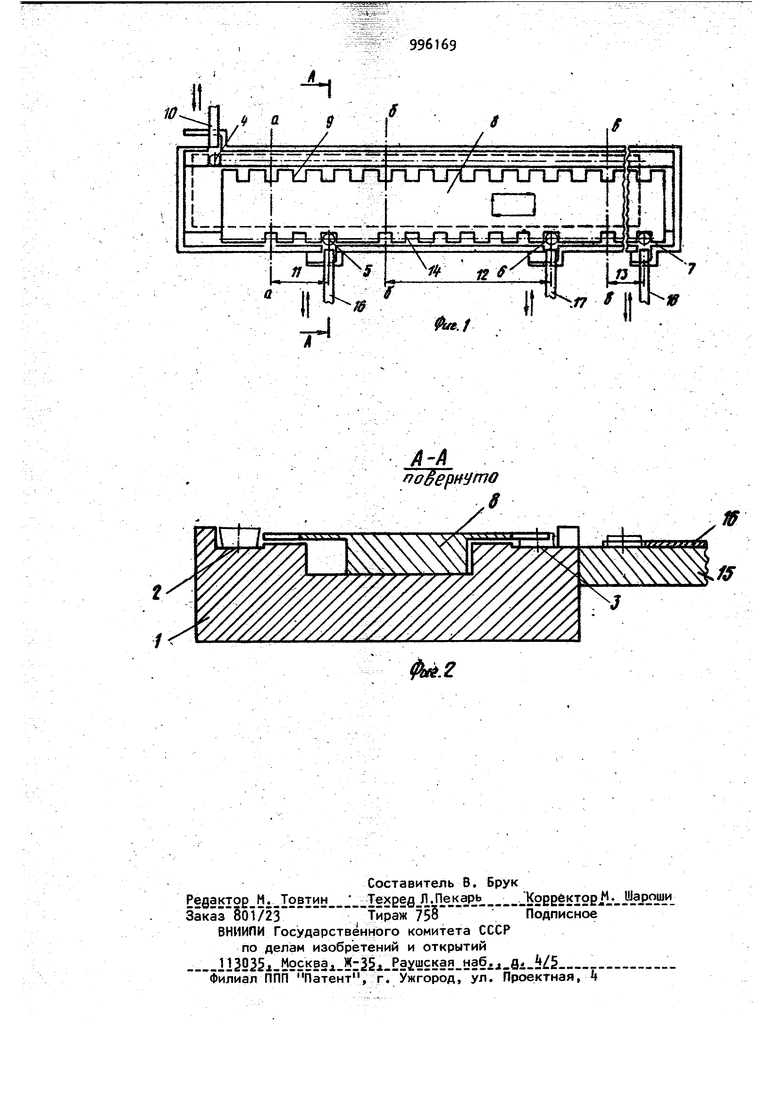
(5) УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ Изобретение относится к машиностроению и может быть использовано в автоматических линиях для сборки различных /лелких изделий. Известен многопозиционный сборочный станок линейного типа, на рабочи позициях которого в технологической последовательности установлены само действую1цие головки для выполнения различных сборрчных операций. Собираемые на станке часовые меха низмы транспортируются с одной сборочной позиции на другую.в пятиместных кассетах с помсщью транспортирующей штанги. В каждой кассете механизмы расположены на расстоянии одного шага, соответствующего расстоянию между сборочными головками. Транспортирующая штанга установлена с возможностью шагового возвратно-поступательного перемещения вдоль фронта сборочных головок. При остановке транспортной системы на рабочих сборочных позициях производится установ ДЕТАЛЕЙ ка соответствующих деталей в часовые механизмы и осуществление технологической операции Cl . Недостатком этого станка является то, что в случае сбоя процесса сборки за счет несрабатывания системы загрузки, необходима остановка всей системы, в том числе и транспортера. Наиболее близким техническим решением к изобретению является устройство для транспортирования деталей между технологическими, например, сборочно-комплектовочными позициями автоматической линии по установленному вдоль нее лотку, содержащее позицию загрузки, например базовой детали, и установленную над лотком с возможностью возвратно-поступательного относительно лотка перемещения в горизонтальной плоскости в двух взаимно перпендикулярных направлениях посредством привода периодического действия линейку. На одной из продольных сторон линейки выполнены гнезда для захвата и перемеще ния деталей . }. Недостатком известного устройств является необходимость установки транспортера в случае невыдачи какой-либо комплектующей заготовки из загручного устройства на транспортер или в случае невыполнения по тем или иным причинам технологической операции на одной из рабочих позиций полуавтомата или автоматиче кой линии. Движение транспортирующей линейки продолжается только после осуществления повторной выдач пропущенной детали на лоток или пов торного процесса обработки на соответствующей рабочей позиции. Все ук занные известные транспортирующие устройства осуществляют перемещение собираемых или обрабатываемых заготовок в одном линейном направлении ц соответствии с расположением технологического оборудования, что при водит к увеличению линейных габаритов транспортирующих устройств, а следовательно, и их металлоемкости. Вследствие необходимости останов ки транспортера при отсутствии какой-либо из собираемых деталей известное устройство не может применяться для сборки химических источников тока, так как они не могут обеспечить стабильности качества со бираемых деталей. Это объясняется тем, что-из-за неизбежности испарения и окисления на воздухе химически активных масс указанных деталей качество их резко снижается з время остановки транспортирующих устройств. Это приводит к снижению про цента выхода годных собранных узлов В случае же безостановочной работы указанных транспортирующих устройст при сборке химических источников то ка не может быть обеспечена гаранти рованная полная укомплектованность собранных узлов, что также способствует повышению процента брака. Целью изобретения является сниже ние брака при сборке химических источников тока. Цель достигается тем, что на линейке со стороны, противопрложной гнездам для захвата и перемещения деталей, выполнена гребенка для тра спортирования комплектующих деталей в направлении обратном направлению перемещения базовйй детали, которая разделена по длине на секции в соответствии с количеством и последовательностью сборки комплектующих деталей. Количество гнезд в каждой секции гребенки равно количеству гнезд линейки, расположенных между позицией загрузки базовой детали и сборочно-комплектовочной позицией для каждой комплектующей детали. На фиг. 1 изображено устройство для транспортирования деталей, вид (сверху; fts фиг. 2 - сечение. А-А на 1ФИГ. 1. . На лотке 1 предусмотрены два продольных параллельных паза 2 и 3 для перемещения по ним двух встречных потоков деталей. По пазу 2 в процессе сборки перемещается базовая деталь k - корпус батарейки, а по пазу 3 в обратном направлении перемещают.ся комплектующие детали: положительный электрод 5, сепаратор 6, крышка 7с отрицательным электродом и прокладкой. Над лотком 1 установлена линейка 8 (привод перемещения линейки 8 не показан). На одной из продольных сто.рон линейки 8 выполнены гнезда 9 (фиг. 1) для захвата и перемещения по лотку 1 базорой детали А. На автоматической линии со стороны паза 2 лотка 1 размещена загрузочная позиция базовой детали k. На загрузочной позиции установлен загрузчик базовой детали (не показан) и шиберный питатель 10. На противоположной гнездам 9 стороне линейки 8 выполнена гребенка, разделенная на секции 11-13 по количеству комплектующих деталей. В каждой секции в соответствии с размерами комплектующих деталей выполнены гнезда 14, противолежащие гнездам 9. 8начале каждой секции по направлению транспортирования гребенки расположены загрузчики (на фиг, 2 схематично показан загрузчик 15 детали 5, загрузчики для деталей 4, 6 и 7 не показаны) и шиберные питатели 16-18 для подачи комплектующих деталей, соответственно 5, 6 и 7, в продольный паз 3 лотка 1. Длина каждой секций гребенки определяется расстоянием между загрузочной позицией комплектующей детали данной секции и соответствующей сборочно-комплектовочной позицией. Сборочно-комплектовочные позиции, на каждой из которых установлен манипулятор (не показаны), перекладывающий соответствующую деталь в базовую, услоано показаны штрих-пунктирны)«1 линиями а-а, S- S и ё- в(фиг. 1) Количество гнезд ЛЛ в kaждoй секции гребенки соответствует количеству захватывающих гнезд 9 линейки, расположенны между загрузочной Позицией базовой детали и сборочно-комлектовочной позицией для данной секции. Глубина продольных пазов 2 и 3 неподвижного лотка 1 меньше высоты перемещаемых по ним деталей, а линейка 8 установлена над лотком 1 на уровне; выступающих из проточек частей собираемых деталей. Устройство работает следующим об разом. Из установленных на загрузоцнь1х позициях загрузчиков шиберными пита телями 1& и Ш-18 собираемые детали сооответственно k-7 первого комплек та батарейки подаются на исходные позиции в продольные пазы 2 и 3 лот |ка 1. Транспортирующая линейка В в 1это время занимает положение, изоб раженное на.фиг. 1 сплошными линиями, при котором одно из гнезд 14 каждой секции гребенки захватывает поданные на лоток детали 5-7. Затем посредством привода линейка 8 перемещается влево, передвигая при дтом каждую комплектующую деталь 5, 6 и 7 на один шаг по пазу 3 лотка 1. Пос ле этого линейка 8 упомянутым приводом перемещается и захватывает одним из гнезд 9 находящуюся в пазу 2 на своей загрузочной позиции базовую деталь k первого «еомшюкта батарейки. Затем под действием привода линейка 8 совершает {перемещение вправо и передвигает захваченную базовую деталь 4 по пазу 2 лотка 1 на один шаг в направлении сборочно-комплектовочной позиции, обозначенной штрих-пунктирной линией а-сг, и навстречу комплектующим.деталям 5-7. Далее транспортирующая линейка 8 посредством упо «1нутрго выше привода перемещается и останавливается в исходном положении. .На этом первый цикл заканчивается. После окончаний) первого цикла перед началом второго на все загрузочные позиции лотка 1 подается следующий комплект собираемых деталей. При совершении второго цикла поданный второй комплект собираемых деталей перемещается описанным выше . 96 образом на один шаг, а вместе с ним перемещается еще на один шаг, ранее поданный, т.е. предыдущий ком плект деталей. После окончания второго цикла на сборочно-комплектовомную позицию а -о приходят с одной стороны лотка первая базовая деталь k - корпус батарейки, ас другой стороны - комплектующая деталь 5 -.положительный электрод первого комплекта. При этом комплектующая деталь 6 - сепаратор и комплектующая деталь 7 - крышка с отрицательным электродом и прикладкой первого комплекта в конце второго цикла переместятся на два шага навстречу базовой детали 4. В начале третьего цикла одновременно с загрузкой на лоток 1 третьего комплекта собираемых деталей на сборочно-комплектовочной позиции а -с( осуществляется укладка детали 5 в базовую деталь корпус первого комплекта. После комплектования Первых двух деталей на позиции а-а по пазу 2 в направлении позиции 5-6 будет перемещаться уже комплект из 2-х деталей корпус k с положительным электродом 5. По завершении шестого цикла работы устройства на позицию 5-Б прилодят с одной стороны - комплект корпуса с положительным электродом, а с другой стороны - комплектующая деталь 6 - сепаратор первого комплекта. В начале седьмого цикла одновременно с загрузкой на лоток седьмого комплекта деталей происходит, укомплектование корпуса с положительным электродом сепаратором 6. Таким Образом, от сборочно-комплектовочной позиции 5-5 до сборочно-комплектовочной позиции ь-0 по лотку t перемещается комплект, состоящий из деталей: корпуса с положительным электродом 5 и сепаратором 6. Укладка последней комплектующей детали 7 - крышки с отрицательным электродом и прокладкой в корпус батарейки, осуществляется на позиции е-В 8 начале 15-го цикла работы устройства. Таким образом, на сборочной позиции в - В осуществляется полная сборка узла батарейки. После следующего перемещения транспортирующей линейки 8 на шаг собранная батарейка поступает на разгрузочный лоток (не показан).
В процессе дальнейшей работы автоматической линии в начале каждого цикла одновременно с загрузкой деталей на hoTOK 1 осуществляется укомплектование базовых деталей 4, переме1дающихся по пазу 2 лотка 1 на сборочно-комплектовочных позициях с| -о, 5-б и 6-6 соответственно деталями 5-7. В случае отказа одного из загрузочных устройств срабатывают блокировки автоматической линии, при этом все загрузочные устройства останавливаются, и на транспортер не поступает ни одной детали из комплек та. По этой причине при безостановочной работе транспортирующего устройства в каждой секции 11-13 остаются свободными по одному гнезду 1k гребенки, а со стороны подачи базовой детали Ц - одно гнездо 9 линейки. Таким образом, на позицию выдачи не поступает один собранный узел. 5 Вследствие безостановочной работы транспортирующей линейки комплектующие детали собираемой батарейки, содержащие химически активные вещества, находятся на транспортном лотке заданный, определенный промежуток времени выбранный из расчета сохранения их качества. Следовательно, конструкция предлагаемого устройства для транспортирования двух встречных потоков одновременно загружаемых на лоток деталей одного комплекта позволяет обеспечить полную укомплектова ность и требуемое качество собираемых батареек. Формула изобретения Устройство для транспортирования деталей между технологическими.
например сборочно-комплектовочными, позициями автоматической линии по установленному вдоль нее лотку, содержащее позицию загрузки, например базовой детали, и установленную над лотком ,с возможностью возвратно-поступательного относительно лотка перемещения в горизонтальной плоскости в двух взаимно перпендикулярных направлениях посредством привода периодического действия линейку, на одной- из продольных сторон выполне.ны гнезда для захвата и перемещения деталей, отличающееся тем, что, с целью снижения брака при сборке химических источников тока на линейке со стороны, противоположной гнездам для захвата перемещения деталей, выполнена гребенка для транспортирования комплектующих деталей в направлении, обратном направлению перемещения базовой детали, причем указанная гребенка разделена по длине на секции в соответствии с количеством и последовательностью сборки комплектующих деталей, а количество гнезд в каждой секций гребеНки равно количеству гнезд линейки, расположенных между позицией загрузки базовой детали и сборочно-комплектовочной позицией для каждой комплектующей детали.
Источники информации. принятые во внимание при экспертизе 1.Каталог ЦНИИПИ приборостроения, 1976, Т-22, раздел 5, модель . 2.Авторское свидетельство СССР tf 70932if, кл. В 23 Q 7/1, 1977.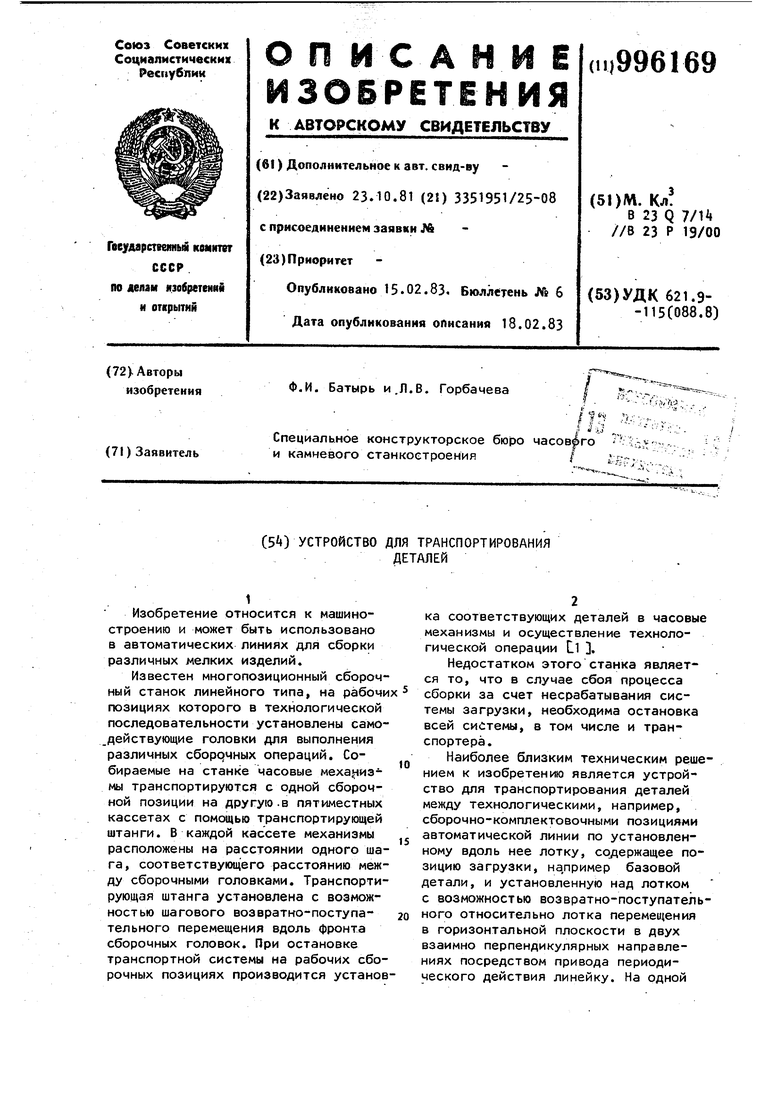
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| АВТОМАТ ДЛЯ СБОРКИ КОМПЛЕКТОВ РАДИАЛЬНЫХ ПОДШИПНИКОВ КАЧЕНИЯ | 1970 |
|
SU261155A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК ДЛЯ СБОРКИ УЗЛОВ | 1973 |
|
SU387808A1 |
| Устройство роторного типа для сборки комплекта деталей | 1976 |
|
SU650771A1 |
| Автоматическая сборочная линия спутникового типа | 1984 |
|
SU1359095A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| Межоперационный конвейер для транспортирования изделий между позициями обработки | 1990 |
|
SU1819843A1 |