Изобретение относится к машиностроению, а именно к абразивной обработке, и может быть использовано при круглом врезном шлифовании деталей.
Цель изобретения - повышение производительности.
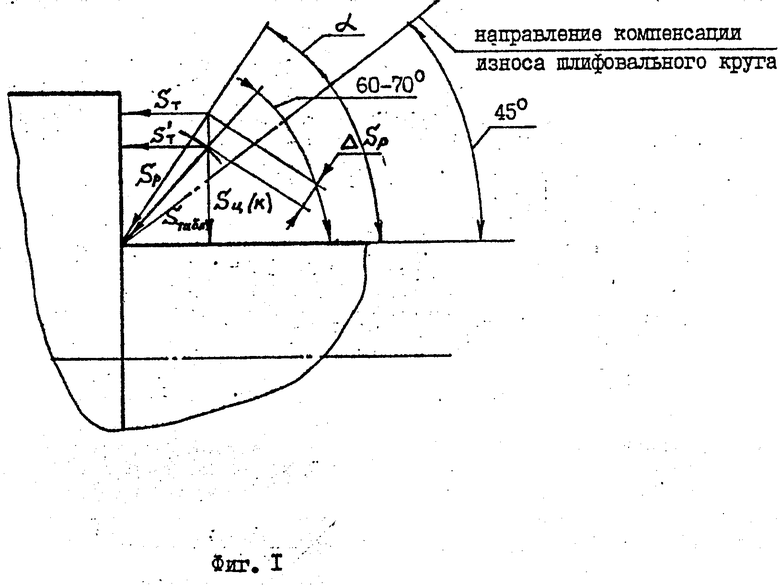
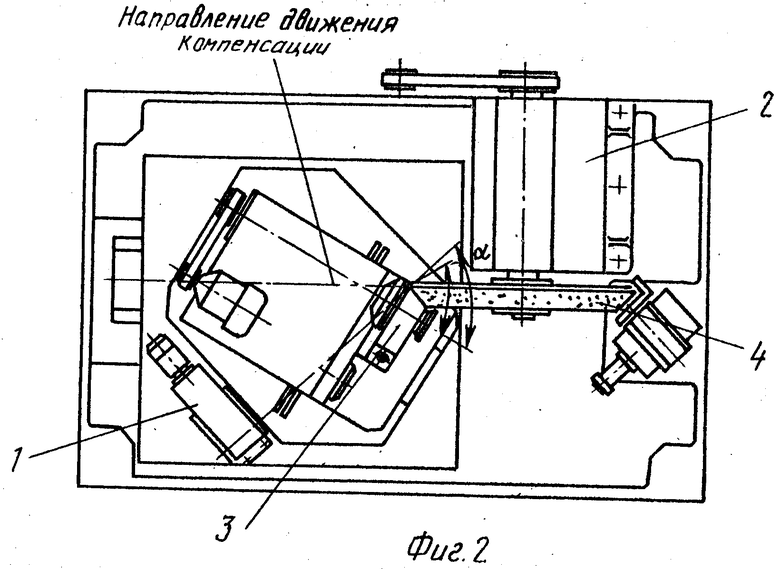
На фиг.1 изображена схема разложения рабочей подачи на составляющие; на фиг.2 - схема обработки.
Способ осуществляется следующим образом.
Перед обработкой механизм подачи бабки изделия 1 или шлифовальной бабки 2 разворачивают на станке таким образом, чтобы движение подачи осуществлялось под углом α = arctg 0,5 ln
0,5 ln +45° к оси вращения заготовки. На станок устанавливается обрабатываемая заготовка 3, после чего включается рабочая подача Sр, назначаемая из условия Sр=0,84˙ctg α хSпоп, и происходит процесс шлифования. При этом подача на торцовую поверхность Sт и подача на цилиндрическую (коническую) поверхность Sц(к) определяются соответственно как составляющие рабочей подачи Sт=Sр ˙cos α, Sц(к)=Sр ˙sinα .
+45° к оси вращения заготовки. На станок устанавливается обрабатываемая заготовка 3, после чего включается рабочая подача Sр, назначаемая из условия Sр=0,84˙ctg α хSпоп, и происходит процесс шлифования. При этом подача на торцовую поверхность Sт и подача на цилиндрическую (коническую) поверхность Sц(к) определяются соответственно как составляющие рабочей подачи Sт=Sр ˙cos α, Sц(к)=Sр ˙sinα .
Предложенный угол α позволяет увеличить цилиндрическую составляющую Sц(к) подачи по сравнению с известной, а торцевая составляющая Sт при этом не меняется и равна известной. Соответственно, увеличивается и Sр по сравнению с известной, что приводит к повышению производительности в 1,2-1,5 раза, при этом исключены термические дефекты на обеих обработанных поверхностях, так как угол α определен из условия равенства максимально допустимых температур в соответствующих зонах контакта круга 4 с заготовкой 3 в процессе шлифования.
П р и м е р. Способ опробован на круглошлифовальном станке мод. МЕ 234СО с шлифовальным кругом диаметром 450 мм. Обрабатывалась выжимная муфта сцепления. Угол α , под которым производилась подача Sр, равнялся 75о.
Рабочая подача при шлифовании:
Sрчерн=1,18 мм/мин,
Sрчист=0,22 мм/мин.
Производительность шлифования составила 103 шт/ч, что выше по сравнению с прототипом в 1,45 раза.
Приведенная зависимость угла α и рабочей подачи Sр пригодна для расчета при шлифовании деталей с диаметром обработанной цилиндрической (конической) поверхности 10-300 мм шлифовальными кругами диаметром 200-500 мм, при этом соотношение  должно быть не менее 1,05.
должно быть не менее 1,05.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| Способ врезного плоско-профильного глубинного шлифования | 2024 |
|
RU2837566C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, ОБЕСПЕЧИВАЮЩИЙ ЗНАКОПЕРЕМЕННЫЕ ДЕФОРМАЦИИ В СРЕЗАЕМОМ СЛОЕ | 1999 |
|
RU2151690C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 2008 |
|
RU2359803C1 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
Использование: для круглого врезного шлифования ступенчатых деталей. Сущность изобретения: одновременно обрабатывают торцовую и цилиндрическую поверхности детали. Кругу придают относительное перемещение под углом к оси вращения заготовки. Величины угла и рабочей подачи выбирают по приведенным формулам. 2 ил.
СПОСОБ ШЛИФОВАНИЯ, при котором заготовке и профильному шлифовальному кругу придают относительное перемещение и осуществляют перемещение круга с рабочей подачей под углом к оси вращения заготовки для одновременного шлифования торцовой и цилиндрической частей последней, отличающийся тем, что, с целью повышения производительности, угол рабочей подачи к оси вращения заготовки выбирают по формуле
где D - максимальный диаметр круга;
d - диаметр цилиндрической поверхности заготовки после обработки,
а величину Sр рабочей подачи выбирают по формуле
Sp= 0,84ctgα·Sпоп,
где Sпоп - поперечная подача.
| Способ шлифования деталей типа колец подшипников | 1973 |
|
SU495191A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
