Изобретение относится к технологии трехслойных конструкций, предназначенных для изоляции от тепловых, звуковых или механических воздействий и используемых в качестве строительных панелей, а также в качестве слоистых материалов для швейной промышленности.
Известен способ изготовления трехслойных конструкций, включающий нанесение параллельных клеевых полос на внутренние поверхности обшивок в местах предполагаемых вершин гофр заполнителя с шагом, равным требуемому шагу гофр заполнителя, клеевое соединение обшивок с размещенной между ними листовой заготовкой, разведение обшивок на расстояние, равное требуемой толщине заполнителя, с одновременным приданием листовой заготовке гофрированной формы за счет ее вытяжки и с последующей фиксацией полученной формы (1).
Трехслойные конструкции, получаемые известным способом, обладают низкой гибкостью, обусловленной наличием продольных ребер жесткости и необходимостью применения жестких обшивок, низкими фильтрационными свойствами и повышенной массой вследствие образования в заполнителе каналов только в одном направлении, а также пониженной прочностью, вызванной значительной вытяжкой заготовки. Известный способ характеризуется также высокой сложностью изготовления.
Наиболее близким к изобретению является способ изготовления трехслойных конструкций, включающий нанесение по обеим сторонам листового заполнителя клеевых полос в местах предполагаемых вершин гофр с шагом, превышающим требуемый шаг гофр, закладывание на заполнителе параллельных клеевым полосам односторонних складок с глубиной, равной половине разности шага клеевых полос и шага гофр, располагая клеевые полосы внешних сторон складок, клеевое соединение заполнителя с обшивками, разведение обшивок путем смещения одной из них относительно другой в направлении, противоположном направлению прилегающих сгибов складок, на величину, равную глубине складок, и фиксацию гофрированной формы заполнителя (2).
Известный способ обеспечивает высокую прочность трехслойных конструкций и позволяет использовать в качестве обшивок гибкие материалы, однако образуемый из листовой заготовки гофрированный заполнитель содержит продольные ребра жесткости, что снижает гибкость трехслойных конструкций. Кроме того, использование в качестве заполнителя листовой заготовки обусловливает наличие в заполнителе несообщающихся каналов, расположенных в одном направлении, что снижает фильтрационные свойства и повышает массу трехслойных конструкций.
Целью изобретения является одновременное повышение гибкости и фильтрационных свойств и снижение массы при сохранении прочности трехслойных конструкций.
Поставленная цель достигается тем, что согласно способу изготовления трехслойных конструкций, включающему нанесение по обеим сторонам заполнителя клеевых полос в местах предполагаемых вершин гофр с шагом, превышающим требуемый шаг гофр, закладывание на заполнителе параллельных клеевым полосам односторонних складок с глубиной, равной половине разности шага клеевых полос и шага гофр, располагая клеевые полосы с внешних сторон складок, клеевое соединение заполнителя с обшивками, разведение обшивок путем смещения одной из них относительно другой в направлении, противоположном направлению прилегающих сгибов складок, на величину, равную глубине складок, и фиксацию гофрированной формы заполнителя, заполнитель выполняю в виде отдельных полосовых заготовок, уложенных с интервалом параллельно одна другой, а клеевые полосы и односторонние складки располагают поперек заготовок. Полосовые заготовки заполнителя укладывают также с расположением односторонних складок с клеевыми полосами в шахматном порядке в плоскости обшивок.
Заявляемой совокупностью отличительных признаков является выполнение заполнителя в виде уложенных с интервалом параллельно одна другой полосовых заготовок при расположении клеевых полос и односторонних складок поперек заготовок, а также укладывание заготовок с расположением односторонних складок с клеевыми полосами в шахматном порядке в плоскости обшивок.
Технические решения известного авторам уровня техники не перекрывают заявляемые признаки. Так в известном техническом решении с частично сходными признаками односторонние складки закладывают на листовой заготовке (2). Получаемые при этом трехслойные конструкции характеризуются удовлетворительной прочностью, однако обладают низкой гибкостью, недостаточными фильтрационными свойствами и повышенной массой.
Известны также технические решения, согласно которым заполнитель выполняют в виде уложенных встык параллельно одна другой и соединенных поперечными полосами полосовых заготовок, не имеющих складок, а соединение заполнителя с обшивками осуществляют после придания заготовкам гофрированной формы путем разрезания поперечных полос и растяжения пакета (авт.св. СССР N 1094932, кл. Е 04 С 2/24, 1984; авт.св. СССР N 1294940, кл. Е 04 В 1/78, 1987). Это позволяет повысить гибкость и фильтрационные свойства трехслойных конструкций, однако повышает их массу и снижает прочность за счет уменьшения сопротивления сжатию заполнителя и прочности соединения его с обшивками.
Выполнение заполнителя в виде уложенных с интервалом параллельно одна другой полосовых заготовок при расположении клеевых полос и односторонних складок поперек заготовок, а также укладывание заготовок с расположением односторонних складок с клеевыми полосами в шахматном порядке в плоскости обшивок позволяет получать конструкции, заполнитель которых выполнен в виде параллельных гофрированных полос, прочно соединенных с обшивками и обладающих высоким сопротивлением сжимающим нагрузкам, что обеспечивает высокую прочность трехслойных конструкций. Наличие интервала между полосовыми заготовками способствует повышению гибкости конструкций в различных направлениях и обеспечивает образование в заполнителе сообщающихся разветвленных каналов, что улучшает фильтрационные свойства и снижает массу трехслойных конструкций.
Указанные преимущества позволяют расширить область функционального применения трехслойных конструкций, в частности в качестве гибких облегченных панелей, обеспечивающих возможность вентилирования внутреннего пространства, например, для удаления конденсата, поддержания постоянной температуры, а также в качестве многослойных пакетов для швейной промышленности.
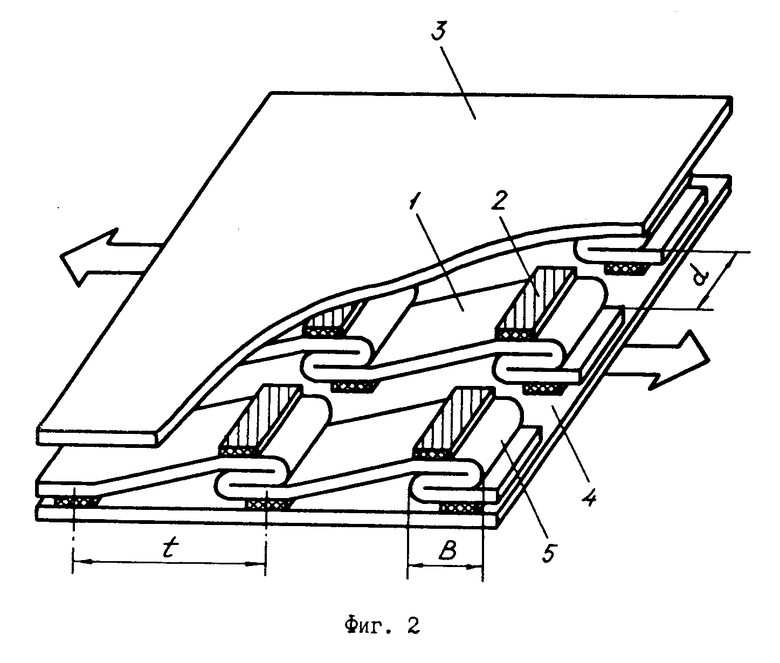
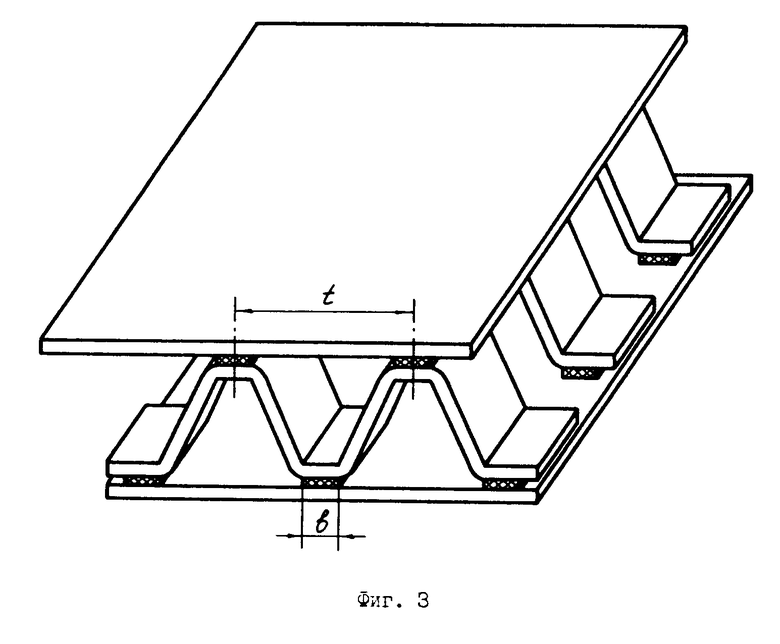
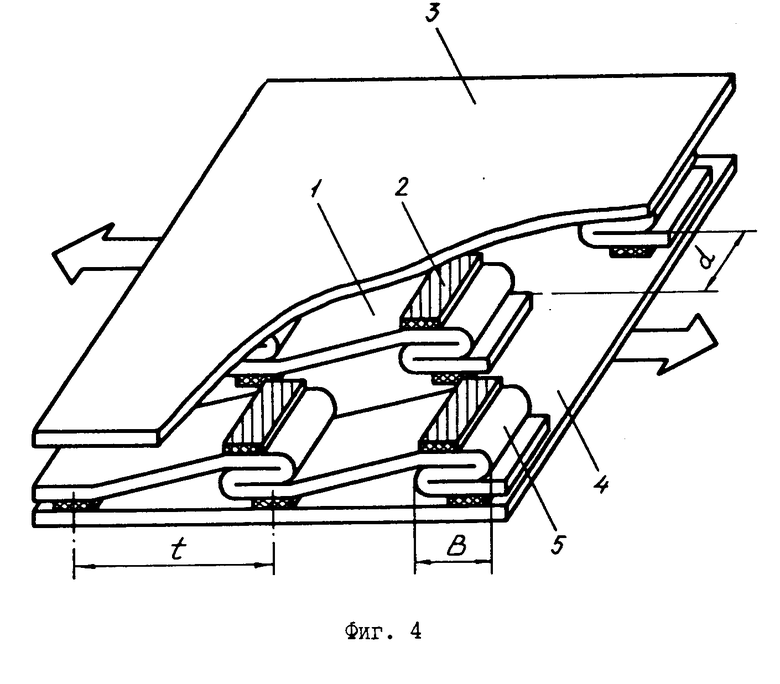
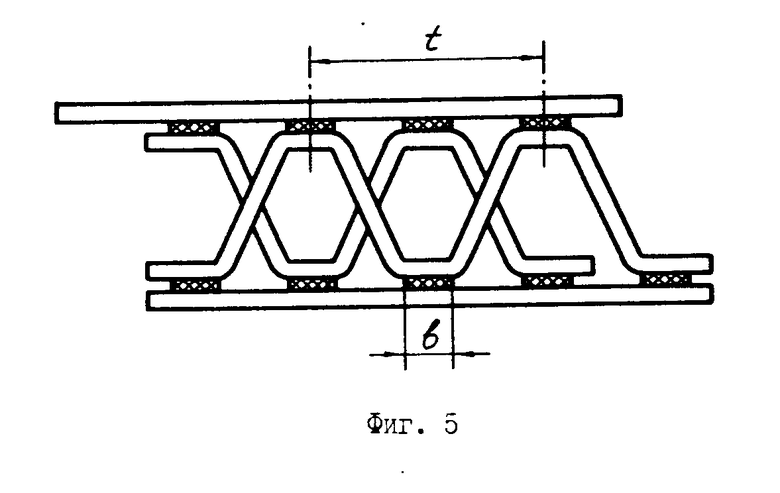
На фиг.1 показана полосовая заготовка заполнителя с клеевыми полосами; на фиг.2 - соединенные с обшивками полосовые заготовки с заложенными односторонними складками; на фиг.3 - то же, с разведенными обшивками; на фиг. 4 - соединенные с обшивками полосовые заготовки с односторонними складками, расположенными в шахматном порядке; на фиг.5 - то же, с разведенными обшивками, поперечное сечение.
Способ осуществляют следующим образом.
По обеим сторонам полосовых заготовок 1 шириной а наносят параллельные клеевые полосы 2, располагая их поперек заготовок в местах предполагаемых вершин гофр (фиг. 1). Шаг Т нанесения клеевых полос принимают больше требуемого шага t вершин гофр и выбирают в зависимости от величины t и требуемой толщины Н заполнителя. Ширину b клеевых полос 2 принимают равной требуемой ширине вершин гофр. Затем на заготовках 1 закладывают параллельные клеевым полосам 2 односторонние складки, располагая клеевые полосы с их внешних сторон (фиг.2). При этом глубину В складок определяют с помощью соотношения:
В = (T - t)/2. (1)
Полосовые заготовки с заложенными на них складками размещают между обшивками 3 и 4, укладывая заготовки с интервалом d параллельно одна другой, и соединяют горячим прессованием в местах нанесения клеевых полос (фиг.2). Разведение обшивок 3 и 4 осуществляют путем продольного смещения одной из них относительно другой в направлении, противоположном направлению прилегающих сгибов 5 складок (фиг.2), принимая величину смещения равной глубине В складок (фиг.3). При этом происходит распрямление заложенных в складки участков полосовых заготовок, которые приобретают гофрированную форму с шагом t гофр и шириной b вершины гофр. Полученную трехслойную конструкцию подвергают обычной для используемого материала обработке для фиксации формы заполнителя.
Укладывают также между обшивками 3 и 4 полосовые заготовки 1 с расположением односторонних складок с клеевыми полосами 2 в шахматном порядке в плоскости обшивок (фиг.4). После клеевого соединения заготовок с обшивками и их разведения получают трехслойную конструкцию с заполнителем в виде гофрированных полос, вершины гофр которых расположены в шахматном порядке в плоскости трехслойных конструкций (фиг.5).
В качестве полосовых заготовок заполнителя трехслойных конструкций используют широкий ассортимент гибких листовых материалов, например ткань и трикотаж различного волокнистого состава, в частности на основе стекловолокон, а также нетканые и пленочные материалы, эластичные поропласты. Обшивки выполняют из облегченных пластмассовых листов, а также из гибких листовых материалов, например ткани, трикотажа, нетканых и пленочных полотен. Для нанесения клеевых полос применяют различные адгезионные материалы в зависимости от используемых материалов обшивок и заготовок заполнителя.
Закладывание складок на полосовых заготовках заполнителя осуществляют механическим способом с помощью механизмов, используемых в плиссировальном оборудовании, которое применяется для выполнения складок на текстильных материала, а соединение заготовок с обшивками - с помощью прессового оборудования или каландров.
Фиксация формы трехслойных конструкций может быть осуществлена путем пропитки связующим веществом с последующим его отверждением при термообработке. При использовании в качестве заготовок термопластичных материалов (например, тканей из синтетических волокон, пленочных полотен, поропластов) фиксация может быть осуществлена термическим способом путем перевода материала в высокоэластическое состояние с последующим стеклованием при охлаждении.
Предлагаемые трехслойные конструкции могут быть получены в виде отдельных панелей заданного контура или непрерывным способом в виде слоистого полотна.
П р и м е р. Изготавливают трехслойную конструкцию, используемую в качестве изоляционной панели. По обеим сторонам полосовых заготовок заполнителя шириной а = 30 мм из стеклоткани наносят полосы эпоксидных клеевого покрытия шириной b = 10 мм с шагом Т = 90 мм. На заготовках закладывают односторонние складки шириной В = 20 мм, располагая клеевые полосы с их внешних сторон. Затем полосовые заготовки со складками размещают между обшивками из стеклоткани параллельно одна другой с интервалом d = 30 мм и соединяют с ними горячим прессованием с помощью каландров, нагретых до температуры 160оС.
После смещения одной из обшивок относительно другой на величину В = 20 мм трехслойную конструкцию пропитывают эпоксидным составом и подвергают нагреву до температуры 160оС для отверждения связующего. В результате получают трехслойную конструкцию с гофрированным заполнителем, имеющим следующие геометрические параметры: шаг гофр t = 50 мм, ширина вершин гофр b = 10 мм, толщина Н = 32 мм, расстояние между гофрированными полосами d = 30 мм.
Полученная трехслойная конструкция обладает более высокой гибкостью в сравнении с прототипом, так как характеризуется способностью к изгибу в различных направлениях. Трехслойная конструкция обладает также более высокими фильтрационными свойствами благодаря наличию в заполнителе сообщающихся разветвленных каналов. Масса заполнителя полученной трехслойной конструкции ниже в сравнении с прототипом на 50%. При этом полученная конструкция характеризуется значительным сопротивлением сжатию и высокой прочностью соединения заполнителя с обшивками.
Предложенный способ позволяет повысить качество трехслойных изоляционных конструкций, способствует снижению их массы, материалоемкости и себестоимости. Способ не требует применения сложного оборудования, легко поддается механизации и автоматизации, создает предпосылки для переработки полосовых отходов листовых материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030528C1 |
| Способ изготовления трехслойных конструкций с гофрировальным заполнителем | 1990 |
|
SU1822898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННЫХ ПРОКЛАДОК | 1991 |
|
RU2024703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКЛАДОК | 1992 |
|
RU2040649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННЫХ ПРОКЛАДОК | 1991 |
|
RU2047708C1 |
| МНОГОСЛОЙНЫЙ ПАКЕТ | 2001 |
|
RU2201703C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТЕКСТИЛЬНОГО МАТЕРИАЛА | 1995 |
|
RU2126069C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2352726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2415012C1 |
Использование: в технологии слоистых материалов, предназначенных для изоляции от тепловых, звуковых или механических воздействий и используемых преимущественно в строительстве, а также в швейной промышленности. Способ осуществляют путем нанесения по обеим сторонам полосовых заготовок 1 заполнителя поперечных клеевых полос 2, располагая их в местах предполагаемых вершин гофр с шагом, превышающем требуемый шаг гофр. На заготовках 1 закладывают параллельные клеевым полосам 2 односторонние складки с глубиной B, равное половине разности шага T клеевых полос и шага гофр, располагая клеевые полосы с внешних сторон складок. Заготовки 1 со складками размещают между обшивками 3 и 4 параллельно одна другой с интервалом и соединяют с ними в местах нанесения клеевых полос 2. Затем обшивки 3 и 4 разводят путем смещения одной из них относительно другой в направлении, противоположном направлению прилегающих сгибов 5 складок, принимая величину смещения равной глубине складок и подвергают фиксации полученную трехслойную конструкцию. 1 з.п. ф-лы, 5 ил.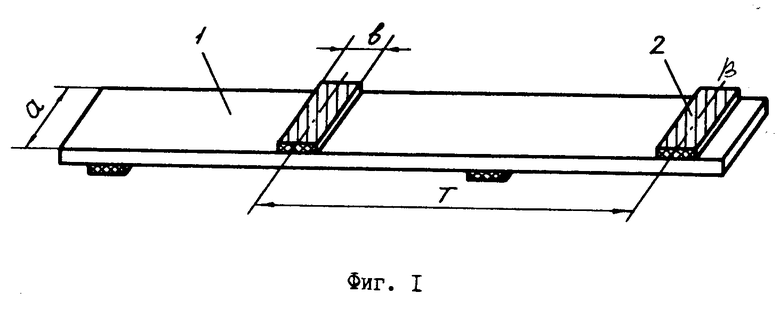
| Способ изготовления трехслойных конструкций с гофрировальным заполнителем | 1990 |
|
SU1822898A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
