Известно устройство для удалеиия внутреннего грата электросварных труб механическим путем, состоящее из державки с резцом и механизма, обеспечивающего ход и ноложение резца нри снятии внутреннего грата.
Описываемое устройство для удаления внутреннего грата при изготовлении электросварных труб содержит державку с рабочим инструментом, вводимую в трубу через щель между несваренными кромками, а свободный конец державки жестко связан с нагрулсенной пластинчатой пружиной, другой конец которой закреплен в корпусе, перемещающемся вдоль свариваемой трубы и содержащем вибратор, например электромагнитный, вызывающий колебания пружины с амплитудой, задаваемой жестким упором, расположенным в корпусе. При использовании такого устройства повышается качество сварного щва нутем пластиче кой деформации металла щва.
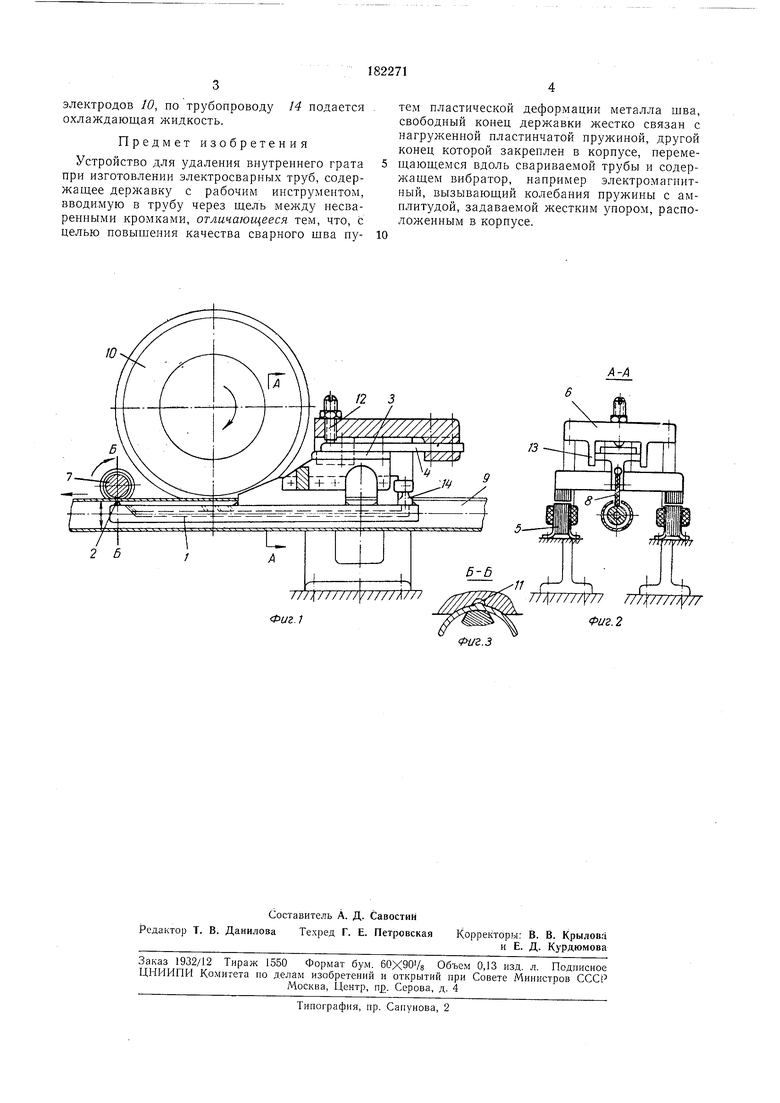
Па ф.;г. 1 показано описываемое устройство, продол.ный разрез; на фиг. 2-то же, разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Устройство состоит из державки 1 с рабочим ииструмептом в виде пуансона-бойка 2, виброплощадки 3, пластинчатой пружины 4, вибраторов 5, корпуса 6 и матрицы-валка 7.
юй трубы 9 перед сварочнымн электродами 10. Виброплощадка 3 закреплена на предварительно нагруженной рабочей пружине 4. К Биброплощадке крепятся вибраторы 5, в качестве которых могут быть использованы электромагниты, питаемые неременным током.
Рабочая поверхность бойка 2 выполнена сферической или торовой с диаметром в поперечном сечеиии, равным внутреннему диаметру трубы. Против бойка с наружной стороны трубы установлена матрица-валок 7, рабочий профиль которой соответствует наружному профилю трубы 9. Матрица-валок имеет кольцевой ручей 11.
С помощью вибраторов 5 1 с пуансоном-бойком 2 нриводится в колебательное движение с амплитудой, равной высоте внутреннего грата. При этом нуансон-боек подвергает деформации сварной щов изнутри трубы.
Внутренний грат выдавливается наружу в ручей и, носле чего его снимают с иаружной поверхности трубы резцом.
Регулировку амплитуды колебаний пуансона-бойка 2 производят винтом 12, центрирование его в трубе осуществляется направляющими 13.
электродов 10, по трубопроводз
14 подается охлаждающая жидкость.
Предмет изобретения
Устройство для удаления внутреннего грата при изготовлении электросварных труб, содержащее державку с рабочим инструментом, вводимую в трубу через щель между песваренпыми кромками, отличающееся тем, что, с целью повышения качества сварного шва путем пластической деформации металла шва, свободный конец державки жестко связан с нагруженной пластинчатой пружиной, другой конец которой закреплен в корпусе, перемещающемся вдоль свариваемой трубы и содержащем вибратор, например электромагнитный, вызывающий колебания пружины с амплитудой, задаваемой жестким упором, расположенным в корпусе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА ПРИ ИЗГОТОВЛЕНИИ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1966 |
|
SU188606A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2014 |
|
RU2595163C2 |
| Устройство для удаления внутреннего грата из прямошовных электросварных труб | 1987 |
|
SU1766553A1 |
| Роликовое устройство для деформирования внутреннего грата в электросварных трубах | 1983 |
|
SU1118446A1 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| Устройство для удаления внутреннего грата в прямошовных электросварных трубах | 1989 |
|
SU1680403A1 |
| Машина для изготовления трубчатыхиздЕлий КОНЕчНОй длиНы | 1975 |
|
SU845759A3 |
////f////// ////// /// // / /////(/// ///I/////I/// Фиг.2
