Изобретение относится к технологии трехслойных конструкций, предназначенных для изоляции от тепловых, звуковых или механических воздействий и используемых в качестве строительных панелей, а также в качестве слоистых материалов для швейной промышленности.
Известен способ изготовления трехслойных конструкций, включающий нанесение параллельных клеевых полос на внутренние поверхности обшивок в местах предполагаемых вершин гофр заполнителя с шагом, равным требуемому шагу гофр заполнителя, клеевой соединение обшивок с размещенной между ними листовой заготовкой, разведение обшивок на расстояние, равное требуемой толщине заполнителя, с одновременным приданием листовой заготовке гофрированной формы за счет ее вытяжки и с последующей фиксацией полученной формы [1].
Трехслойные конструкции, получаемые известным способом, при удовлетворительной прочности соединения заполнителя с обшивками обладают низким сопротивлением сжатию вследствие наклонного расположения боковых сторон гофр относительно обшивок, причем увеличение сопротивления сжатию заполнителя невозможно без увеличения его массы. Известный способ характеризуется также высокой сложностью технологии.
Наиболее близким к изобретению является способ изготовления трехслойных конструкций, включающий нанесение клеевых полос с двух противоположных сторон листового заполнителя, закладывание на заполнителе параллельных клеевым полосам односторонних складок и укладку заполнителя в пакет между двумя обшивками с расположением клеевых полос с внешних сторон складок в шахматном порядке в плоскости поперечного сечения пакета, клеевое соединение заполнителя с обшивками, разведение обшивок путем продольного смещения одной из них относительно другой в направлении, перпендикулярном клеевым полосам, и фиксацию формы заполнителя [2].
Известный способ обеспечивает достаточную прочность соединения заполнителя с обшивками, однако не позволяет получать трехслойные конструкции, обладающие высоким сопротивлением сжатию при одновременном снижении массы, так как повышение сопротивления сжатию заполнителя таких конструкций возможно только путем уменьшения шага гофр, т.е. увеличения частоты гофр по длине заполнителя, что сопровождается повышением его массы. Кроме того, известный способ характеризуется повышенной сложностью технологии вследствие необходимости закладывания на листовой заготовке заполнителя складок перед соединением с обшивками.
Целью изобретения является одновременное повышение сопротивления сжатию и снижение массы трехслойных конструкций при упрощении технологии их изготовления и сохранении прочности соединения заполнителя с обшивками.
Поставленная цель достигается тем, что согласно способу изготовления трехслойных конструкций, включающему нанесение клеевых полос с двух противоположных сторон заполнителя, укладку заполнителя в пакет между двумя обшивками с расположением клеевых полос в шахматном порядке в плоскости поперечного сечения пакета, клеевое соединение заполнителя с обшивками, разведение обшивок путем продольного смещения одной из них относительно другой в направлении, перпендикулярном клеевым полосам, и фиксацию, заполнитель выполняют в виде отдельных полосовых заготовок шириной, равной сумме требуемой толщины заполнителя в трехслойной конструкции и удвоенной ширины клеевых полос, которые наносят по две на каждой заготовке вдоль ее продольных краев, заготовки укладывают параллельно одна другой с шагом, не меньшим ширины клеевой полосы, а смещение обшивок выполняют, перемещая края каждой заготовки навстречу один другому и принимая величину смещения равной ширине заготовки, уменьшенной на ее толщину и удвоенную ширину клеевой полосы.
Заявляемой совокупностью отличительных признаков является выполнение заполнителя в виде отдельных полосовых заготовок шириной, равной сумме требуемой толщины заполнителя в трехслойной конструкции и удвоенной ширины клеевых полос, которые наносят по две на каждой заготовке вдоль ее продольных краев, укладка заготовок параллельно одна другой с шагом, не меньшим ширины клеевой полосы, выполнение смещения обшивок, перемещая края каждой заготовки навстречу один другому и принимая величину смещения равной ширине заготовки, уменьшенной на ее толщину и удвоенную ширину клеевой полосы.
Выполнение полосовых заготовок заполнителя шириной, равной сумме требуемой толщины заполнителя в трехслойной конструкции и удвоенной ширины клеевых полос, нанесенных по две на каждой заготовке вдоль ее продольных краев, укладка заготовок параллельно одна другой с шагом, не меньшим ширины клеевой полосы, и выполнение смещения обшивок, перемещая края каждой заготовки навстречу один другому и принимая величину смещения равной ширине заготовки, уменьшенной на ее толщину и удвоенную ширину клеевой полосы, позволяет получать трехслойные конструкции с заполнителем, выполненным в виде перегородок, перпендикулярных обшивкам, при обеспечении возможности требуемого увеличения шага расположения перегородок. Это дает возможность повысить сопротивление сжатию трехслойных конструкций при одновременном снижении их массы. Предложенные признаки обеспечивают приложение достаточно большого давления для прочного соединения заполнителя с обшивками и способствуют упрощению технологии изготовления конструкций за счет исключения необходимости закладывания складок на заготовках.
Указанные преимущества позволяют использовать изобретение в изделиях с повышенными требованиями к трехслойным конструкциям, например, в качестве облегченных изоляционных панелей, испытывающих большие напряжения и предназначенных для изоляции от тепловых, звуковых или механических воздействий, а также в качестве многослойных пакетов для швейной промышленности.
На фиг. 1 показаны полосовые заготовки заполнителя, соединенные с обшивками; на фиг. 2 - то же, с разведенными обшивками.
Способ осуществляют следующим образом.
С двух противоположных сторон полосовых заготовок 1 заполнителя толщиной δнаносят клеевые полосы 2 шириной b, располагая их по две на каждой заготовке вдоль ее продольных краев (фиг. 1). При этом ширину а каждой полосовой заготовки принимают равной
а= Н+ 2b, (1) где Н - требуемая толщина заполнителя в трехслойной конструкции (фиг. 2).
Полосовые заготовки 1 укладывают между двумя обшивками 3 и 4 параллельно одна другой с шагом t, не меньшим ширины b клеевой полосы 2, располагая клеевые полосы в шахматном порядке в плоскости поперечного сечения пакета (фиг. 1). Заготовки 1 соединяют с обшивками 3 и 4 горячим прессованием в местах нанесения клеевых полос 2, а затем выполняют продольное смещение одной из обшивок относительно другой в направлении, перпендикулярном клеевым полосам, перемещая края каждой заготовки навстречу один другому (фиг. 1) и принимая величину смещения В (фиг. 2) равной
В=а- δ-2b. (2)
В результате происходит изгиб полосовых заготовок на участках, смежных с клеевыми полосами, и под действием возникающих в заготовках упругих сил обшивки разводятся в поперечном направлении (фиг. 2). При этом заготовки приобретают форму перпендикулярных к обшивкам 3 и 4 перегородок 5 высотой Н, равной требуемой толщине заполнителя, расположенных с шагом t. Полученную трехслойную конструкцию подвергают обычной для используемого материала обработке для фиксации формы заполнителя.
В качестве полосовых заготовок заполнителя трехслойных конструкций используют широкий ассортимент гибких листовых материалов, например ткань и трикотаж различного волокнистого состава, в частности, на основе стекловолокон, а также нетканые и пленочные материалы, эластичные поропласты. Обшивки выполняют из облегченных пластмассовых листов, а также из гибких листовых материалов, например, трикотажа, нетканых и пленочных полотен. Для нанесения клеевых полос применяют различные адгезионные материалы в зависимости от используемых материалов обшивок и заготовок заполнителя.
Соединение заготовок с обшивками осуществляют с помощью прессового оборудования или каландров. Фиксация формы трехслойных конструкций может быть осуществлена путем пропитки связующим веществом с последующим его отверждением при термообработке. При использовании в качестве заготовок термопластичных материалов (например, тканей из синтетических волокон, пленочных полотен, поропластов) фиксация может быть осуществлена термическим способом путем перевода материала в высокоэластическое состояние с последующим стеклованием при охлаждении.
Предлагаемые трехслойные конструкции могут быть получены в виде отдельных панелей заданного контура или непрерывным способом в виде слоистого полотна.
П р и м е р. Изготавливают трехслойную конструкцию, используемую в качестве изоляционной панели. С двух противоположных сторон полосовых заготовок из эластичного пенополиуретана шириной а=25 мм и толщиной δ =4 мм наносят полосы клеевого полиамидного покрытия шириной b=5 мм, располагая их по две на каждой заготовке вдоль ее продольных краев. Заготовки укладывают между двумя обшивками из ткани с полимерным покрытием параллельно одна другой с шагом t=30 мм, располагая клеевые полосы в шахматном порядке в плоскости поперечного сечения пакета, и соединяют с обшивками горячим прессованием с помощью каландров, нагретых до 140оС.
Затем одну из обшивок смещают относительно другой в направлении, перпендикулярном клеевым полосам, перемещая края каждой заготовки навстречу один другому и принимая величину смещения В=11 мм, после чего трехслойную конструкцию подвергают нагреву до 180оС с последующим охлаждением при 20оС для фиксации формы заполнителя. В результате получают трехслойную конструкцию с заполнителем толщиной Н=15 мм, выполненным в виде перпендикулярных перегородок с шагом t=30 мм.
Полученная трехслойная конструкция обладает более высоким сопротивлением сжатию в сравнении с прототипом, имеющим те же геометрические параметры Н, t, b и δ, так как перегородки ее заполнителя перпендикулярны к обшивкам в отличие от перегородок прототипа, расположенных к обшивкам под углом 56о. Масса заполнителя полученной трехслойной конструкции ниже в сравнении с прототипом на 46% . При этом прочность соединения заполнителя с обшивками сохраняется на уровне прототипа, так как параметры t и b (т.е. шаг и ширина клеевых швов) в сравниваемых конструкциях имеют одинаковые значения. Кроме того, получение трехслойной конструкции по рассматриваемому примеру характеризуется значительно меньшей трудоемкостью и сложностью технологии, так как не требует выполнения операций по закладыванию складок на заготовках.
Нарушение предлагаемого соотношения (1) между шириной а полосовых заготовок, шириной b клеевых полос и толщиной Н заполнителя недопустимо, так как приводит к невозможности получения трехслойных конструкций с требуемой толщиной Н заполнителя. Недопустимо также нарушение соотношения (2) между величиной смещения обшивок В, шириной а и толщиной δ заготовок и шириной b клеевых полос, так как это приводит к образованию перегородок, не перпендикулярных к обшивкам. Нарушение соотношения между шагом t укладки заготовок и шириной b клеевых полос (t≥b) технологически невозможно.
Изобретение позволяет повысить качество и надежность трехслойных изоляционных конструкций, способствует уменьшению их массы и материалоемкости, а также снижению себестоимости и трудоемкости изготовления. Способ не требует применения сложного оборудования, легко поддается механизации и автоматизации, создает предпосылки для переработки полосовых отходов листовых материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2029835C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННЫХ ПРОКЛАДОК | 1991 |
|
RU2024703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННЫХ ПРОКЛАДОК | 1991 |
|
RU2047708C1 |
| Способ изготовления трехслойных конструкций с гофрировальным заполнителем | 1990 |
|
SU1822898A1 |
| Многослойный пакет | 1990 |
|
SU1784183A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |
| Способ изготовления теплоизоляционных прокладок | 1985 |
|
SU1294940A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2014 |
|
RU2565711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОЙ КОНСТРУКЦИИ | 2004 |
|
RU2276637C1 |
| Способ изготовления теплоизоляционных прокладок | 1982 |
|
SU1094932A1 |
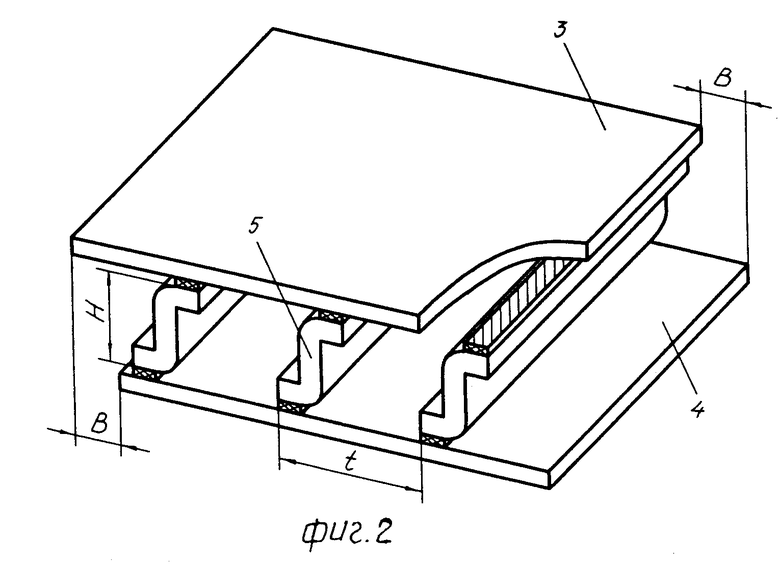
Использование: в технологии слоистых материалов, предназначенных для изоляции от тепловых, звуковых или механических воздействий и используемых преимущественно в строительстве, а также в швейной промышленности. Способ осуществляют путем нанесения с двух противоположных сторон полосовых заготовок 1 заполнителя клеевых полос 2, располагая их по две на каждой заготовке вдоль ее продольных краев и принимая ширину a каждой заготовки равной сумме требуемой толщины H заполнителя в трехслойной конструкции и удвоенной ширины b клеевых полос. Полосовые заготовки 1 укладывают между двумя обшивками 3 и 4 параллельно одна другой с шагом t, не меньшим ширины b клеевой полосы 2, располагая клеевые полосы в шахматном порядке в плоскости поперечного сечения пакета. Заготовки 1 соединяют с обшивками 3 и 4 в местах нанесения клеевых полос 2, а затем разводят обшивки путем продольного смещения одной из них относительно другой в направлении, перпендикулярном клеевым полосам, перемещая края каждой заготовки навстречу один другому (фиг. 1), и принимая величину смещения B равной ширине a заготовки 1, уменьшенной на ее толщину δ и удвоенную ширину b клеевой полосы 2. Полученную трехслойную конструкцию подвергают фиксации. 2 ил.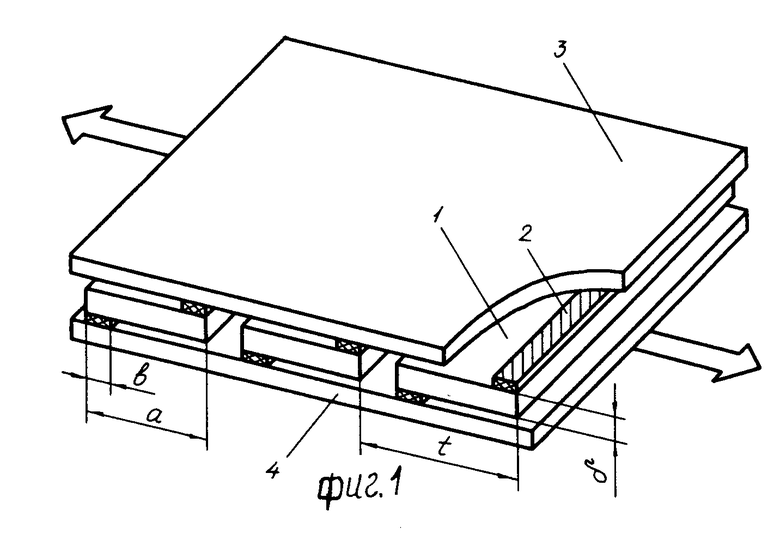
СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ, включающий нанесение клеевых полос с двух противоположных сторон заполнителя, укладку заполнителя в пакет между двумя обшивками с расположением клеевых полос в шахматном порядке в плоскости поперечного сечения пакета, клеевое соединение заполнителя с обшивками, разведение обшивок путем продольного смещения одной из них относительно другой в направлении, перпендикулярном клеевым полосам, и фиксацию, отличающийся тем, что в качестве заполнителя используют полосовые заготовки шириной, равной сумме требуемой толщины заполнителя в трехслойной конструкции и удвоенной ширины клеевых полос, которые наносят по две на каждой заготовке вдоль ее продольных краев, заготовки укладывают параллельно одна другой с шагом, не меньшим ширины клеевой полосы, а смещение обшивок выполняют, перемещая края каждой заготовки навстречу один другому и принимая величину смещения равной ширине заготовки, уменьшенной на ее толщину и удвоенную ширину клеевой полосы.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления трехслойных конструкций с гофрировальным заполнителем | 1990 |
|
SU1822898A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
