Изобретение относится к технологии трехслойных конструкций, предназначенных в качестве изоляционных строительных панелей, а также в качестве слоистых пакетов, используемых в швейной промышленности.
Целью изобретения является повышение прочности и гибкости с расширением диапазона физико-механических свойств при упрощении технологии изготовления трехслойных конструкций.
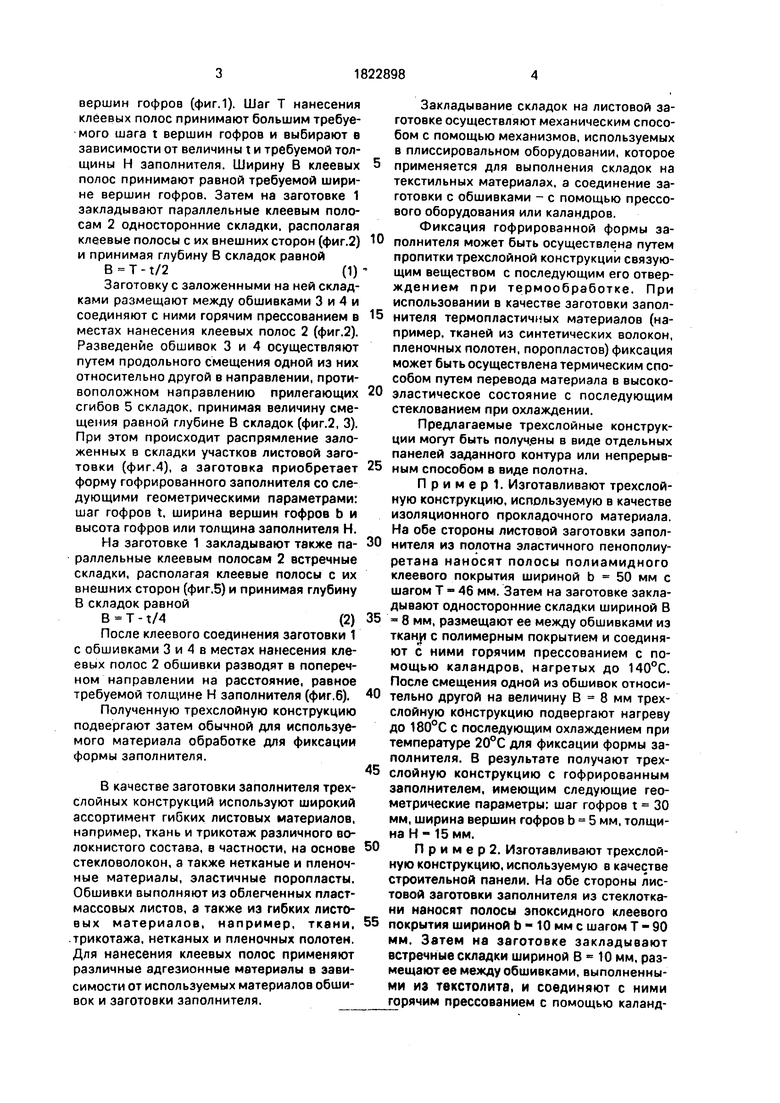
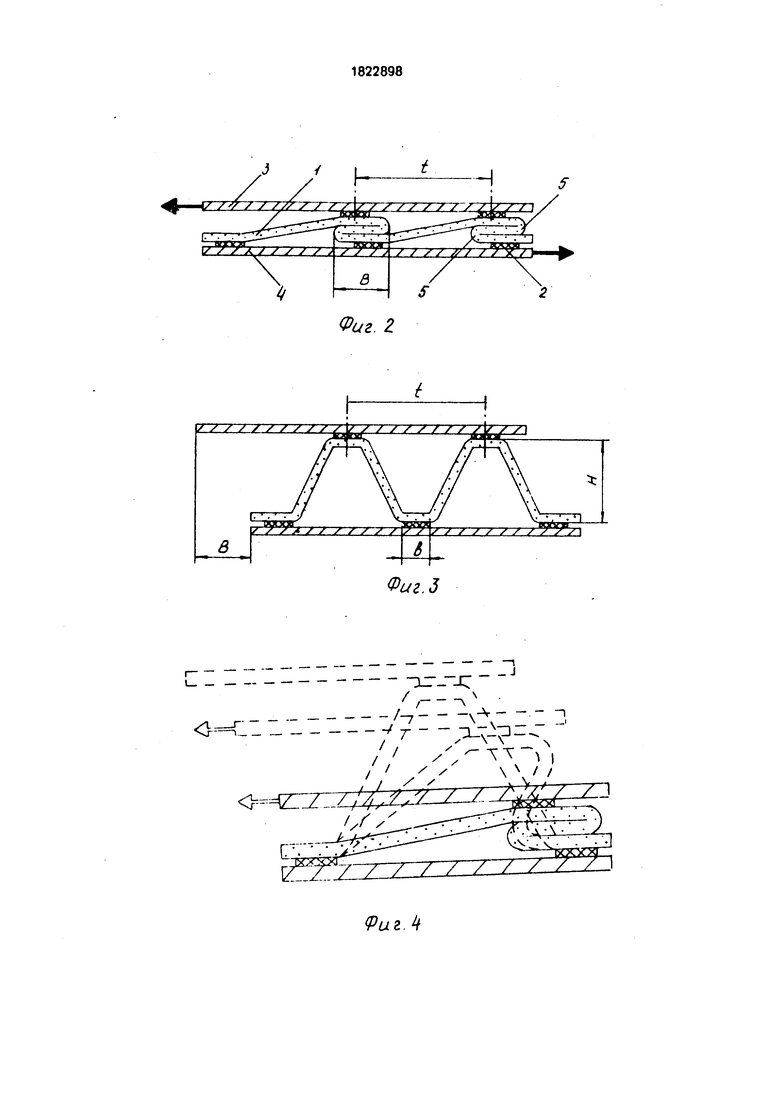
На фиг.1 показана листовая заготовка заполнителя с клеевыми полосами, поперечное сечение; на фиг.2 - соединенная с обшивками листовая заготовка заполнителя с
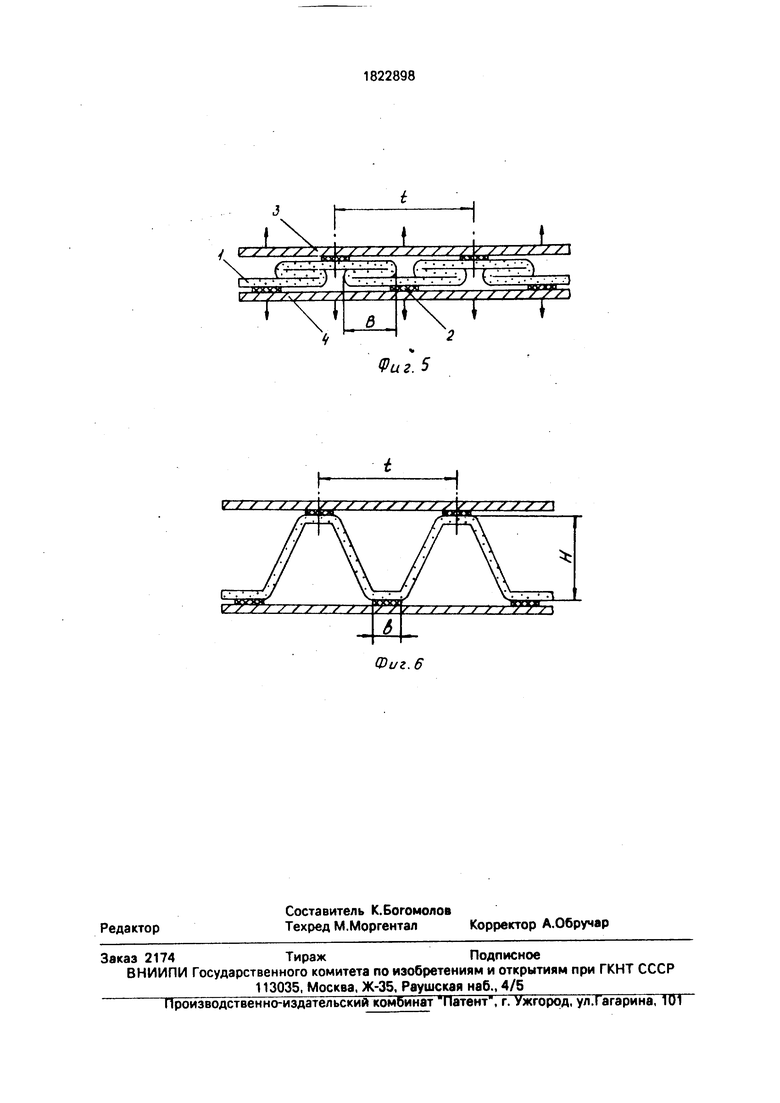
заложенными одностронними складками, поперечное сечение; на фиг.З - то же, с разведенными обшивками; на фиг.4 - схема распрямления одностронних складок при разведении обшивок путем продольного смещения; на фиг.5 - соединенная с обшивками листовая заготовка заполнителя с заложенными встречными складками, поперечное сечение; на фиг.6 - то же, с разведенными обшивками.
Способ осуществляют следующим образом.
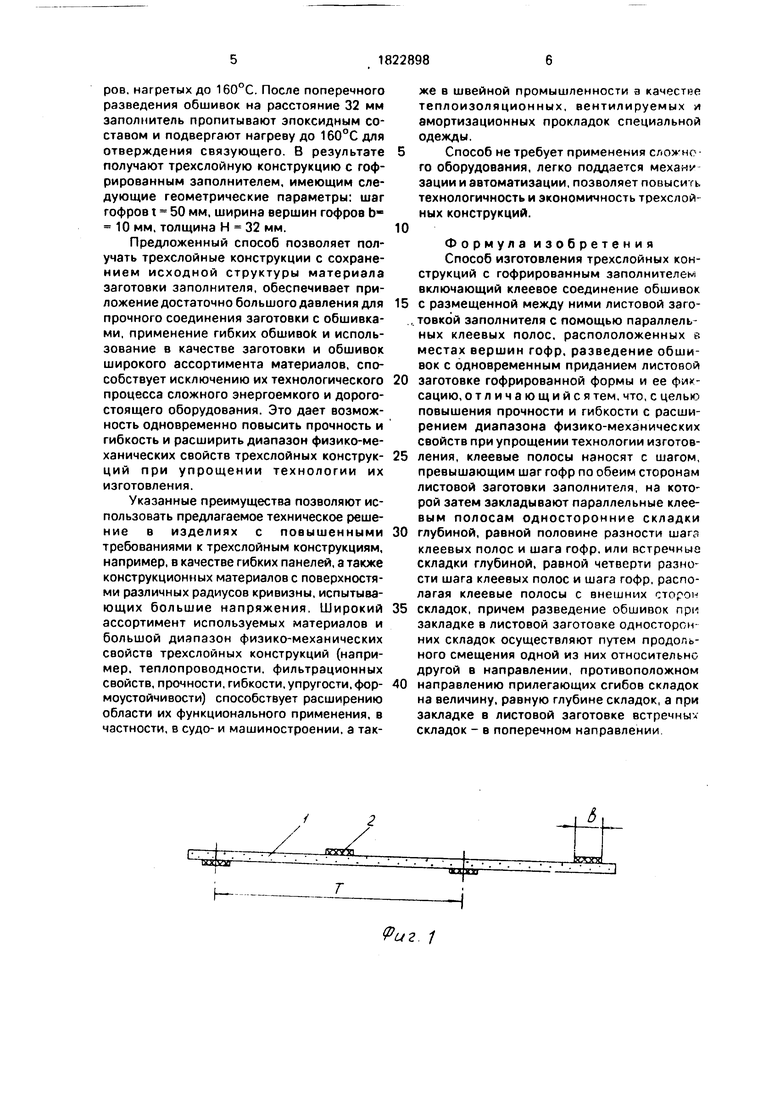
По обеим сторонам листовой заготовки 1 наносят параллельные клеевые полосы 2, располагая их в местах предполагаемых
00
ю ю
00
ч
00
вершин гофров (фиг.1). Шаг Т нанесения клеевых полос принимают большим требуемого шага t вершин гофров и выбирают в зависимости от величины t и требуемой толщины Н заполнителя. Ширину В клеевых полос принимают равной требуемой ширине вершин гофров. Затем на заготовке 1 закладывают параллельные клеевым полосам 2 односторонние складки, располагая клеевые полосы с их внешних сторон (фиг.2) и принимая глубину В складок равной
B T-t/2(1)
Заготовку с заложенными на ней складками размещают между обшивками 3 и 4 и соединяют с ними горячим прессованием в местах нанесения клеевых полос 2 (фиг.2). Разведение обшивок 3 и 4 осуществляют путем продольного смещения одной из них относительно другой в направлении, противоположном направлению прилегающих сгибов 5 складок, принимая величину смещения равной глубине В складок (фиг.2, 3). При этом происходит распрямление заложенных в складки участков листовой заготовки (фиг.4), а заготовка приобретает форму гофрированного заполнителя со следующими геометрическими параметрами: шаг гофров t. ширина вершин гофров b и высота гофров или толщина заполнителя Н.
На заготовке 1 закладывают также па- раллельные клеевым полосам 2 встречные складки, располагая клеевые полосы с их внешних сторон (фиг.5) и принимая глубину В складок равной
B T-t/4(2)
После клеевого соединения заготовки 1 с обшивками 3 и 4 в местах нанесения клеевых полос 2 обшивки разводят в поперечном направлении на расстояние, равное требуемой толщине Н заполнителя (фиг.6).
Полученную трехслойную конструкцию подвергают Затем обычной для используемого материала обработке для фиксации формы заполнителя.
В качестве заготовки заполнителя трехслойных конструкций используют широкий ассортимент гибких листовых материалов, например, ткань и трикотаж различного волокнистого состава, в частности, на основе стекловолокон, а также нетканые и пленочные материалы, эластичные поропласты. Обшивки выполняют из облегченных пластмассовых листов, а также из гибких листовых материалов, например, ткани, .трикотажа, нетканых и пленочных полотен. Для нанесения клеевых полос применяют различные адгезионные материалы в зависимости от используемых материалов обшивок и заготовки заполнителя.
Закладывание складок на листовой заготовке осуществляют механическим способом с помощью механизмов, используемых в плиссировальном оборудовании, которое применяется для выполнения складок на текстильных материалах, а соединение заготовки с обшивками - с помощью прессового оборудования или каландров.
Фиксация гофрированной формы заполнителя может быть осуществлена путем пропитки трехслойной конструкции связующим веществом с последующим его отверждением при термообработке. При использовании в качестве заготовки заполнителя термопластичных материалов (например, тканей из синтетических волокон, пленочных полотен, поропластов) фиксация может быть осуществлена термическим способом путем перевода материала в высокоэластическое состояние с последующим стеклованием при охлаждении.
Предлагаемые трехслойные конструкции могут быть получены в виде отдельных панелей заданного контура или непрерывным способом в виде полотна.
П р и м е р 1. Изготавливают трехслойную конструкцию, используемую в качестве изоляционного прокладочного материала. Иа обе стороны листовой заготовки заполнителя из полотна эластичного пенополиуретана наносят полосы полиамидного клеевого покрытия шириной b 50 мм с шагом Т 46 мм. Затем на заготовке закладывают односторонние складки шириной В - 8 мм, размещают ее между обшивками из ткани с полимерным покрытием и соединяют с ними горячим прессованием с помощью каландров, нагретых до 140°С. После смещения одной из обшивок относительно другой на величину В 8 мм трехслойную конструкцию подвергают нагреву до 180°С с последующим охлаждением при температуре 20°С для фиксации формы заполнителя. В результате получают трехслойную конструкцию с гофрированным заполнителем, имеющим следующие геометрические параметры: шаг гофров t 30 мм, ширина вершин гофров b 5 мм, толщина Н - 15 мм.
П р и м е р 2. Изготавливают трехслойную конструкцию, используемую в качестве строительной панели. На обе стороны листовой заготовки заполнителя из стеклоткани наносят полосы эпоксидного клеевого покрытия шириной b - 10 мм с шагом Т - 90 мм. Затем на заготовке закладывают встречные складки шириной В 10 мм, размещают ее между обшивками, выполненными из текстолите, и соединяют с ними горячим прессованием с помощью каландров, нагретых до 160°С. После поперечного разведения обшивок на расстояние 32 мм заполнитель пропитывают эпоксидным составом и подвергают нагреву до 160 С для отверждения связующего. В результате получают трехслойную конструкцию с гофрированным заполнителем, имеющим следующие геометрические параметры: шаг гофров t - 50 мм, ширина вершин гофров Ь- 10 мм, толщина Н 32 мм.
Предложенный способ позволяет получать трехслойные конструкции с сохранением исходной структуры материала заготовки заполнителя, обеспечивает приложение достаточно большого давления для прочного соединения заготовки с обшивками применение гибких обшивок и использование в качестве заготовки и обшивок широкого ассортимента материалов, способствует исключению их технологического процесса сложного энергоемкого и дорогостоящего оборудования. Это дает возможность одновременно повысить прочность и гибкость и расширить диапазон физико-механических свойств трехслойных конструкций при упрощении технологии их изготовления.
Указанные преимущества позволяют использовать предлагаемое техническое реше- ние в изделиях с повышенными требованиями к трехслойным конструкциям, например, в качестве гибких панелей, а также конструкционных материалов с поверхностями различных радиусов кривизны, испытывающих большие напряжения. Широкий ассортимент используемых материалов и большой диапазон физико-механических свойств трехслойных конструкций (например, теплопроводности, фильтрационных свойств, прочности, гибкости, упругости, фор- моустойчивости) способствует расширению области их функционального применения, в частности, в судо- и машиностроении, а так1
же в швейной промышленности а качестве теплоизоляционных, вентилируемых и амортизационных прокладок специальной
одежды.
Способ не требует применения сложно
го оборудования, легко поддается механи зации и автоматизации, позволяет повысить технологичность и экономичность трехслойных конструкций.
0
Формула изобретения
Способ изготовления трехслойных конструкций с гофрированным заполнителе включающий клеевое соединение обшивок 5 с размещенной между ними листовой заготовкой заполнителя с помощью параллель- ных клеевых полос, распололоженных в местах вершин гофр, разведение обшивок с одновременным приданием листовой 0 заготовке гофрированной формы и ее фиксацию, отличающийся тем. что, с целью повышения прочности и гибкости с расширением диапазона физико-механических свойств при упрощении технологии изготовления, клеевые полосы наносят с шагом, превышающим шаг гофр по обеим сторонам листовой заготовки заполнителя, на которой затем закладывают параллельные клеевым полосам односторонние складки глубиной, равной половине разности шага клеевых полос и шага гофр, или встречные складки глубиной, равной четверти разности шага клеевых полос и шага гофр, располагая клеевые полосы с внешних сторон 35 складок, причем разведение обшивок при закладке в листовой заготовке односторонних складок осуществляют путем продог,й- ного смещения одной из них относительно другой в направлении, противоположном 40 направлению прилегающих сгибов складок на величину, равную глубине складок, а при закладке в листовой заготовке встречные складок - в поперечном направлении
25
30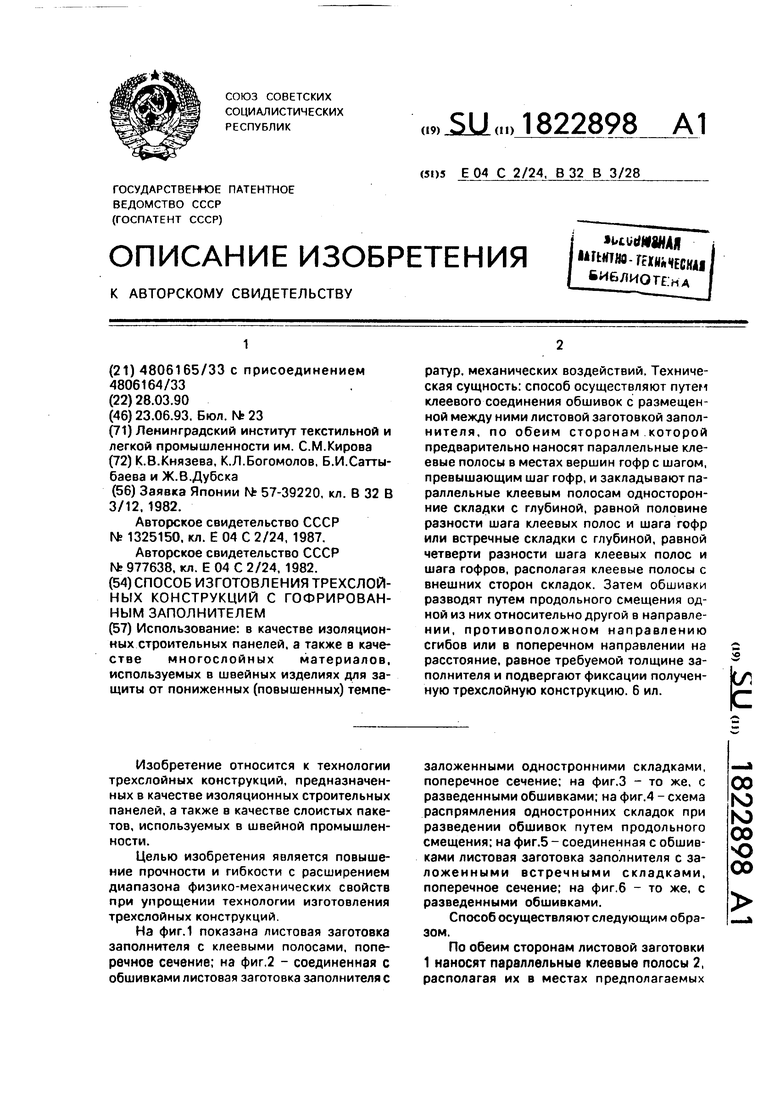
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2029835C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2415012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2356674C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2352726C1 |
| Способ изготовления трехслойной конструкции с гофрированным заполнителем | 1985 |
|
SU1325150A1 |
| Ячеистая панель | 1991 |
|
SU1791583A1 |
| Комбинированный строительный структурный блок | 1984 |
|
SU1213153A1 |
| Трехслойная панель | 1980 |
|
SU990996A1 |
Использование: в качестве изоляционных строительных панелей, а также в качестве многослойных материалов, используемых в швейных изделиях для защиты от пониженных (повышенных) температур, механических воздействий. Техническая сущность: способ осуществляют путем клеевого соединения обшивок с размещенной между ними листовой заготовкой запол- нителя, по обеим сторонам которой предварительно наносят параллельные клеевые полосы в местах вершин гофр с шагом, превышающим шаг гофр, и закладывают параллельные клеевым полосам односторонние складки с глубиной, равной половине разности шага клеевых полос и шага гофр или встречные складки с глубиной, равной четверти разности шага клеевых полос и шага гофров, располагая клеевые полосы с внешних сторон складок. Затем обшивки разводят путем продольного смещения одной из них относительно другой в направлении, противоположном направлению сгибов или в поперечном направлении на расстояние, равное требуемой толщине заполнителя и подвергают фиксации полученную трехслойную конструкцию. 6 ил. W W fc
Pit2 1
XXX/XXXx
i
x x x x /x
г /70
868ZZ81
iX
Фиг. 5
Фиг. 6
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Способ изготовления трехслойной конструкции с гофрированным заполнителем | 1985 |
|
SU1325150A1 |
| кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления трехслойных конструкций | 1973 |
|
SU977638A1 |
| кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
