Предлагаемое изобретение относится к области полупроводникового производства и касается механизированной лииии сборки на непрерывиой ленте полупроводниковых диодов.
Известны механизироваииые линии сборки на лейте транзисторов и диодов, содержащие отдельные участки сборки, каждый из которых оснаил,ен двумя катушками для протягивания и перематывания ленты, и устройствами для выполнения отдельных операций в соответствии с операционной технологией сборки.
С целью обеспечения комплексной механизации процессов сборки полупроводниковых диодов на непрерывной ленте и механизированного транспортирования отдельных элементов сборки от одной рабочей позиции к другой, т. е. с целью создания поточно-механизированной линии сборки, предлагаемая линия выполнена в виде группового механизма привода и комплекса линейно расположенных однотипных устройств и механизмов синхронизации для осуществления щагового перемещения отдельных участков ленты, при этом по ходу перемещения ленты в технологической последовательности смонтированы устройства: для непрерывного наращивания ленты, для нанесения на ленте перфорации.
Оформления зоны кристаллодержателя диода и шагового перемещения ленты, для обезжиривания ленты, для присоединения к ленте в зоне оформленного кристаллодержателя нижнего вывода диода, для флюсования и лужения оформленных на ленте участков кристаллодержателя диода, для промывки ленты от флюса и ее последующей сущки, для подготовки ленты к напайке р-ппереходов, для присоединения к ленте в зоне оформленного кристаллодержателя баллона диода, для обжима и проверки трубки баллона диода, для присоединения к диоду верхн.его вывода, для отделения собранного диода от ленты, для механизированного разделения и сборки отходов ленты.
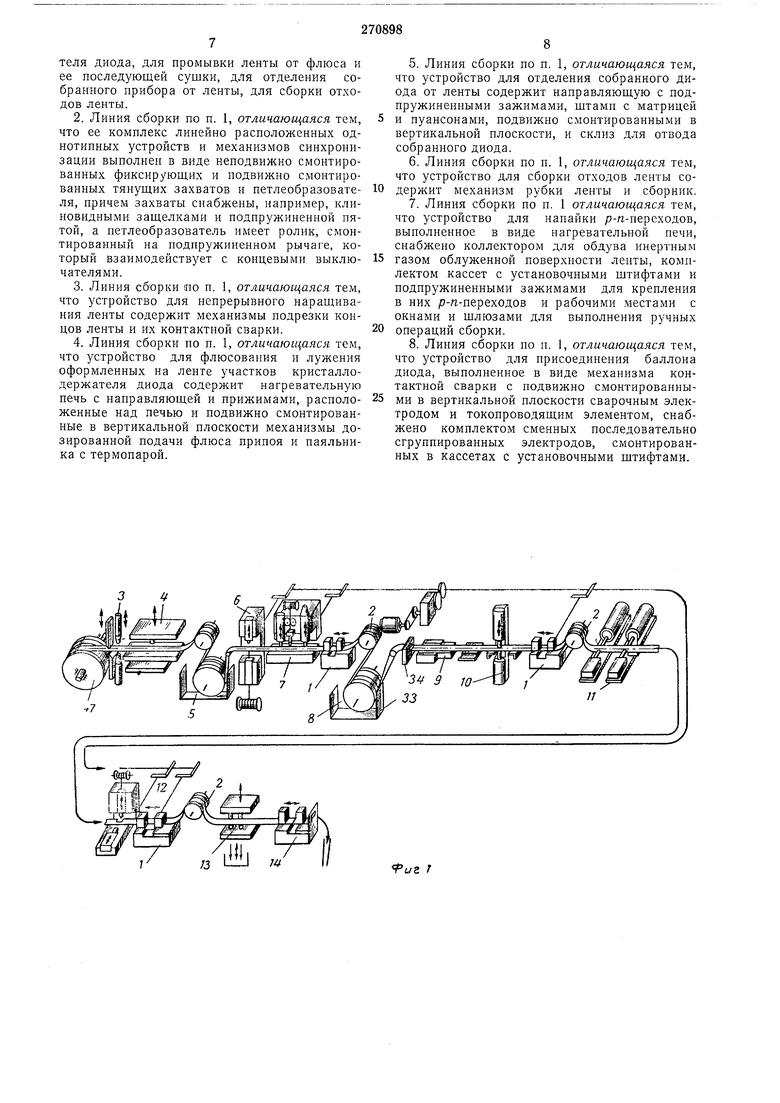
На фиг. 1 изображена принципиальная схема предлагаемой механизированной линии; на фиг. 2 - устройство для осуществления щагового перемещения отдельных участков ленты и механизм синхронизации этого перемещения: на фиг. 3 - устройство для непрерывного наращивания ленты; на фиг. 4- устройство для присоединения нижнего вывода диода к ленте в зоне оформленного кристаллодержателя диода; на фиг. 5 - устройство для флюсования и лужения оформленных на ленте участков кристаллодержателя диода; на фиг. 6 - устройство для подготовки ленты к напайке р-п-переходов; на фиг. 7- устройство для присоединения к ленте в зоне оформленного кристаллодержателя баллона диода; на фиг. 8 - устройство для отделения собранного диода от ленты и устройство для механизированного разделения и сборки отходов ленты; на фиг. 9 - устройство для нанесения на ленте нерфорации, оформления зоны кристаллодержателя диода и шагового перемещения ленты.
Предлагаемая механизированная линия сборки содержит комплекс линейно расположенных однотипных устройств 1 и механизмов синхронизации 2 шагового перемещения отдельных участков ленты; при этом по ходу перемещения ленты в технологической последовательности смонтированы: устройство 3 для непрерывного наращивания ленты, устройство 4 для нанесения на ленте перфорации, оформления зоны кристаллодержателя диода и шагового перемещения ленты, устройство 5 для обезжиривания ленты, устройство 6 для присоединения к ленте в зоне оформленного крнсталлодержателя нижнего вывода прибора, устройство 7 для флюсования и лужения оформленных на ленте участков кристаллодержателя диода, устройство 8 для промывки ленты от флюса и ее последующей сушки, устройство 9 для подготовки ленты к напайке р-/г-переходов, устройство 10 для присоединения к ленте в зоне оформленного кристаллодержателя баллона диода, устройство 11 для обжима и проварки трубки баллона диода, устройство 12 для присоединения к диоду верхнего вывода, устройство 13 для отделения собранного диода от ленты и устройство 14 для механического разделения и сборки отходов ленты.
Каждое из комплекса линейно расположенных однотипных устройств для шагового перемещения отдельных участков ленты выполнено в виде захватов 15 и 16 с клиновидными защелками и подпружиненной пятой, причем захват 15 смонтирован неподвижно, а захват 16 установлен на ползушке н кинематически соединен с групповым приводом.
Механизмы синхронизации перемещения отдельных участков ленты выполнены в виде шарнирно укрепленного на подпружиненном кронштейне ролика 17, взаимодействующего с системой концевых выключателей 18, электрически соединенных с цепью питания магнитного пускателя главного привода и индивидуальными приводами устройства для нанесения на лергге .перфорации, оформления зоны кристаллодержателя диода и шагового перемещения ленты и устройства отделения собранных диодов от ленты.
Устройство для непрерывного наращивания ленты содержит механизм 19 для подрезки ее концов и механизм 20 для сваривания концов соединяемых лент.
полнено в виде пресса с индивидуальным приводом (фиг, 9), пуансон 21 которого подвижно смонтирован в вертикальной плоскости, а матрица 22 снабжена фиксирующим ленту захватом и подпружиненной ползушкой 23 с укрепленным на ней тянущим ленту захватом, конструкция которых, в основном, однотипна конструкции захватов 15 и 16. Устройство для обезжиривания ленты вынолнено в виде ванны, в которую залита применяемая для обезжиривания жидкость.
Устройство для присоединения к ленте в зоне оформленного кристаллодержателя нижнего вывода диода выполнено в виде автомата, который снабжен кронштейном 24 для крепления бобины с проволокой, систе.мой рихтовочных роликов 25, механизмом 26 шаговой подачи проволоки и ее фиксированной резки,а также механизмом 27 контактной
конденсаторной сварки с системой электродов, один из которых подвижно смонтирован в вертикальной плоскости и соединен с индивидуальным пневмоприводом 28. Устройство для флюсования и лужения на
ленте оформленных участков кристаллодержателя диода также выполнено в виде автомата и содержит нагревательную электропечь 29 с термопарой, направляющую с прижимами, расположенные над печью и подвижно
смонтированные в вертикальной плоскости механизмы 30 н 31 дозированной нодачи флюса н нрнпоя, а также подвижно смонтированный паяльник 32 с термопарой.
Устройство для промывки ленты от флюса
и ее последующей сушки выполнено в виде ванны 33 с трубопроводами для централизованной подачи водопроводной и деионизированной воды и сушильной камеры 34. Устройство для нанайки р-л-нереходов
выполнено в виде комплекса линейно расположенных механизмов, обслуживаемых оператором. Оно содержит нагревательную электропечь 35 с термопарой, направляющую для размещения ленты и коллектором для обдува
азотом облуженной поверхности ленты, направляющую 36 для установки кассет с переходами и направляющую 37 для установки баллона диода. При этом с обеих сторон устройства 9 Предусмотрены рабочие места с окнами и шлюзами для выполнения некоторых ручных операций сборки диодов.
Устройство для присоединения к ленте в зоне оформленного кристаллодержателя баллона диода выполнено также в виде двух линейно расположенных механизмов, обслуживаемых оператором. Оно содержит направляющую 38 для ориентированного перемещения ленты, механизм 39 контактной конденсаторной сварки с двумя подвижно с.монтированными в вертикальной плоскости электродами, один из которых выполнен регулируемым, а также комплект сменных кассет 40 с установочными штифта.ми и съемными электродами 41. баллона выполнено в виде пресса и механизма контактной конденсаторной сварки, которые приводятся в действие посредством индивидуальных пневмоприводов. Устройство для отделения собранного дио- 5 да от ленты содержит направляющую 42 с подпружиненными зажимами, штамп 43 с пуансонами и матрицей, подвижно смонтированными в вертикальной плоскости, и склиз 44 для отвода собранного диода. Устройство для механического разделения и сборки отходов ленты выполнено в виде механизма 45 резки ленты и сборника 46. Предлагаемая механизированная линия сборки полупроводниковых диодов работает 15 следующим образом. Перед началом пуска линии в нее устанавливают барабан 47 с лентой, подрезают с помощью механизма резки, снабженного ножным приводом, конец ленты и заводят его в 20 пресс устройства 4. Этот пресс снабжен индивидуальным приводом, при пуске которого пуансон 21 прорубает в ленте отверстия а, формует зону б кристаллодержателя (фиг. 6) и фиксированно перемещает ленту на щаг с 25 помощью подпружиненной ползущки 23, на которой укреплен тянущий захват, снабженный клиновидными защелками, автоматически захватывающими и протягивающими участок ленты за отверстия а. При возвращении ползущки 23 в исходное положение ленту фиксирует в определенном положении другой неподвижно смонтированный захват, который конструктивно выполнен по аналогии с тянущим. При переходе на следующую рабочую позицию лента изгибается в виде петли, которая охватывает ролик 17 механизма 2 синхронизации перемещения отдельных участков ленты, и проходит через ванну устройства 5 40 для обезжиривания ленты. После обезжиривания ленты устройство 6 автоматически приваривает к ней в зонах б оформленного кристаллодержателя нижний вывод в прибора (фиг. 4), и при перемещении ленты через ра- 45 бочую позицию устройства 7 на участки (зоны) б дозированио наносятся флюс и олово, после чего осуществляется их лужение. Дальнейшее шаговое перемещение определенных участков ленты осуществляет ком-50 плекс линейно расположенных однотипных устройств 1, каждое из которых снабжено неподвижным фиксирующим захватом 15 и тянущим подвижно установленным захватом 16. Тянущие захваты 16 приводятся в действие55 от группового привода линии. Для синхронизации перемещения отдельных участков ленты после каждого устройства / сразу же последовательно смонтирован механизм 2 синхронизации. Если лента, огибая ролик 17, об-60 разует такую петлю, длина которой превысит допустимые границы (как в сторону увеличения, так и уменьщения петли), то шарнирно укрепленный подпружиненный кронщтейн кре1030 35 чателей 18. При предельном наращивании петли автоматически отключается индивидуальный привод устройства 4, а при ее предельной выборке - главный привод линии. На рабочей позиции устройства 8 участок протягиваемой ленты промывается от флюса сначала водопроводной, а затем деионизованной водой, выпускается и перемещается к следующей рабочей позиции устройства 9, где лента подвергается предварительному нагреву, обдувается азото.м, и операторы устанавливают и снимают с нее кассеты с заранее набранными в них р-п-переходами г (фиг. 6), которые соединяются с лентой посредством олова. После припайки р-п-переходов на них вручную или механизированно надевают баллон д диода, который соединяют с лентой путем контактной кольцевой сварки, автоматически выполняемой механизмом 39. Комплект кассет 40, которые являются носителями съемных электродов 41, обеспечивает бесперебойную работу линии и качественную приварку баллона диода. На рабочей позиции устройства W трубка баллона диода автоматически обжимается прессом и проваривается путем контактной конденсаторной сварки, а на следующих рабочих позициях устройств 12, 13 и 14 автоматически прикрепляют к ней посредством контактной конденсаторной сварки верхний вывод диода, отделяют собранный диод от ленты, и механически разделяют ленту на отрезки определенной длины, собирая их в сборник 46. При необходимости (вместо механического разделения) отходы ленты можно наматывать на другой приемный барабан. Когда лента на барабане 47 полностью израсходована, взамен устанавливают барабан с новой лентой, и соединяют концы обеих лент контактной сваркой, осуществляемой механизмом с ножным приводом. Предмет изобретения 1. Линия сборки полупроводниковых диодов, содержащая устройство для напайки р-п-перехода, устройство для присоединения баллона диода, устройства для герметизации трубки баллона диода и устройства для присоединения верхнего и нижнего выводов днода, отличающаяся тем, что, с целью обеспечения комплексной механизации процессов сборки диодов на непрерывной ленте, линия снабжена групповым механизмом привода, комплексом линейно расположенных однотипных устройств и механизмов синхронизации для осуществления шагового перемещения отдельных участков ленты, а также устройствами: для непрерывного наращивания ленты, для нанесения на ленте перфорации, оформления зоны кристаллодержателя диода и щагового перемещения ленты, для обезжиривания ленты, для флюсования и лужения офортеля диода, для промывки ленты от флюса и ее последующей сушки, для отделения собранного прибора от ленты, для сборки отходов ленты.
2.Линия сборки по п. 1, отличающаяся тем, что ее комплекс линейно расположенных однотипных устройств н механизмов синхронизации выполнен в виде неподвижно смонтированных фиксирующих и подвижно смонтированных тянущих захватов и петлеобразователя, причем захваты снабжены, например, клиновидными защелками и подпружиненной пятой, а петлеобразователь имеет ролик, смонтированный на подпружиненном рычаге, который взаимодействует с концевыми выключателями.
3.Линия сборки (ПО п. 1, отличающаяся тем, что устройство для непрерывного наращивания ленты содержит механизмы подрезки концов ленты и их контактной сварки.
4.Линия сборки по п. 1, отличающаяся тем, что устройство для флюсования и лужения оформленных на ленте участков крнсталлодержателя диода содержит нагревательную печь с направляющей и прижимами, расположенные над печью и подвижно смонтированные в вертикальной плоскости механизмы дозированной подачи флюса припоя и паяльника с термопарой.
5.Линия сборки по п. 1, отличающаяся тем, что устройство для отделения собранного диода от ленты содержит направляющую с подпружиненными зажимами, штамп с матрицей
и пуансонами, подвижно смонтированными в вертикальной плоскости, и склиз для отвода собранного диода.
6.Линия сборки по п. 1, отличающаяся тем, что устройство для сборки отходов ленты содержит механизм рубки ленты и сборник.
7.Линия сборки по п. 1 отличающаяся тем, что устройство для напайки р-п-переходов, выполненное в виде нагревательной печи, снабжено коллектором для обдува инертным
газом облуженной поверхности ленты, комплектом кассет с установочными штифтами и подпружиненными зажимами для крепления в них /9-/г-переходов и рабочими местами с окнами и щлюзами для выполнения ручных
операций сборки.
8.Линия сборки по п. 1, отличающаяся тем, что устройство для присоединения баллона диода, выполненное в виде механизма контактной сварки с подвижно смонтированными в вертикальной плоскости сварочным электродом и токопроводящим элементом, снабжено комплектом сменных последовательно сгруппированных электродов, смонтированных в кассетах с установочными штифтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКСНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРАНЗИСТОРОВ | 1969 |
|
SU254662A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ В ПЛАСТМАССОВОМ КОРПУСЕ | 1969 |
|
SU243075A1 |
| МАНИПУЛЯТОР ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 1973 |
|
SU394959A1 |
| Линия для подготовки микросхем к монтажу | 1981 |
|
SU1023687A1 |
| СПОСОБ СБОРКИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1971 |
|
SU302998A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1969 |
|
SU244105A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1973 |
|
SU394958A1 |
| АВТОМАТИЧЕСКОЕ РОТОРНОЕ УСТРОЙСТВО | 1972 |
|
SU432236A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ МИКРОМОДУЛЕЙ | 1966 |
|
SU187853A1 |
| ВСЕСОЮЗНАЯ "1пдгЕйть'а-г?х.%".'Е:«м | 1971 |
|
SU302192A1 |




uz Г
Фиг. 2
7777
Г9.
ТттТ
7777
.З
5
иг.6
.i-A
270898
У//////Л
