В производстве полупроводниковых приборов типов П-213-11-217 монтаж переходов на ножку осуществляется в кассетах вручную.
Известеп полуавтомат монтажа переходов полупроводниковых сплавных триодов типов П-13 - П-16 на ножку УП-723.
Предложенный полуавтомат отличается от известного тем, что в основании его кассет прорезаны поперечные пазы для ориентации кассет по тяговым ветвям транспортера, выполненного из бесконечных пружин. Это позволяет предотвратить перекос кассет на транспортере сборки.
Для остановки кассет на позициях укладки элементов триода основание транспортера сборки выполнено возвышающимся над общ.им уровнем кассет.
Предложенный нолуавтомат отличается также тем, что кассеты сборки имеют выступы на торцах по нсей щирине кассеты, а рычаг установки кассет на транспортер имеет паз, соответствующий продольному профилю кассет, и ограничитель хода кассет сквозь паз, причем уровень кассеты, ведомой рычагом, ниже уровня поступления кассет к рычагу на высоту выступов на торцах кассет, а уровень кассет на транспортере сборки ниже уровня кассеты, ведомой рычагом, на высоту ограничителя. Такая конструкция позволяет разделить сплощной поток кассет сборки, поступающих
в полуавтомат, и осуществить .их поштучную установку на транспортер сборки.
Предлагаемый полуавтомат позволяет повысить производительность труда и улучшить качество приборов.
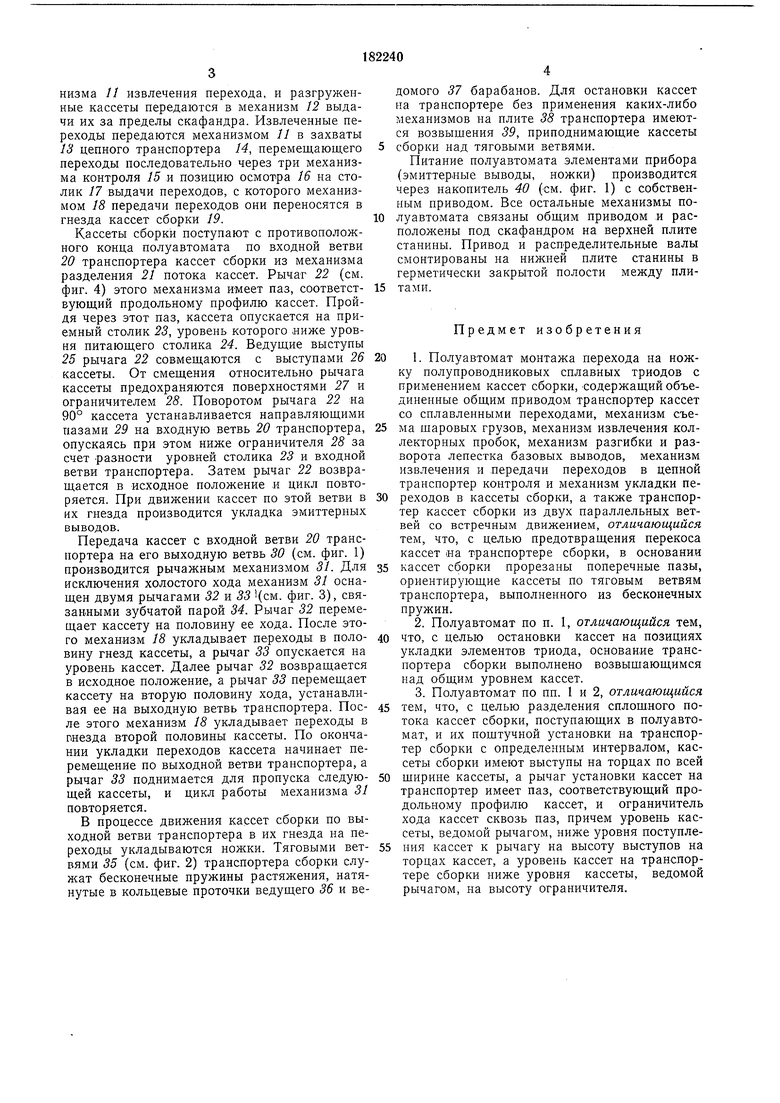
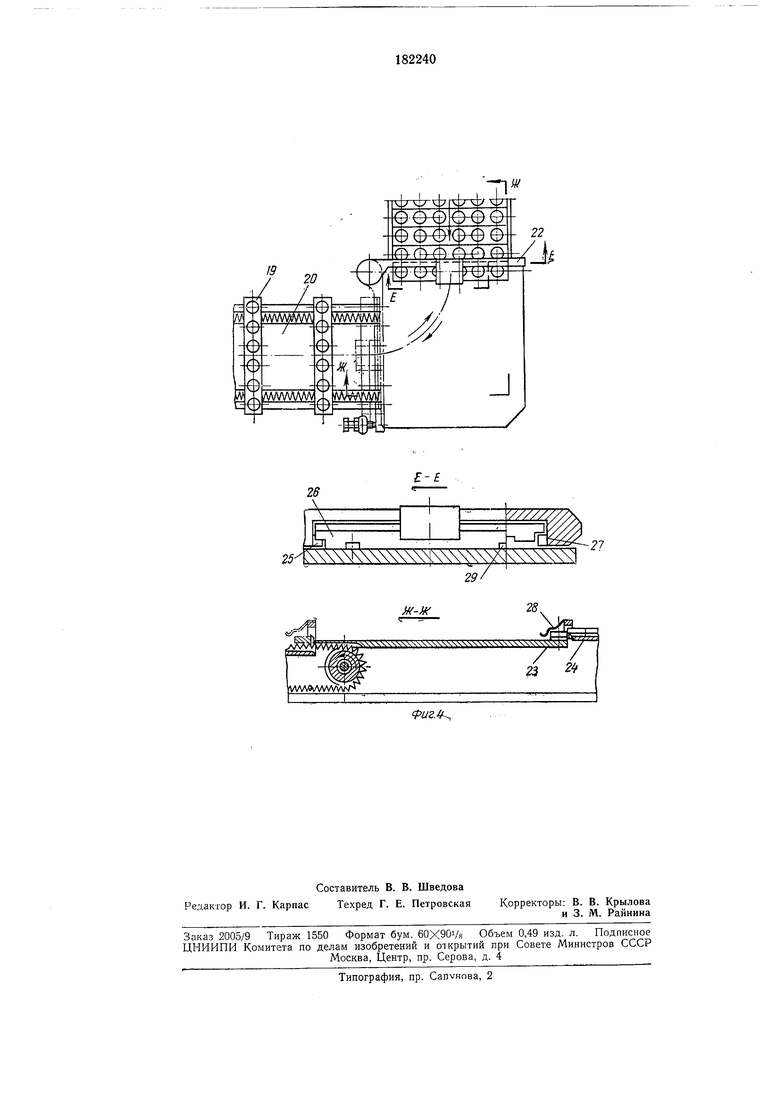
На фиг. 1 изображен полуавтомат со снятым скафандром, вид сверху; на фиг. 2 - транспортер кассет сборки; на фиг. 3 - механизм шагового перемещения кассет сборки; на фиг. 4 - механизм разделения кассет, вид сверху.
Кассеты сплавления / со сплавленными переходами по приемному лотку 2 принимаются из печи сплавления механизмом питания 5 и устанавливаются на транспортер 4. За счет возвратно-поступательного движения транспортерной планки 5 с храповыми поводками кассеты прерывисто перемещаются вдоль полуавтомата. При этом плужок съемника 6 извлекает из кассет щаровые грузы и выносит их за пределы скафандра. При дальнейщих последовательных перемещениях гнезда кассет / совмещаются с позициями механизма 7, извлекающего из кассет коллекторные пробки и передающего их по лотку 8 за пределы скафандра, и механизма 9 разгибки базового вывода перехода. Затем гнезда кассет совмещаются с позициями механизма 10 разворота базового вывода перехода. Далее гнезда кассет поступают под вакуумные присоски механизма // извлечения перехода, и разгруженные кассеты передаются в механизм 12 выдачи их за пределы скафандра. Извлеченные переходы передаются механизмам // в захваты 13 цепного транспортера 14, перемещающего переходы последовательно через три механизма контроля 15 и позицию осмотра 16 на столик 17 выдачи переходов, с которого механизмом 18 передачи переходов они переносятся в гнезда кассет сборки 19.
Кассеты сборки поступают с противоположного конца полуавтомата по входной ветви 20 транспортера кассет сборки из механизма разделения 21 потока кассет. Рычаг 22 (см. фиг. 4) этого механизма имеет паз, соответствующий продольному профилю кассет. Пройдя через этот паз, кассета опускается на приемный столик 23, уровень которого ниже уровня питающего столика 24. Ведущие выступы 25 рычага 22 совмещаются с выступами 26 кассеты. От смещения относительно рычага кассеты предохраняются поверхностями 27 и ограничителем 28. Поворотом рычага 22 на 90° кассета устанавливается направляющими пазами 29 на входную ветвь 20 транспортера, опускаясь при этом ниже ограничителя 28 за счет разности уровней столика 23 и входной ветви транспортера. Затем рычаг 22 возвращается в исходное положение и цикл повторяется. При движении кассет по этой ветви в их гнезда производится укладка эмиттерных выводов.
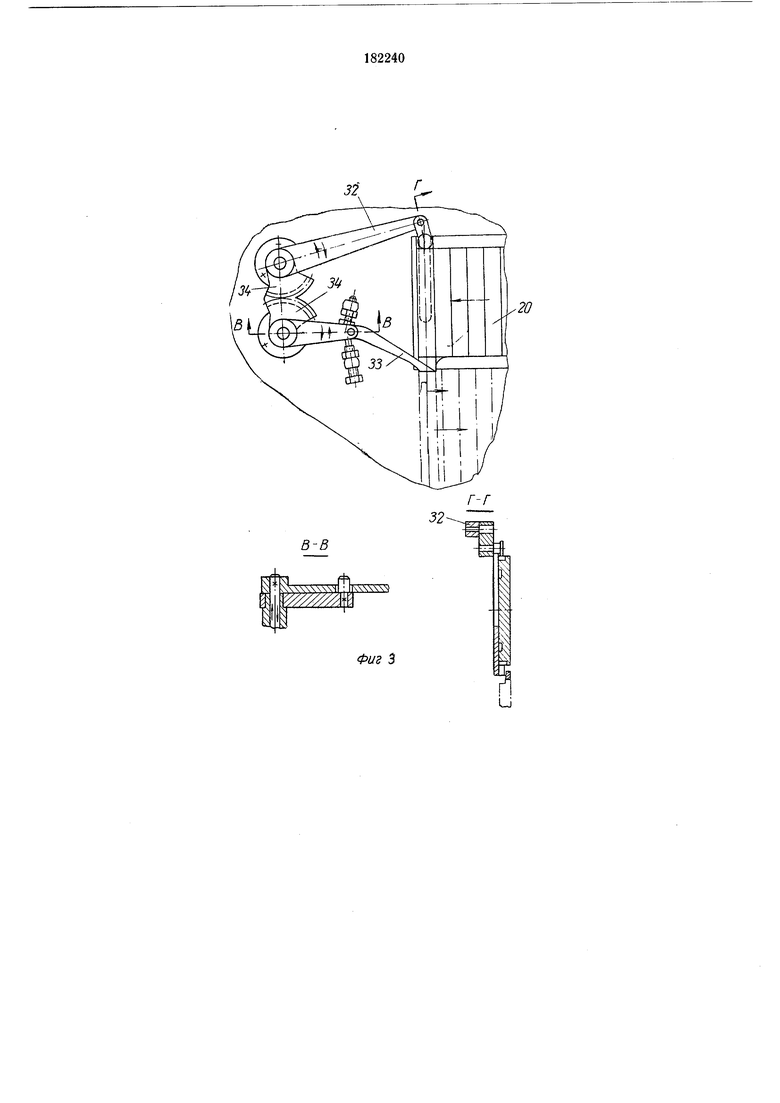
Передача кассет с входной ветви 20 транспортера на его выходную ветвь 30 (см. фиг. 1) производится рычажным механизмом 31. Для исключения холостого хода механизм 31 оснащен двумя рычагами 32 и 33 (см. фиг. 3), связанными зубчатой парой 34. Рычаг 32 перемещает кассету на половину ее хода. После этого механизм 18 укладывает переходы в половину гнезд кассеты, а рычаг 33 опускается на уровень кассет. Далее рычаг 32 возвращается в исходное положение, а рычаг 33 перемещает кассету на вторую половину хода, устанавливая ее на выходную ветвь транспортера. После этого механизм 18 укладывает переходы в пнезда второй половины кассеты. По окончании укладки переходов кассета начинает перемещение по выходной ветви транспортера, а рычаг 33 поднимается для пропуска следующей кассеты, и цикл работы механизма 31 повторяется.
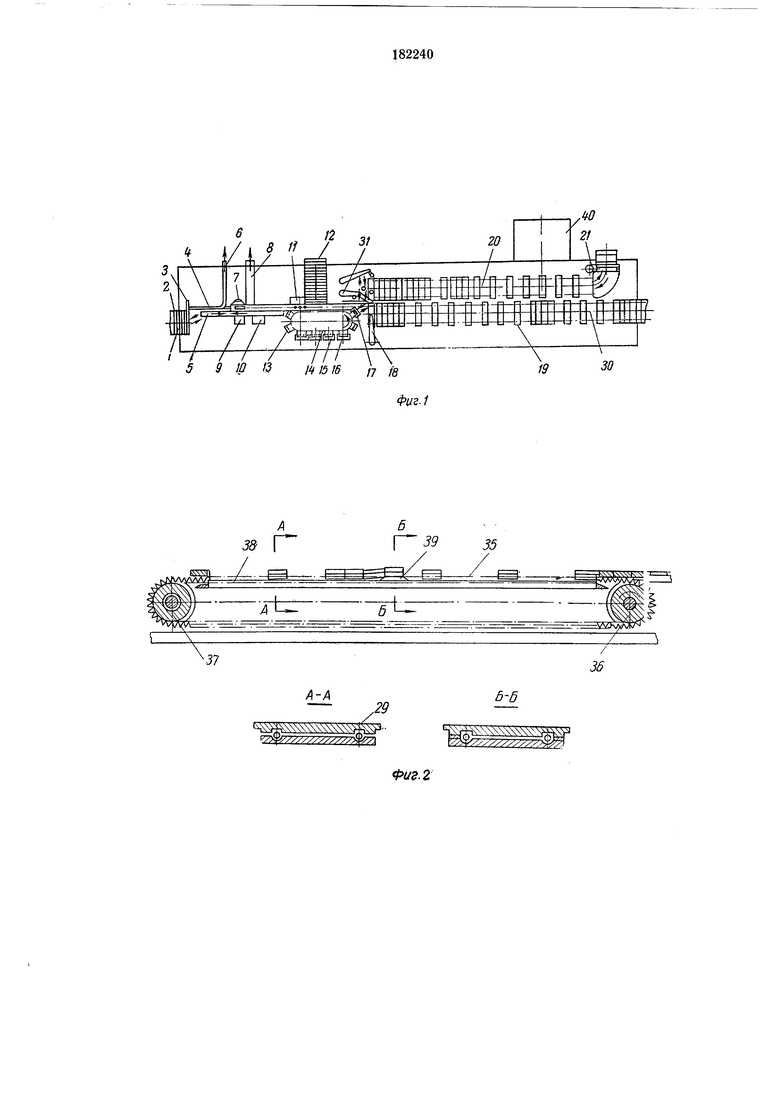
В процессе движения кассет сборки по выходной ветви транспортера в их гнезда на переходы укладываются нонски. Тяговыми ветвями 35 (см. фиг. 2) транспортера сборки служат бесконечные пружины растяжения, натянутые в кольцевые проточки ведущего 36 и ведомого 37 барабанов. Для остановки кассет на транспортере без применения каких-либо механизмов на плите 38 транспортера имеются возвыщения 39, приподнимающие кассеты
сборки над тяговыми ветвями.
Питание полуавтомата элементами прибора (эмиттер.ные выводы, ножки) производится через накопитель 40 (см. фиг. 1) с собственным приводом. Все остальные механизмы полуавтомата связаны общим приводом и расположены под скафандром на верхней плите станины. Привод и распределительные валы смонтированы на нижней плите станины в герметически закрытой полости между плитами.
Предмет изобретения
1. Полуавтомат монтажа перехода на ножку полупроводниковых сплавных триодов с применением кассет сборки, содержащий объединенные общим приводом транспортер кассет со сплавленными переходами, механизм съема щаровых грузов, механизм извлечения коллекторных пробок, механизм разгибки и разворота лепестка базовых выводов, механизм извлечения и передачи переходов в цепной транспортер контроля и механизм укладки переходов в кассеты сборки, а также транспортер кассет сборки из двух параллельных ветвей со встречным движением, отличающийся тем, что, с целью предотвращения перекоса кассет «а транспортере сборки, в основании кассет сборки прорезаны поперечные пазы, ориентирующие кассеты по тяговым ветвям транспортера, выполненного из бесконечных пружин.
2.Полуавтомат по п. 1, отличающийся тем, что, с целью остановки кассет на позициях
укладки элементов триода, основание транспортера сборки выполнено возвыщающимся над общим уровнем кассет.
3.Полуавтомат по пп. 1 и 2, отличающийся тем, что, с целью разделения сплощного потока кассет сборки, поступающих в полуавтомат, и их пощтучной установки на транспортер сборки с определенным интервалом, кассеты сборки имеют выступы на торцах по всей
щирине кассеты, а рычаг установки кассет на транспортер имеет паз, соответствующий продольному профилю кассет, и ограничитель хода кассет сквозь паз, причем уровень кассеты, ведомой рычагом, ниже уровня поступлеНИН кассет к рычагу на высоту выступов на торцах кассет, а уровень кассет на транспортере сборки ниже уровня кассеты, ведомой рычагом, на высоту ограничителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ ПЕРЕХОДОВ ПОЛУПРОВОДНИКОВЫХ СПЛАВНЫХ ТРИОДОВ | 1966 |
|
SU182241A1 |
| КОМПЛЕКСНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРАНЗИСТОРОВ | 1969 |
|
SU254662A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| УСТРОЙСТВО для СОРТИРОВКИ И УКЛАДКИ В НАКОПИТЕЛИБРЕВЕН | 1968 |
|
SU207111A1 |
| Устройство для обработки стеклянных трубок | 1985 |
|
SU1335537A1 |
| КОМПЛЕКТ ПРИСПОСОБЛЕНИЙ ДЛЯ СБОРКИр — п | 1965 |
|
SU174726A1 |
| СТАНОК ДЛЯ ЗАБИВАНИЯ ГРЕБЕННЫХ ИГЛ В ИГЛОНАБОРНЫЁ ПЛАНКИ | 1970 |
|
SU278483A1 |
| ЕСЕСОЮвНАЯm^iim-iim-^m | 1973 |
|
SU379467A1 |
| УСТРОЙСТВО для ПОШТУЧНОЙ ПОДАЧИ КАССЕТ ПОД ЗАГРУЗКУ ИЗДЕЛИЯМИ | 1967 |
|
SU206377A1 |
| Устройство для распределения деталей | 1982 |
|
SU1071544A1 |
А-А
ч S
Т //////// /777 (7
6-6
i xx XXxXXXXxg
в-в
32
Л-Л
23 2
