся поверхностей цилиндрических деталей.
Известен способ восстановления гребешков лабиринтных уплотнений, по которому производят наплавку с импульсной подачей присадочной проволоки на поверхности гребешков наплавочных валиков с предварительной и последующей термо- и механической обработкой. Наплавку производят в среде защитных газов аргонодуговой сваркой неплавящимся электродом (см. Современные технологии в производстве газотурбинных двигателей. Под ред. А.Г.Братухина, Г.К.Язова, Б.Е.Карасева, Москва, Машиностроение, 1997, с.100-101).
Недостатки данного способа: отсутствует точная ориентация наплавляемых валиков относительно оси восстанавливаемых гребешков, линия сплавления наплавляемого металла с подложкой (изделием) имеет резкий переход, что влияет на формирование наплавляемых валиков и деформацию изделия.
Также известен способ электронно-лучевой наплавки, согласно которому при наплавке поверхность обрабатываемой детали за несколько проходов переплавляют с перекрытием с образованием валиков. Деталь при наплавке перемещают относительно луча в продольном и поперечном направлениях (см. SU 1107414, Кл. В 23 К 15/00, 15.06.90).
Недостатками данного способа электронно-лучевой наплавки являются большая осевая усадка переплавленного металла и ограничение увеличения диаметра восстанавливаемой детали из-за отсутствия применения присадочного материала.
Наиболее близким к предложенному способу является способ ремонта трущихся поверхностей цилиндрических деталей машин, в частности прокатных валков, включающий удаление следов износа, многослойную наплавку внутреннего донорского слоя из высоколегированной стали и наружного износостойкого слоя из легированной стали с последующей механической и термической обработкой, при этом суммарное содержание легирующих элементов донорского слоя превышает суммарное содержание легирующих элементов износостойкого слоя в 1,97-16,7 раз (см. патент RU 2083342 С1, Кл. В 23 Р 6/00, 10.07.1997, п.1 формулы).
Недостатки данного способа следующие. Данный способ сложен в применении, так как присадочная проволока должна быть точно позиционирована относительно оси развертки электронного луча; диаметр присадочной проволоки и вылет ее строго ограничены трудностью в обеспечении надежного совмещения ее с лучом; скорость подачи присадочной проволоки должна быть синхронизирована со скоростью наплавки; при электроннолучевой наплавке присадочной проволокой неизбежно получение значительной по размерам сварочной ванны, в которую подается присадочная проволока и происходит сплавление присадочного материала с подложкой, в результате чего неизбежны появления значительных остаточных напряжений и деформации восстанавливаемого изделия.
Технический результат - упрощение технологии наплавки и исключение повышенных остаточных напряжений и деформаций изделия в целом.
Указанная задача решается тем, что в способе ремонта деталей машин, включающем подготовку поверхности детали и восстановление заданных геометрических параметров детали многослойной наплавкой присадочного материала и его механической обработкой, согласно изобретению, на ремонтируемой детали перед наплавкой каждого слоя присадочного материала монтируют его заготовку толщиной 0,1-5,0 мм с зазором, величина которого не превышает 0,2 мм, при этом наплавку присадочного материала осуществляют электронным сканирующим лучом в вакууме, а механическую обработку осуществляют после наплавки каждого слоя присадочного материала.
Выбор указанных диапазонов обусловлен следующим. Толщину ленты выбирать меньше 0,1 мм не рекомендуется из-за низкой эффективности процесса, а больше 5,0 мм - из-за больших тепловложений при расплавлении материала и, как следствие, высоких остаточных напряжений и деформаций. Величина зазора между смонтированной заготовкой и ремонтируемой деталью не превышает 0,2 мм, в противном случае получить бездефектную наплавку нельзя.
Заготовку можно выполнять в виде ленты, которую предварительно подготавливают к монтажу путем вальцовки, что позволяет формировать геометрические размеры присадочного материала и экономить металл.
При монтаже заготовки можно осуществлять ее предварительную фиксацию относительно ремонтируемой детали аргонодуговой сваркой. Это необходимо для надежной фиксации присадочного материала на детали.
Для надежной фиксации присадочного материала на детали при монтаже ленты можно осуществлять ее предварительную фиксацию относительно ремонтируемой детали аргонодуговой сваркой.
Можно наплавку слоя присадочного материала осуществлять за несколько проходов, что позволяет свести к минимуму сварочные напряжения и деформацию детали.
Можно наплавку осуществлять со скоростью 15-60 м/ч, что позволяет получить бездефектную наплавку.
Можно в качестве материала заготовки использовать сплав на никелевой основе.
Можно ремонтировать детали ротора газотурбинного двигателя.
Можно ремонтировать гребешки лабиринтных уплотнений ротора ГТД.
На фиг.1 схематично изображен продольный разрез части ремонтируемого изделия;
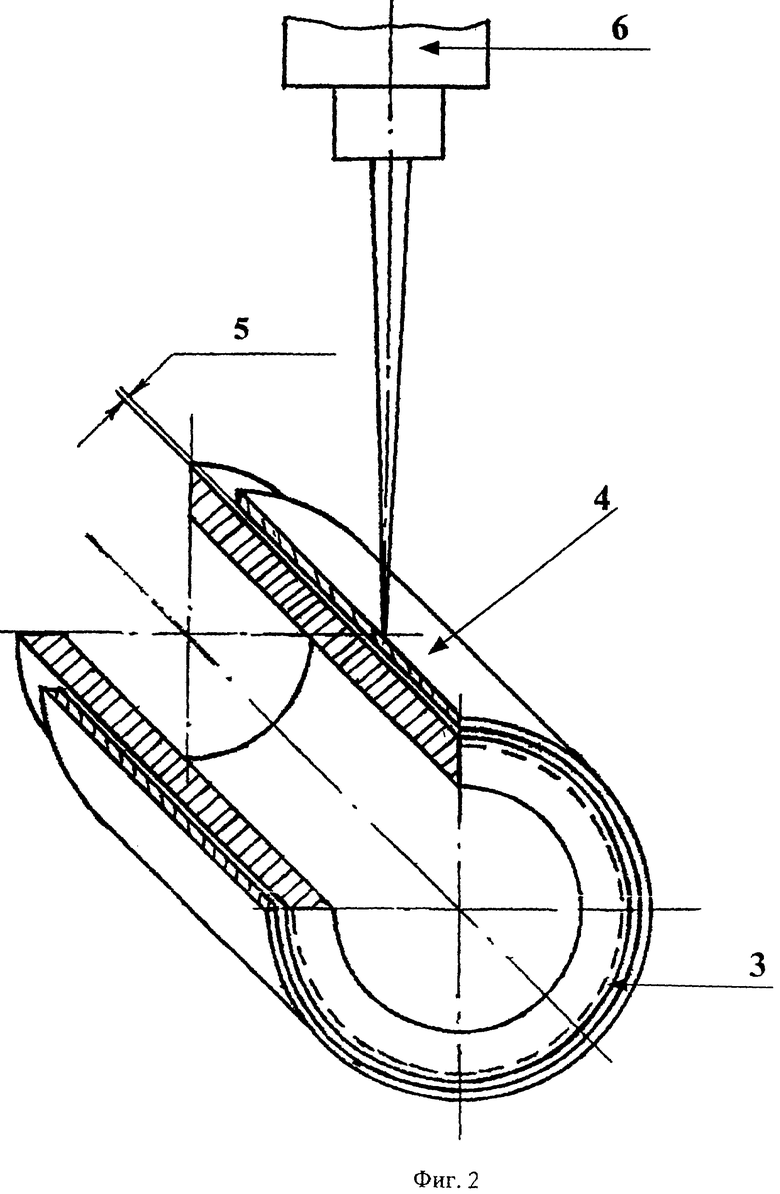
на фиг.2 - ремонтируемое изделие в процессе наплавки.
Реализация способа рассмотрена на примере ремонта лабиринтных уплотнений ротора компрессора.
Устройство для реализации способа содержит электронно-лучевую установку с вакуумной камерой (на чертежах не показана). В вакуумной камере расположена ремонтируемая деталь - ротор 1 компрессора с гребешками 2 лабиринтных уплотнений. Наплавленный слой 3, присадочный материал в виде колец 4, зазор 5, электронно-лучевая пушка 6.
Способ осуществляется следующим образом.
По данному способу восстанавливались гребешки лабиринтных уплотнений ротора компрессора, имеющие износ более 1,0 мм. Ротор 1 с гребешками 2 лабиринтных уплотнений изготовлены из стали ЭИ 961.
Подготавливают поверхности гребешков 2 лабиринтных уплотнений для ремонта следующим образом. Измеряют диаметр износа D изн., затем удаляют методом проточки изношенные части рабочей поверхности гребешков 2 до диаметра механической обработки D мех. обр.
Затем осуществляют операцию восстановления заданных геометрических параметров ремонтируемой детали - гребешков 2 лабиринтного уплотнения - следующим образом. По результатам замеров из сплава на никелевой основе ВЖ-98 изготавливают четыре кольца 4 толщиной 1,0 мм (две штуки) и 2,0 мм (две штуки) и шириной, равной ширине изношенной части гребешков 2 лабиринтного уплотнения (17 мм). Кольца 4 изготавливают путем вальцевания полосовых заготовок в виде ленты в кольцо. Количество колец 4 определяется размером номинального диаметра D ном. восстанавливаемых гребешков 2.
Изготовленные кольца 4 монтируются на подготовленную к ремонту поверхность.
Наплавляемые кольца 4 зафиксированы на подготовленной к ремонту поверхности ротора 1 с помощью аргонодуговой сварки.
Наплавка выполнялась на установке ЭЛУ-20, оснащенной энергетическим блоком БЭП 60/15. Режимы электронно-лучевой наплавки представлены в таблице.
В вакуумную камеру электронно-лучевой установки помещают ремонтируемое изделие. Сварочный манипулятор установки осуществляет перемещение электронно-лучевой пушки 6 и ремонтируемого изделия ротора 1.
Наплавку слоя присадочного материала 5 осуществляют с помощью системы управления электронным лучом, которая обеспечивает статическое отклонение луча и динамическое сканирование по выбранной траектории с заданной частотой и амплитудой. В качестве присадочного материала выбирают сплав на никелевой основе ВЖ98.
После переплавления одного кольца 4 проводят механическую обработку на токарном станке для обеспечения зазора 5 не более 0,2 мм между наплавленным обработанным слоем 3 и следующим монтируемым кольцом 4, что обеспечивает плотное прилегание внутренней стороны кольца к ремонтируемой поверхности ротора 1. Величина зазора 5 измеряется слесарным щупом.
Повторяют предыдущие операции до получения требуемого номинального диаметра D ном., необходимого для нарезания гребешков лабиринтных уплотнений.
После этого проводят окончательную механическую обработку для восстановления первоначальных геометрических размеров гребешков 2 лабиринтных уплотнений.
Восстановленные гребешки лабиринтных уплотнений ротора подвергают внешнему осмотру, замеру геометрических параметров измерительной скобой, радиографическому контролю и металлографическому контролю образцов.
По полученным результатам судят о соответствии восстановленных гребешков 2 лабиринтного уплотнения требованиям чертежа.
Таким образом, предлагаемый способ обеспечивает полное восстановление геометрических характеристик гребешков лабиринтных уплотнений, упрощает технологический процесс ремонта ротора, позволяет получить качественное формирование швов в зоне наплавки и исключить повышенный уровень остаточных сварочных напряжений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ РАБОЧИХ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2354523C1 |
| Способ ремонта гребешков лабиринтных уплотнений дисков газотурбинного двигателя | 2022 |
|
RU2786555C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ТУРБИННЫХ МАШИН | 2006 |
|
RU2316418C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ТОНКОСТЕННЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2676937C1 |
| СПОСОБ РЕМОНТА ЛАБИРИНТНЫХ УПЛОТНЕНИЙ ТУРБОМАШИН | 2010 |
|
RU2432244C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ ЛОПАТОК ТУРБОМАШИН | 2006 |
|
RU2317182C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ТУРБОМАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2330750C2 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |
| Способ восстановления функциональности изношенных лабиринтных уплотнений турбомашин | 2023 |
|
RU2829401C1 |
| СПОСОБ РЕМОНТА ВАЛОВ | 2013 |
|
RU2537418C2 |
Изобретение относится к ремонту деталей машин, в частности к способам ремонта, может быть использовано в авиадвигателестроении, машиностроении и других областях техники для восстановления трущихся поверхностей цилиндрических деталей. На подготовленную к восстановлению поверхность ремонтируемой детали перед наплавкой слоя присадочного материала монтируют его заготовку, выполненную в виде ленты. Ленту берут толщиной 0,1 – 5,0 мм и устанавливают с зазором, величина которого не превышает 0,2 мм. Осуществляют многослойную наплавку присадочного материала электронным сканирующим лучом в вакууме. Механическую обработку осуществляют после наплавки каждого слоя присадочного материала. Это позволяет упростить технологию наплавки и исключить повышенные остаточные напряжения и деформации в изделии. 10 з.п. ф-лы., 2 ил., 1 табл.

| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1994 |
|
RU2083342C1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2209130C1 |
| СПОСОБ НАПЛАВКИ НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ | 1999 |
|
RU2164196C2 |
| Способ автоматической дуговой сварки и наплавки | 1989 |
|
SU1590255A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |

