В настоящее время сборка переходов полупроводниковых сплавных триодов осуществляется в кассетах вручную.
Предложенный автомат для сборки переходов позволяет повысить, производительность труда и качество переходов. . На фиг. 1 показан общий вид автомата в плане без скафандра; на фиг. 2 - захватные органы механизма укладки базовых выводов и оловянных колец; на фиг. 3 - разрез питающих кассет по А-А; на фиг. 4 - сечение присоски по Б-Б на фиг. 5 - механизм резки эмиттерных и коллекторных электродов; на фиг. 6 - схема укладки коллекторных электродов в комилектатор; на фиг. 7 - разрез укладчика электродов по В-В; на фиг. 8 - питатель пробками; на фиг. 9 - разрез устройства укладки шаровых грузов.
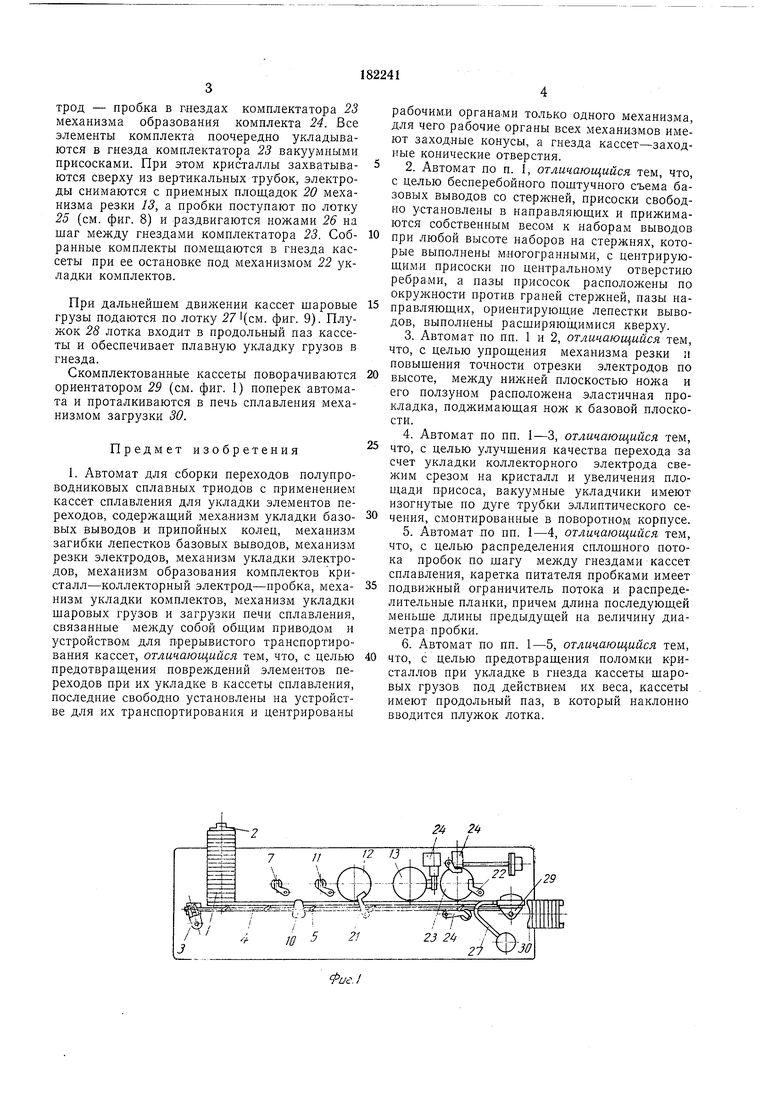
Кассеты / сплавления поступают из питателя 2 на устройство 5 прерывистого транспортирования кассет. Под действием возвратно-поступательного движения транспортной планки 4 с храповыми поводками 5 кассеты перемещаются вдоль автомата. Во время перемещения кассет вакуум.ные присоски 6 механизма укладки базовых выводов 7, п-рижимаясь под собственным весом к наборам выводов 5, захватывают по одному выводу с каждого питающего стержня 9 и при остановке кассет укладывают их в гнезда.
При остановке кассеты под мехатшзмом 10
загибки лепестка подпружиненные стержни
зажимают базовые выводы, а ножи, двигаясь
вниз в вертикальных пазах кассеты, загибают
лепестки базовых выводов.
При остановке кассеты под механизмом 11 укладки оловянных колец осуществляется укладка этих колец аналогично укладке базовых выводов.
Во время дальнейщего неремещения кассет механизмы резки 12 и 13 изготовляют из калиброванных прутков заготовки электродов. Прутки 14 (см. фиг. 5) свободно номещены в
направляющих втулках 15 и прижаты под собственным весом к регулируемым упорам 16. При этом нож /7, закрепленный на ползуне 18, врезается в пруток 14, а упоры 16 утаплнваются вниз. Отрезаиные электроды падают в продольпые пазы корпуса 19 и проталкиваются по ним BbicTynaiVui ползуна 18 на приемные площадки 20.
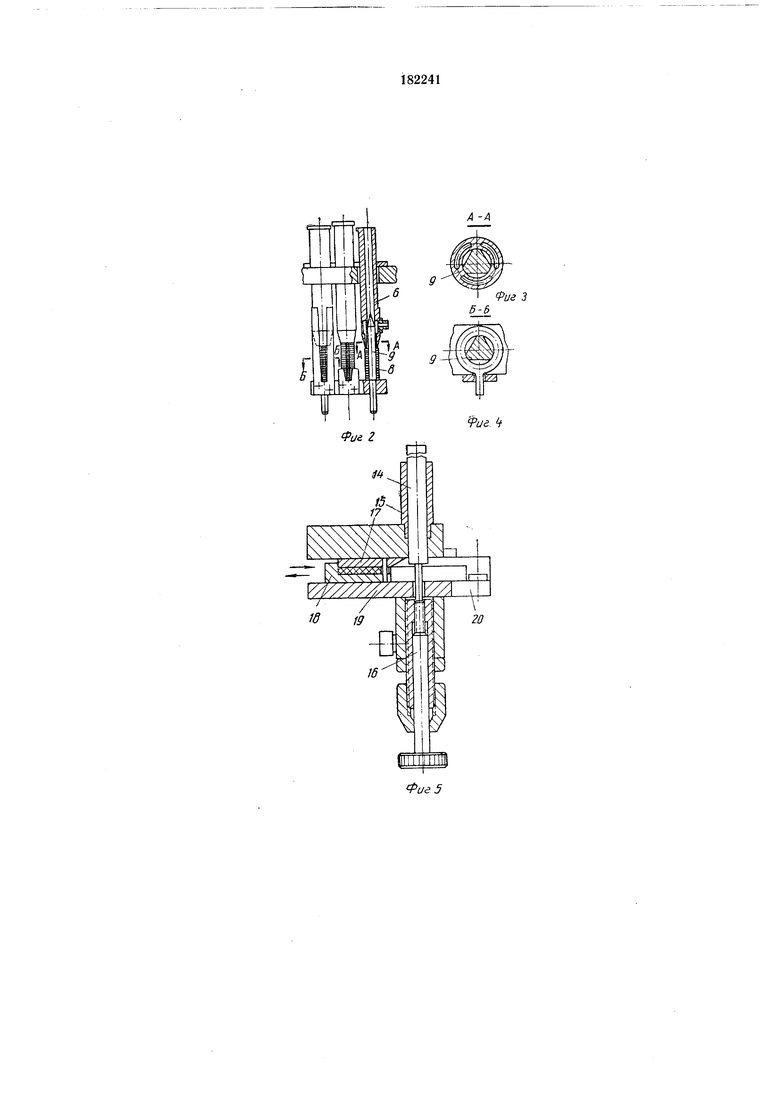
Эмиттерные электроды захватываются из механизма резки 12 вакуумными присосками механизма укладки 21 (см. фиг. 1) и помещаются в гнезда поступившей кассеты.
трод - пробка в гнездах комплектатора 23 механизма образования комплекта 24. Все элементы комплекта поочередно укладываются в гнезда комплектатора 23 вакуумными присосками. При этом кристаллы захватываются сверху из вертикальных трубок, электроды снимаются с приемных площадок 20 механизма резки 13, а пробки поступают по лотку 25 (см. фиг. 8) и раздвигаются ножами 26 на шаг между гнездами комплектатора 23. Собранные комплекты помещаются в гнезда кассеты прн ее остановке под механизмом 22 укладки комплектов.
При дальнейшем движении кассет шаровые грузы подаются по лотку 27 1(см. фиг. 9). Плужок 28 лотка входит в продольный паз кассеты и обеснечнвает плавную укладку грузов в гнезда.
Скомплектованные кассеты поворачиваются ориентатором 29 (см. фиг. 1) поперек автомата и проталкиваются в печь сплавления механизмом загрузки 30.
Предмет изобретения
1. Автомат для сборки переходов полупроводниковых сплавных триодов с применением кассет сплавления для укладки элементов переходов, содержащий мехадизм укладки базовых выводов и припойных колец, механизм загибки лепестков базовых выводов, механизм резки электродов, механизм укладки электродов, механизм образования комплектов кристалл-коллекторный электрод-пробка, механизм укладки комплектов, механизм укладки шаровых грузов и загрузки печи сплавления, связанные между собой общим приводом и устройством для прерывистого транспортирования кассет, отличающийся тем, что, с целью предотврашения повреждений элементов переходов при их укладке в кассеты сплавления, последние свободно установлены на устройстве для их транспортирования и центрированы
рабочими органа.ми только одного механизма, для чего рабочие органы всех механизмов имеют заходные конусы, а гнезда кассет-заходные конические отверстия.
2. Автомат по п. 1, отличающийся тем, что, с целью бесперебойного поштучного съема базовых выводов со стержней, присоски свободно установлены в направляющих и прижимаются собственным весом к наборам выводов
при любой высоте наборов на стержнях, которые выполнены м.ногогранными, с центрирующими присоски по центральному отверстию ребрами, а пазы присосок расположены по окружности против граней стержней, пазы направляющих, ориентирующие лепестки выводов, выполнены расширяющимися кверху.
3.Автомат по пп. 1 и 2, отличающийся тем, что, с целью упрощения механизма резки и повышения точности отрезки электродов по высоте, между нижней плоскостью ножа и его ползуном расположена эластичная прокладка, поджимающая нож к базовой плоскости.
4.Автомат по пп. 1-3, отличающийся тем, что, с целью улучшения качества перехода за счет укладки коллекторного электрода свежим срезом на кристалл и увеличения площади присоса, вакуумные укладчики имеют изогнутые по дуге трубки эллиптического сечения, смонтированные в поворотном корпусе.
5.Автомат по нп. 1-4, отличающийся тем, что, с целью распределения сплошного потока пробок по шагу между гнездами кассет сплавления, каретка питателя пробками имеет
подвижный ограничитель потока и распределительные планки, причем длина последуюшей меньше длины предыдущей на величину диаметра пробки.
6.Автомат по пп. 1-5, отличающийся тем, что, с целью предотвращения поломки кристаллов при укладке в гнезда кассеты шаровых грузов под действием их веса, кассеты имеют продольный паз, в который наклонно вводится плужок лотка.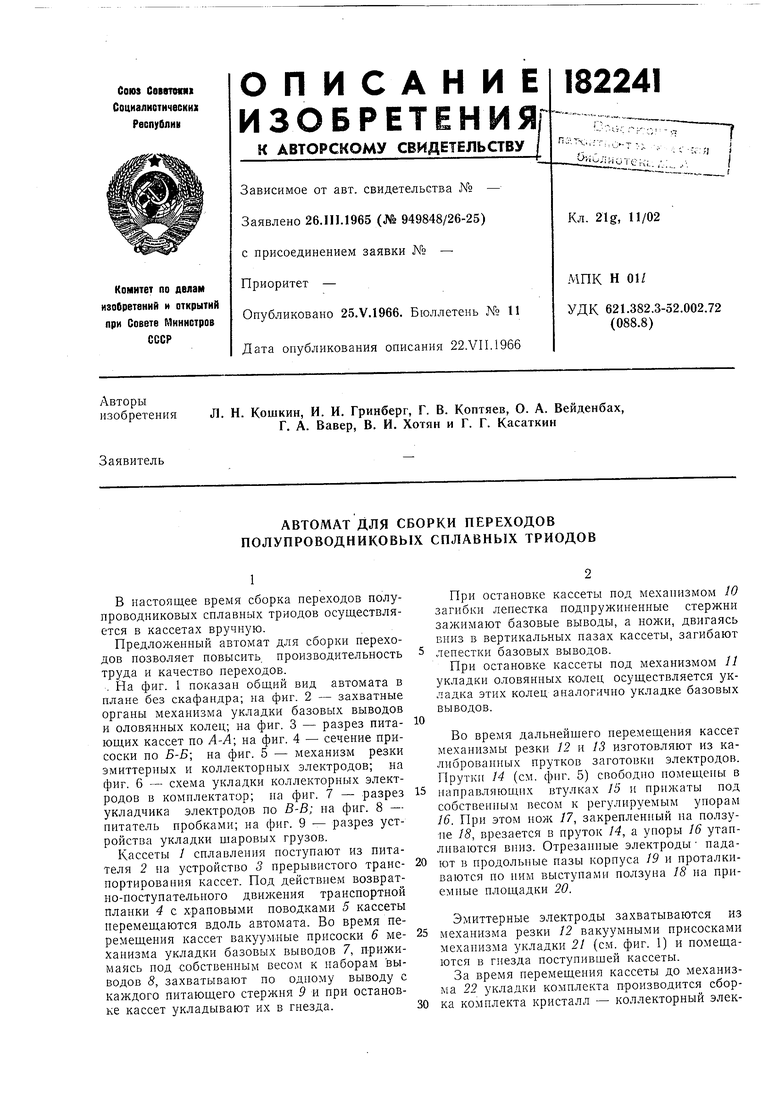
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ МОНТАЖА ПЕРЕХОДА НА НОЖКУ ПОЛУПРОВОДНИКОВЫХ СПЛАВНЫХ ТРИОДОВ | 1966 |
|
SU182240A1 |
| АВТОМАТ ДЛЯ УПАКОВКИ РАДИОДЕТАЛЕЙ С ОСЕВЫМИ ВЫВОДАМИ | 1968 |
|
SU218974A1 |
| КОМПЛЕКСНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРАНЗИСТОРОВ | 1969 |
|
SU254662A1 |
| 1ПйГШТШ-ИКШН1С1 | 1973 |
|
SU363567A1 |
| ЛИНИЯ СБОРКИ ПОЛУПРОВОДНИКОВЫХ диодов | 1970 |
|
SU270898A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ В НИХ ШТУЧНЫХ ИЗДЕЛИЙ ГРУППАМИ | 1965 |
|
SU172673A1 |
| КОМПЛЕКТ ПРИСПОСОБЛЕНИЙ ДЛЯ СБОРКИр — п | 1965 |
|
SU174726A1 |
| ЕСЕСОЮвНАЯm^iim-iim-^m | 1973 |
|
SU379467A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Устройство для транспортирования деталей | 1981 |
|
SU996169A1 |
A -4
Фиг 3
Фиг
fue г
си
20
i
Фиг. 6
8-В
Фиг
25
Фиг. 8
