Изобретение относится к процессам тепловлажностной обработки сборных, монолитных бетонных и железобетонных изделий, конструкций в промышленном и гражданском строительстве.
Цель изобретения - обеспечение возможности повышения скорости нагрева для интенсификации процесса термообработки и повышение качества изделий.
Согласно изобретению поставленная цель достигается тем, что в известном способе тёпдовлажноетной обработки бетонных и железобетонных изделий и конструкций, включающем выдержку отформированного изделия при температуре 20 - 30°С в течение 2-6 часов, нагретой до температуры
50 - 85°С, выдержку в нагретом состоянии в течение 2 - 8 ч и при многократном охлаждении - нагревании с перепадом температур 10 - 30°С и последующее охлаждение до температуры 40 - 20°С, в процессе нагрева перепад температур между поверхностью изделия и окружающей средой поддерживают в пределах 0 - 4°С.
В последнем цикле нагрев производят ДО температуры 90 - 120°С.
Охлаждение изделия производят в течение 2 - 3 ч при перепаде температур между поверхностью бетона и окружающей средой О--12°С. Создание минимального перепада температур 0+4°С между поверхностью бетона и окружающей средой позволяет увесо ю
Ј о со
личить скорость подъема температуры .бетонных и железобетонных изделий 25 - 609Свчас.
Циклическое охлаждение - нагревание бетона с перепадом температур 10 - 30°С позволяет увеличить срок формирования равномерных полей температуры и влажно- сти по сечению изделия за счет чего химическая реакция гидротации цемента протекает равномерно по сечению изделия, в результате чего образуется равномерная кристаллогидратная структура бетона, что повышает его физико-технические свойства (прочность, проницаемость, стойкость).
Интенсивное охлаждение изделия в течение 2-3 часов с перепадом температур между поверхностью бетона и окружающей средой 0 - 12°С позволяет совместить направление термодинамических сил градиентов температуры и влажности в одном направлении от середины изделия к повер-, хности за счртчего происходит интенсивное удаление излишней влаги из бетона,
Других известных способов, содержащих отличительные признаки предложенного способа, не обнаружено.
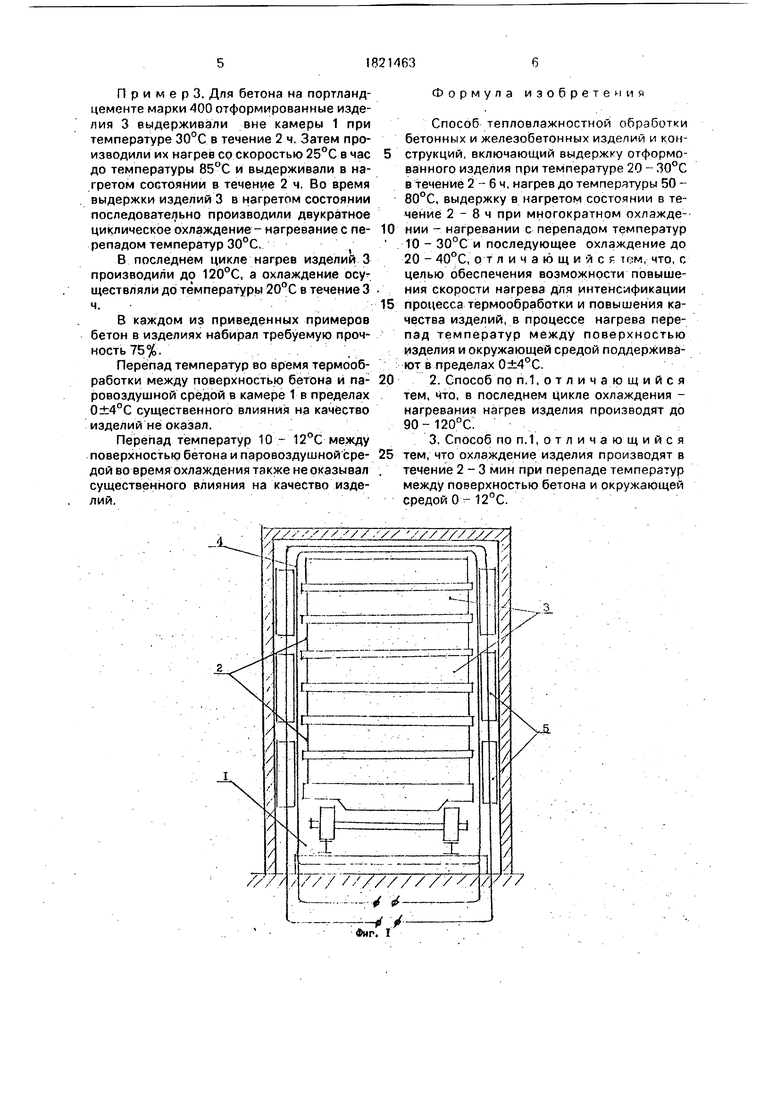
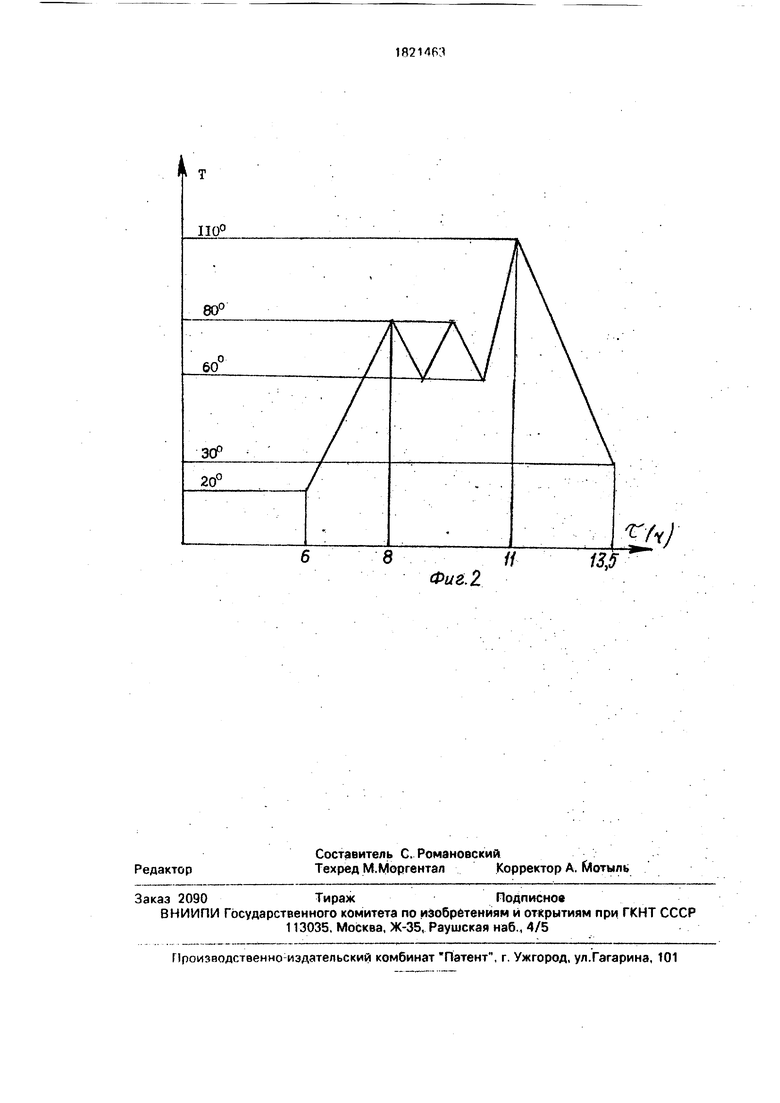
На фиг.1 схематично изображено устройство для осуществления предложенного способа; на фиг.2 - график тепловлажност- ной обработки бетона на портландцементе марки 400 по предложенному способу; где; по оси ординат Т - температура, по си абсцисс т- время.
Устройство содержит камеру 1, внутри которой находится пакет опалубок 2 с от- формированными изделиями 3, размещенными в электромагнитном поле электромагнитного индуктора промышленной частоты, выполненного в виде соленоида 4, размещенного внутри камеры 1. Для осуществления требуемых условий перепада температуры между поверхностью бетона изделий 3 и паровоздушной средой в камере .1, в ней установлены дополнительные источники 5 конвекторного нагрева.
Осуществляется предложенный способ следующим образом: Пакет опа.лубок 2 с отформирфванным и изделиями 3 выдерживают вне камеры 1 при температуре 20 - 30РС в течение 2 - 6 ч.
Затем пакет опалубок 2 с изделиями 3 помещают в камеру 1-й включают источники нагрева (соленоиды и источники 5 конвек- тивного нагрева) и производят нагрев до температуры 50 - 85°С ео скоростью 25 - 60°С в час при обеспечении перепада температур между поверхностью бетона и паровоздушной средой в камере 10+4°, выдерживают в нагретом состоянии в течение 2 -- 8 Ч, Ёо время выдержки изделий 3 в
нагретом состоянии последовательно производят не менее двухкратного циклического их охлаждения - нагревания с перепадом температур 10 - 30°С.
В последнем цикле нагрев изделий производят до температуры 90 - 120°С.
После этого отключают источники нагрева 4 и 5 и изделия 3 охлаждают до температуры 40 - 20°С в течение 2-3 часов
принудительной вентиляции (на чертеже не показана) при обеспечении перепада температур между поверхностью бетона и паровоздушной средой в камере 10 - 12°С. По окончании цикла охлаждения пакет опалубок 2 в и с изделиями 3 выгружается из камеры 1,
Как показано на графике (фиг,2) для бетона на портландцемент марки 400 изделия 3 выдерживают вне камеры 1 при температуре 20°С в течение 3 ч. Затем производят их нагрев со скоростью 30°С до температуры 80°С и выдерживают в нагретом состоянии в течение 3 ч.
Во время выдержки изделия 3 в нагретом эстоянии последовательно производят не N (нее двухкратного циклического их охлаждения - нагревания с перепадом температур 20°С. В последнем цикле нагрев изделия 3 производят до температуры
1ТО°0, а охлаждение осуществляют в течение 2,5 ч до температуры 30°С..
П р и м е р 1. Для бетона на портландцемент марки 400 отформйрованные изде- лия 3 выдерживали вне камеры 1 при
температуре 20°С в течение б ч. Затем производили их нагрев со скоростью 60°G в час до температуры 50°С и выдерживали в на- гретом состоянии в течение 8 ч. Во время выдержки изделий 3 в нагретом состоянии
последовательно производили пятикратное циклическое их охлаждение - нагревание с перепадом температур 10°, В последнем цикле нагрев изделия 3 производили до 90°С, а охлаждение осуществляли до температуры 40°С в течение 2ч.
Пример 2. Для бетона на портландцементе марки 400 отформйрованные изделия 3 выдерживали вне камеры 1 при
температуре 20°С в течение 4 ч. Затем производили их нагрев со скоростью 42°С в час до температуры 67°С и выдерживали в нагретом состоянии в течение 5 часов. Во время выдержки изделий 3 с нагретом
состоянии последовательно производили трехкратное циклическое охлаждение - нагревание с перепадом температур 20°С в последнем цикле нагрев изделий 3 производили до 105°С, а охлаждение осуществляли
до температуры 30°С в течение 2,5 ч.
ПримерЗ. Для бетона на портландцементе марки 400 отформированные изделия 3 выдерживали вне камеры 1 при температуре 30°С в течение 2 ч. Затем производили их нагрев со скоростью 25°С в час до температуры 85°С и выдерживали в нагретом состоянии в течение 2 ч. Во время выдержки изделий 3 в нагретом состоянии последовательно производили двукратное циклическое охлаждение - нагревание с пе- репадом температур 30°С,
В последнем цикле нагрев изделий 3 производили до 120°С, а охлаждение осуществляли до температуры 20°С в течение 3 ч.
В каждом из приведенных примеров бетон в изделиях набирал требуемую прочность 75%.
Перепад температур во время термообработки между поверхностью бетона и па- ровоздушной средой в камере 1 в пределах 0±4°С существенного влияния на качество изделий не оказал.
Перепад температур 10 - 12°С между поверхностью бетона и паровоздушной сре- дои во время охлаждения также не оказывал существенного влияния на качество изделий.
Формула изобретения
Способ тепловлажностной обработки бетонных и железобетонных изделий и конструкций, включающий выдержку отформованного изделия при температуре 20 - 30°С в течение 2 - 6 ч, нагрев до температуры 50 - 80°С, выдержку в нагретом состоянии в течение 2 - 8 ч при многократном охлаждении - нагревании с перепадом температур 10 - 30°С и последующее охлаждение до 20 - 40°С, отличающийся тем, что, с целью обеспечения возможности повышения скорости нагрева для интенсификации процесса термообработки и повышения качества изделий, в процессе нагрева перепад температур между поверхностью изделия и окружающей средой поддерживают в пределах 0±4°С,
2. Способ по п.1, отличающийся тем, что, в последнем цикле охлаждения - нагревания нагрев изделия производят до 90-120°С:
3. Способ поп.1,отличающийся тем/что охлаждение изделия производят в течение 2-3 мин при перепаде температур между поверхностью бетона и окружающей средой О- 12°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловой обработки сборных железобетонных изделий | 2023 |
|
RU2807733C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2618003C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2519080C2 |
| Способ тепловлажностной обработки бетонных изделий | 1982 |
|
SU1038326A1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2111191C1 |
| СПОСОБ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ БЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2591217C1 |
| Способ тепловой обработки изделий из тяжелого бетона | 1988 |
|
SU1699984A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРТЛАНДЦЕМЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ОСНОВЕ ПОРТЛАНДЦЕМЕНТА | 1995 |
|
RU2060978C1 |
| Способ тепловлажностной обработки бетонных изделий | 1982 |
|
SU1219580A1 |
| Способ изготовления полых железобетонных элементов | 1979 |
|
SU876618A1 |
Изобретение относится к процессам теплрвяажностной обработки сборных, монолитных бетонных и железобетонных изделий и конструкций в промышленном и гражданском строительстве. Цель изобретения - интенсификация процесса термообработки и повышение качества изделий за счет улучшения физико-технических свойств бетона. Способ включает выдержку отформованного изделия при температуре 20 - 30°С в течение 2 - 6 ч. нагрев до температуры 50 - 85°С. Скорость нагрева составляет 25 - 60°С в чае при обеспечении перепада температур между поверхностью изделия и окружающей средой 0±4. После нагрева производят выдержку в нагретом состоянии, во время которой изделие подвергают не менее, чем двухкратному циклическому охлаждению - нагреванию с перепадом температур 10 - 30°С. В последнем цикле нагрев изделия производят до температуры 90 - 120°С с последующим охлаждением до 40-20°С при перепаде температур между поверхностью бетона и окружающей средой О-12°С. 2 з.п. ф-лы, 2 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 0 |
|
SU290020A1 |
| Каменский В.Г | |||
| и др | |||
| Термообработка изделий из центрифугированного бетона в переменном электромагнитном поле./Сб | |||
| Тепло- и массоперенос при новых способностях теплового воздействия на твердеющий бетон, Киев: Будивельник | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
