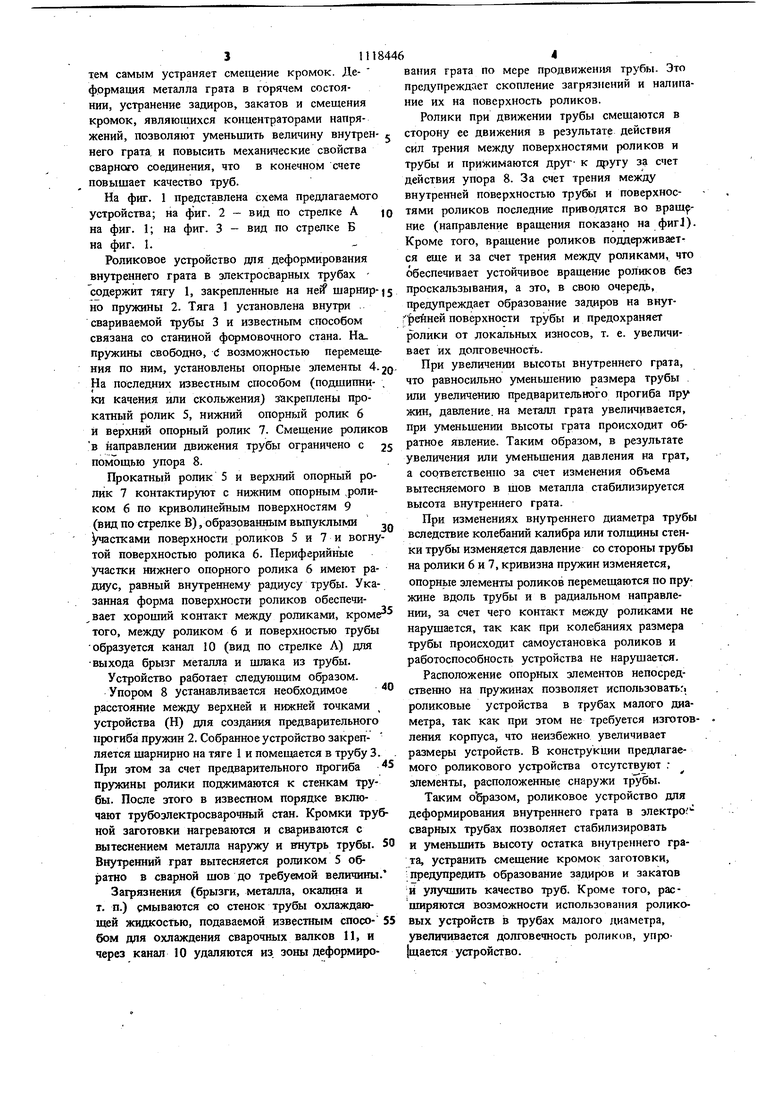
Изобретение относится к производству электросварных труб и может быть использовано на трубоэлектросварочных станах. Известия роликовая головка для закатки внутреннего грата, представляющая собой массивнь|й корпус, в котором жестко закреплены верхний закатывающий ролик и два нижних опорных ролика. Корпус с помощью штифта соединен с тягой, которая неподвижно закреплена на станине рабочей клети формовочного стана. Закатку грата производят верхним роликом головки, нижние ролики, являясь опорными, катятся по внутренней поверхности трубы. Перед эксплуатацией ролики головки выставляют по шаблону так, чтобы расстояние между нижними onopHbtMH роликами и верхним закатывающим равнялось внутреннему диаметру трубы с плюсовы допуском. Закатку грата производят при 500-600°С 1. Недостатком указанного устройства являетс то, что жесткое крепление роликов в корпусе не позволяет регулировать величину давления на грат и расстояние между роликами по вертикали, что приводит к неравномерной закатке грата и большой высоте остатка (более 0,5 мм); наличие двух опорных роликов расположенных с противоположной стороны от закатывающего, делает невозможным. при лижение закатывающего ролика к месту свар ки или вызывает необходимость значительного удаления ферритовой насадки от точки схождения кромок, что приводит к ухудшению к чества сварки. Наиболее близким по технической сущност и достигаемому зффекту к предпагаемому является роликовое устройство для деформирования BHjTpeHHero грата, содержащее прока ный и опорные ролики, закрепленные яа подпруж(П1еннь х опорных элементах, связанных с тягой {21. В этом устройстве прокатный и опорный ролики установлены в теле оправки с противоположных сторон. Прокатные и опорные ролики расположены на опорных элементах, подпирающих тело оправки с использованием пружин, действующих на ролики в радиальном направлении. Опорные элементы удерживаются в теле оправки с помощью винтов, путем вращешя которых регулируется рассто яние между опорными элементами и продольной осью снтравки, когда последняя находится в нерабочем состоянии. Снаружи трубы, напротив Прокатного и опорного роликов установлены роликовые опоры. С помощЫЬ пружин в этом устройстве регулируется усилие, действующее на сварной шов. Устройство может быть размещено в трубах любого диаметра. Однако расположение в известном устройстве всех опорных роликов на противоположной, по отношению к прокатной, стороне приводагт к необходимости расположения по меньшей мере одного опорного ролика перед рабочим. Это делает невозможным располагать устройства вблизи сварочных валков, приближать ролик к месту сварки и производить деформацию грата в горячем состоянии, тем более, что устройство снабжено еще опорными элементами, расположенными снаружи трубы. Деформация же грата в холодном состоянии препятствует вдавливанию металла грата в шов и образованию однородного шва, что Приводит к образованию закатов, являющихся концентраторами напряжений, наклепу металла щва и, как следствие, к ухудшению механических свойств трубы. Регулирование расстояния от опорных элементов до продольной оси оправки (трубы) с помощью винтов возможно только тогда, когда оправка находится в нерабочем состоянии (до установки в трубу). Кроме того, такая конструкция может вызвать местную деформацию не только грата, но и стенки трубы. Цель изобретения - улучшение качества труб путем уменьшения величины внутреннего грата и исключения смещения свариваемых кромок. Указанная цель достигается тем, что в устройстве, содержащем тягу и подпружиненные относительно нее прокатный и опорные ролики, оси одного из опорных роликов и прокатного ролика размещены по одну сторону от оси тяги, а ось другого опорного роликапо другую сторону от этой оси, при этом рабочая поверхность вторбго опорного ролика выполнена в средней ее части вогнутой, а по краям - выпуклой, ролики подпружинены в двух взаимно перпендикулярных направлениях и шаршфно связаны с тягой. Расположение одного из опорных роликов со стороны прокатного позволяет максимально Приблизить прокатный ролик к месту сварки (к оси сварочных валков), что дает возможность деформировать внутренний грат даже относительно малой величины (0,3-0,5 мм) быстро остывающий при достаточно высокой температуре, что позволяет вытеснять горячий Metann грата в ие окончательно затвердевший горячий металл шва и получать остаток грата иезна штельной величины (порядка 0,10,2 мм) и предупреждать обраэование закатов и задиров. Прокатный ролик,, расположенный в процессе сварки вблизи места сварки, где металл шва еще не затвердел и кромки трубюй заготовки относительно подвижны, подпирает кромки заготовки и тем самым устраняет смещение кромок. Деформация металла грата в горячем состоянии, устранение задиров, закатов и смещения кромок, являющихся концентраторами напряжений, позволяют уменьшить величину внутрен него грата, и повысить механические свойства сварного соединения, что в конечном счете повышает качество труб. На фиг. 1 представлена схема предлагаемог устройства; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1. Роликовое устройство для деформирования внутреннего грата в электросварных трубах содержит тягу 1, закрепленные на Heif шарнир но пружины 2. Тяга 1 установлена внутри . свариваемой трубы 3 и известньп л способом связана со станиной формовочного стана. На пружины свободно, (5 возможностью перемещ ния по ним, установлены опорные элементы 4 На последних известным способом (подшипники качения или скольжения) закреплены прокатный ролик 5, нижний опорный ролик 6 и верхний опорный ролик 7. Смещение ролик в направлении движения трубы ограничено с помЪщью упора 8. Прокатный ролик 5 и верхний опорный ролик 7 контактируют с нижним опорным ,роликом 6 по Криволинейным поверхностям 9 (вид по стрелке В), образованным выпуклыми Участками поверхности роликов 5 и 7 и вогну той поверхностью ролика 6. Периферийные участки нижнего опорного ролика 6 имеют ра диус, равный внутреннему радиусу трубы. Ука занная форма поверхности роликов обеспечи,вает хороший контакт между роликами, кром того, между роликом 6 и поверхностью трубы образуется канал 10 (вид по стрелке Л) для выхода брызг металла и шлака из трубы. Устройство работает следующим образом. Упором 8 устанавливается необходимое расстояние между верхней и нижней точками устройства (Н) для создания предварительного прогиба пружин 2. Собранное устройство закрепляется шарнирно на тяге 1 и помещается в трубу 3 При этом за счет предварительного прогиба Пружины ролики поджимаются к стенкам трубы. После зтого в известном порядке включают трубоэлектросварочный стан. Кромки тру ной заготовки нагреваются и свариваются с вытеснением металла наружу и вгнутрь трубы. Внутренний грат вытесняется роликом 5 обратно в сварной шов до требуетлой величины Загрязнения (брызги, металла, окалина и т. п.) смываются со стенок трубы Охлаждающей жидкостью, подаваемой известным способом для охлаждения сварочных валков 11, и через канал 10 удаляются из. зоны деформирования грата по мере продвижения трубы. Это предупреждает скопление загрязнений и налипание их на поверхность роликов. Ролики при движении трубы смещаются в сторону ее движения в результате действия сил трения между поверхностями роликов и трубы и прижимаются друт к другу за счет действия упора 8. За счет трения между внутренней поверхностью и поверхностями роликов последние приводятся во (направление вращения показано на фигJ). Кроме того, вращение роликов поддерживжтся еще и за счет трения между роликами, что обеспечивает устойчивое вращение роликов без проскальзывания, а это, в свою очередь, предупреждает образование задирюв на внутГренней поверхности трубы и предохраняет ролики от локальных износов, т. е. увеличивает их дояговечнос гь. При увеличении высоты внутреннего грата, что равносильно уменьшению размера трубы . или увеличению предварительного прогиба пру жин, давление, на металл грата увеличивается, при уменьшении высоты грата происходит обратное явление. Таким образом, в результате увеличения или уменьшения давления на грат, а соответственпо за счет изменения объема вытесняемого в шов металла стабилизируется высота внутреннего грата. При изменениях внутреннего диаметра трубы вследствие колебаний калибра или толщины стенки трубы изменяется давление со стороны трубы на ролики 6 и 7, кривизна пружин изменяется, опорнью элементы роликов перемещаются по пружине вдоль трубы и в радиальном направлении, за счет чего контакт между роликами не нарушается, так как при колебаниях размера трубы происходит самоустановка роликов и работоспособность устройства не нарушается. Расположение опорных элементов непосредственно на пружинах позволяет использовать,роликовые устройства в трубах малого диаметра, так как при этом не требуется изготовления корпуса, что неизбежно увеличивает размеры устройств. В конструкции предлагаемого роликового устройства отсутствуют . элементы, расположенные снаружи . Таким образом, роликовое устройство для деформирования внутреннего грата в электро; сварных трубах позволяет стабилизировать и уменьшить высоту остатка внутреннего грата, устранить смещение кромок заготовки, предупредить образование задаров и закатов и улучшить качество труб. Кроме того, расширяются возможности использования роликовых устройств в трубах малого диаметра, увеличивается долговечность ролик1)в, упрощается устройство.
-H
фи15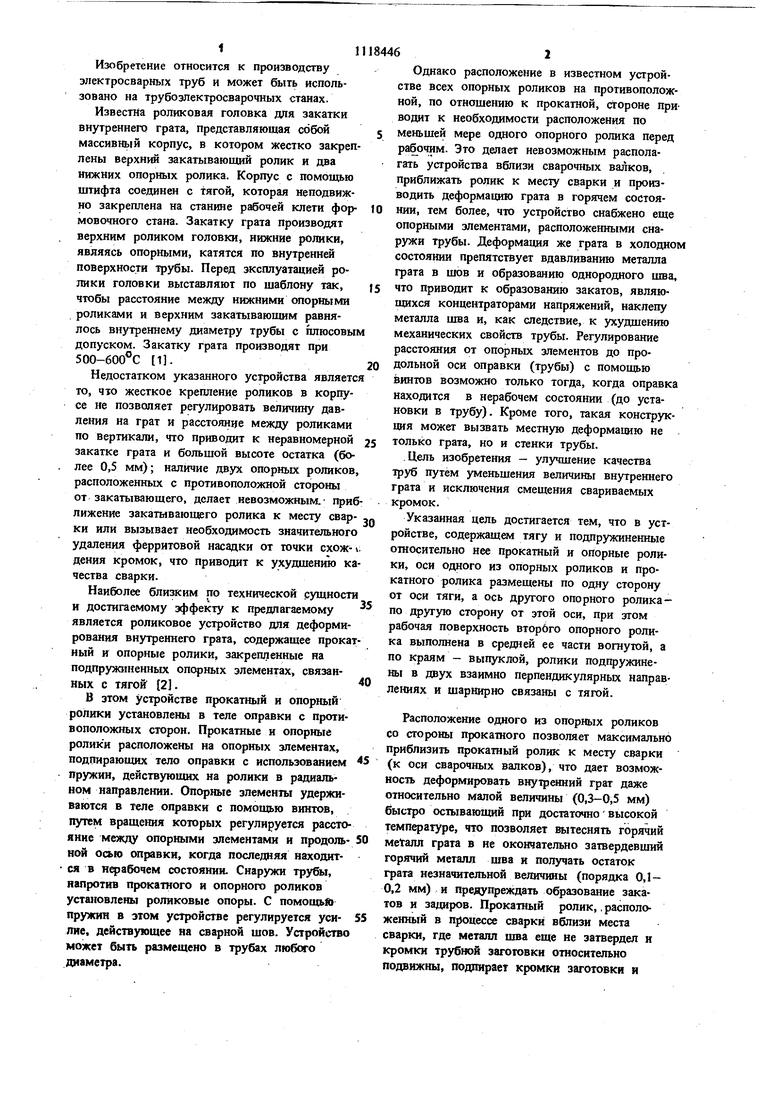
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства электросварных труб на непрерывных станах | 1983 |
|
SU1136864A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| Способ непрерывного изготовления сварных труб | 1987 |
|
SU1416230A1 |
| Способ производства труб | 1991 |
|
SU1790460A3 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| УСТРОЙСТВО для ЗАКАТКИ ВНУТРЕННЕГО ПРОДОЛЬНОГО ГРАТА В ТРУБАХ | 1970 |
|
SU279832A1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
| Устройство для удаления внутреннего грата из прямошовных электросварных труб | 1987 |
|
SU1766553A1 |
РОЛИКОВОЕ УСТРОЙСТВО ДЛЯ ДЕФОРМИЮВАНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ, содержащее тягу и подпружиншные относительно нее прокатный и опорные ролики, о т.л и ч а. ю щ е е с я тем, что, с целью улучшения качества труб путем уменьшения величины внутреннего грата к исключения смещения свариваемых кромок, оси одного из опорных рОликов и Прокатного ролика размещены по одну сторону от оси тяги, а ось другого опорного ролика - по другую сторону от этой оси, при этом рабочая поверхность второго опорного ролика выполнена в средней ее части вогнутой, а по краям - выпуклой, ролики подпружинены в двух взаимно перпендикулярных направлениях и шарнирно связаны с тягой. 00 4 4 d)
| I | |||
| Рымов В | |||
| А., Полухин П | |||
| И., Потапов И | |||
| Н | |||
| Совершенствование производства , стальных труб | |||
| Металлургия, 1983, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КОНСЕРВОВ "СОЛЯНКА ОВОЩНАЯ ИЗ СВЕЖЕЙ КАПУСТЫ" | 2011 |
|
RU2456818C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
