Изобретение относится к машиностроению, в частности к инструментам для обработки внутренних поверхностей заготовок с использованием центробежно-планетарно- го движения. Может быть использовано в подшипниковой и приборостроительной промышленности для окончательной обработки подшипниковых колец.
Целью изобретения является расширение технологических возможностей за счет обеспечения образования на внутренней поверхности квазибомбины.
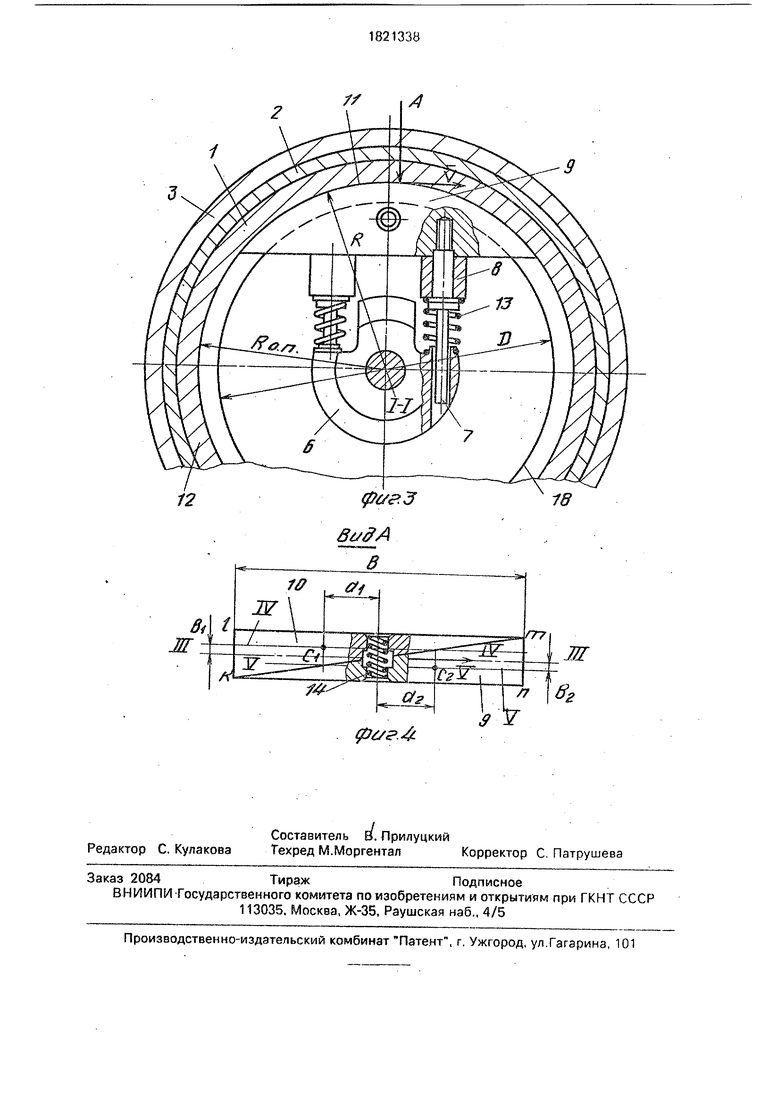
На фиг. 1 представлена схема расположения инструментов относительно деталей; на фиг. 2 - продольный разрез по деталям и инструментам; на фиг. 3 - поперечный разрез инструмента в рабочем положении сегментов; на фиг. 4 - вид по стрелке А.
Обрабатываемые кольца 1 установлены слоями в кассете 2 и барабанах 3. Барабаны 3 расположены равномерно по окружности планшайбы 4. Барабаны 3 и планшайба 4 имеют приводы вращения, условно не показанные. Барабаны 3 закрыты герметично и
наполнены абразивной суспензией. Внутри кассет 2 встроены опорные валы 5, на которые насажены корпуса б инструментов с возможностью вращения вокруг опорного вала 5 и съема с него. Два пальца 7, соединенные с грузами 8 или выполненные с ними монолитно, закреплены на цилиндрических сегментах 9,10 инструмента и соединены с корпусом 6 по подвижной посадке. Цилиндрические сегменты 9 и 10 инструмента имеют рабочую поверхность 11с радиусом R, равны радиусу Ron обрабатываемой поверхности 12 кольца 1. Площади рабочих, поверхностей 11 сегментов 9 и 10 равны между собой. Сегменты 9 и 10 соединеньгс корпусом 6 гибкой связью, реализованной посредством пружин 13. Сегменты 9 и 10 соединены между собой посредством пружины 14, которая ввинчена в резьбовые отверстия каждого из сегментов 9 и .10 с невозможностью самоотвинчивания за счет выхода последнего витка из резьбы. Грузы 8 установлены на сегментах 9 и 10 так, что оси грузов 8 совпадают с центрами тяжести
ё
00
ю
-л
GJ CJ 00
сегментов 9 и 10, имеющие координаты ai, bi и 32, D2, причем ai 82, bi b2. Центры тяжести расположены в плоскостях IV-IV и V-V, параллельных плоскости симметрии Ill-Ill обрабатываемой поверхности 12. Имеется возможность менять величину грузов 8. Во всех случаях массы сегментов 9, 10 вместе с грузами 8 равны между собой. Форма суммарной рабочей поверхности 11 сегментов 9, 10 в проекции представляет собой прямоугольник, длинная сторона Im или kn которого параллельна вектору V скорости скольжения инструмента. Таким образом, каждый сегмент выполнен из двух частей 9 и 10 равной массы, взаимодействующих между собой по поверхности, проходящей через диагональ km диаметральной проекции рабочей поверхности 11 сегмента. Каждая из частей 9, 10 установлена так, что возможен поворот ее относительной плоскостисимметрии ill- II (обрабатываемой поверхности 12 на угол а , равный углу подъема квазибомбины 15. Это осуществляется за счет выполнения торцевых поверхностей 16 каждой части 9, 10 сегмента выпуклыми криволинейными с радиусом Rp. Торцевые поверхности 16 имеют возможность контакта с щечками 17, установленными между кольцами 1. Длина В частей 9,10 сегментов инструмента выбирается меньшей диаметра D ограничивающей поверхности 18с тем, чтобы обеспечить возможность продевания сегментов сквозь кольцо 1, На рабочих поверхностях 11 частей 9 и 10 сегментов выполнены канавки, условно не показанные, по которым имеют возможность перемещаться суспензия и частицы, снятые с детали 1. При нерабочем состоянии инструмента части сегмента 9 и 10 находятся наиболее приближенно к оси I-I. При в ращательном движении, т.е. рабочем состоянии части 9 и 1.0 сегмента наиболее удалены от оси вращения I-I и имеют возможность контактировать с обрабатываемой поверхностью 12 кольца 1.
Работает инструмент следующим образом.
Устройство перед началом работы нз- страивается. Подбирается инструмент, соответствующий кольцам 1. В зависимости от требуемой стрелы h, а следовательно и угла а наклона профиля квазибомбины подбирают соответствующие грузы 8. Грузы 8 с пальцами 7 ввинчивают в части 9 и 10 сегмента, на которые надеваются пружины 13 растяжения путем одевания их торцевого витка в канавку пальца 7. В каждую кассету 2 устанавливаются слоями кольца 1 вместе с вставленными в них попарно щечками 17,
а на опорный вал 5 - корпуса 6 вместе с частями 9,10 сегмента. Закрывают крышкой и кассеты 2 устанавливают на барабаны 3. Барабаны 3 наполняют суспензией и закрывают герметично. Абразивная суспензия через окна в кассетах 2 и щечках 17 поступает к кольцам 1. Включают электропривод. Планшайба 4 получает равномерное вращательное движений с угловой скоростью о ,
вокруг оси II-II. Барабаны 3, кассеты 2 с обрабатываемыми кольцами 1 и инструменты с частями 9, 10 сегментов при этом получают вращение с угловой скоростью (О2 вокруг осей Н. В итоге обрабатываемые
кольца 1 и инструменты участвуют в плоскопараллельном движении. Части 9, 10 сегментов инструмента под действием центробежных сил перемещаются вместе с пальцами 7 в радиальном направлении до
соприкосновения с обрабатываемой повер- .хностью 12 колец 1. При этом торцевые поверхности 16 частей 9, 10 контактируют с щечками 17, которые лишают возможности части 9, 10 произвольно расходиться в продольном направлении. Под действием центробежных сил, сосредоточенных в центрах тяжести С.1 и G2 с координатами at, bi и аа. D2, а также упругих сил, развиваемых пружиной 14, частей 9 и Юсегментов наклоняются
так, что их рабочие поверхности 11 постепенно приобретают наклон под углом а- углом наклона профиля квазибомбины 15, Одновременно части 9, 10 стремятся переместиться так, чтобы их центры тяжести (т.
Ci и С2) сблизились в плоскостях IV-IV и
V-V, соответственно, уменьшая координаты
ai и az, увеличивая координаты bi и bi. Причиной этого движения является стремление
центров тяжести достичь под действием
центробежной силы наиболее удаленной от
оси 1-1 точки обрабатываемой поверхности
12. Такое сближение частей 9 и 10 должно
ограничиваться из-за возможности закли. нивания их между двумя щечками 17. Указанному сближению противодействует пружина 14, образующая беззазорное их упругое соединение. Таким образом, части 9 и 10 имеют возможность поворота, но лишены возможности смещения в указанном
направлении. Итак, части 9, 10 сегментов инструмента под действием центробежных сил все время цикла обработки находятся в наиболее удаленном положении от оси II-II и вращаются вместе с планшайбой 4 с угловой скоростью а. Части 9,10 относительно осей I-I вследствие этого остаются неподвижны. Но поскольку кольца 1 получают принудительное вращение вокруг осей 1-1 с угловой скоростью ад .то происходит относительное скольжение рабочих поверхностей 11 инструмента относительно обраба- ть ваемой поверхности 12 колец 1. Абразивная суспензия находится также в наиболее удаленной зоне от оси I-, т.е. в зоне контакта частей 9 и 10 сегмента инструмента с обрабатываемыми кольцами 1. При этом абразивная суспензия перемещается по канавкам на частях 9 и 10, снимая с обрабатываемой поверхности определенный слой в виде взвешенных частиц металла. После прошествия заданного времени двигатель выключается. Планшайба 5, барабаны 3, кассеты 2 с кольцами 1 части 9 и 10 инструмента прекращают вращение. Абразивную суспензию сливают. Кассеты 2 с кольцами 1 вынимают из барабана 3. Открывают крышку. Кольца 1 снимают. При остановке планшайбы 4 и барабанов 3 части 9 и 10 сегментов инструмента под действием упругих сил пружин 13 возвращаются в наиболее близкое положение к оси 1-1. Инструменты и кольца 1 легко разнимаются.
Пример. Инструмент был испытан на центробежно-планетарной установке АС-90 в условиях ПО ГПЗ-4 и МП ИНТОМ Самарского политехнического института. Обрабатывали беговые дорожки наружных колец роликовых подшипников 32310АЕ. Части сегмента изготавливали из спецчугуна. Абразивная суспензия содержала микропорошок М14 и масло веретенное в соотношении 1:10. Частоты вращения; планшайбы 160 об/мин, барабана с кассетами и кольцами 160 об/мин. После обработки в течение 5 мин на кольцах получена квазибомбина со стрелой 2,0; 2,5; 3,0 мкм при весе сегментов 112, 130, 150 г, соответственно.
Инструмент позволяет расширить технологические возможности за счет образования квазибомбины.
Формула изобретения 5Инструмент для обработки внутренних поверхностей, содержащий цилиндрические сегменты с выступами на их плоских нерабочих поверхностях, закрепленные на сегментах грузы, опорные корпуса с отвер0 стиями, установленные между корпусами и сегментами охватывающие выступы пружины и расположенный в отверстиях корпусов опорный вал, отличающийся тем, что, с целью расширения технологических воз5 можностей за счет обеспечения образования на внутренней поверхности квазибомбины, каждый сегмент выполнен из двух частей равной массы, взаимодействующих между собой по поверхности, про0 ходящей через диагональ диаметральной проекции рабочей поверхности сегмента, торцовые поверхности каждой части сегмента выполнены выпуклыми криволинейными, выступы с охватывающими их
5 пружинами расположены на каждой части сегмента, а устройство снабжено расположенными на валу по обе стороны каждого . сегмента щечками, внутренние поверхности которых предназначены для взаимодей0 ствия с выпуклыми поверхностями сегмента с обеспечением возможности поворота частей сегмента и установленными между частями каждого сегмента пружинами, при этом центры тяжести частей каждого сег5 мента размещены симметрично относительно плоскости, проходящей через ось симметрии сегмента перпендикулярно оси опорного вала.
Ks
S. .a
2
1
fit/г. 4


| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки внутренних цилиндрических поверхностей | 1990 |
|
SU1773690A1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Устройство для центробежной обработкииздЕлий ТипА КОлЕц | 1978 |
|
SU835718A1 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| ЦЕНТРОБЕЖНЫЙ АППАРАТ ДЛЯ ФРАКЦИОНИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1990 |
|
RU2067900C1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА ПЛОСКОШЛИФОВАЛЬНОЙ ПЕРЕДВИЖНОЙ МАШИНЫ | 2007 |
|
RU2349441C2 |
| Способ обработки поверхностей вращения заготовок | 1991 |
|
SU1794633A1 |
| Способ обработки поверхностей деталей и устройство для его осуществления | 1980 |
|
SU990480A1 |

Использование: для образования на внутренней поверхности квазибомбины. Сущность изобретения: внутренние поверхности обрабатывают боковыми поверхностями между собой по поверхности, проходящей через диагональ диаметральной их проекции. Торцевые поверхности частей выполнены выпуклыми криволинейными и взаимодействуют со щечками, закрепленными на валу. На сегментах размещены грузы, а между частями сегмента и сегментом и валом - пружины. 4 ил.
| Инструмент для обработки внутренних цилиндрических поверхностей | 1990 |
|
SU1773690A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
