Изобретение относится к технологии машиностроения, в частности к технологии нарезания зубчатых изделий, и может быть использовано при изготовлении реек.
Цель изобретения - повышение точности производительности обработки за счет выполнения черновой и чистовой обработки на одной базе.
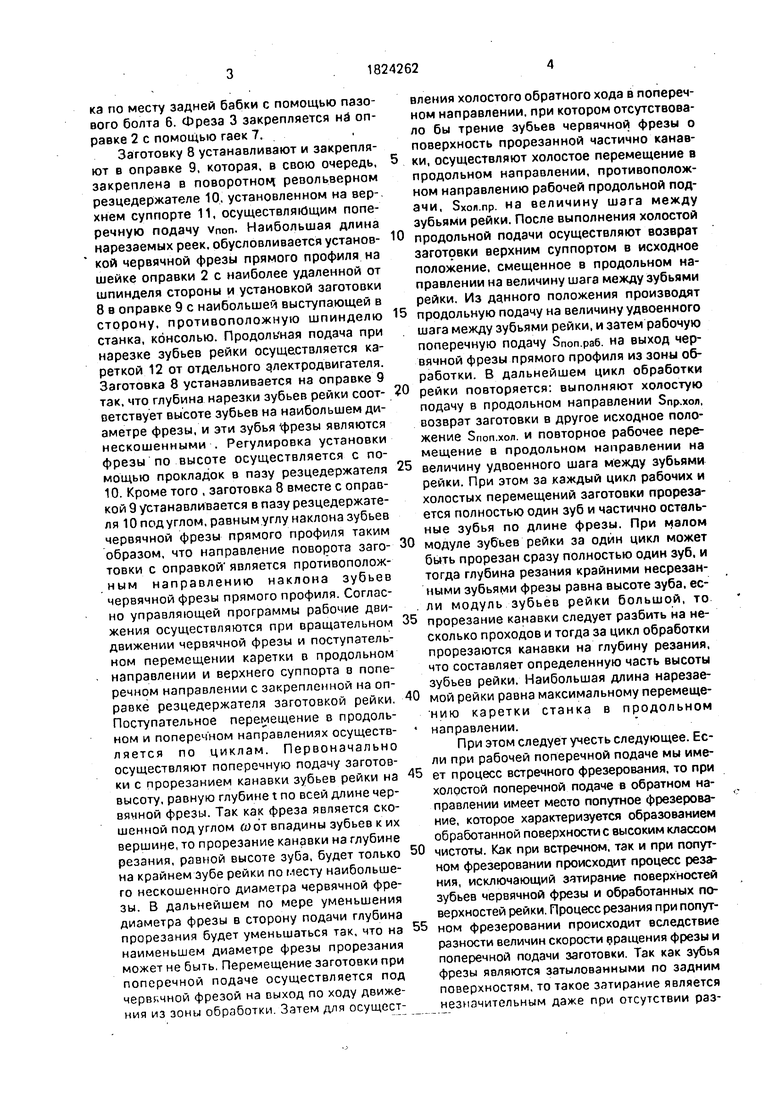
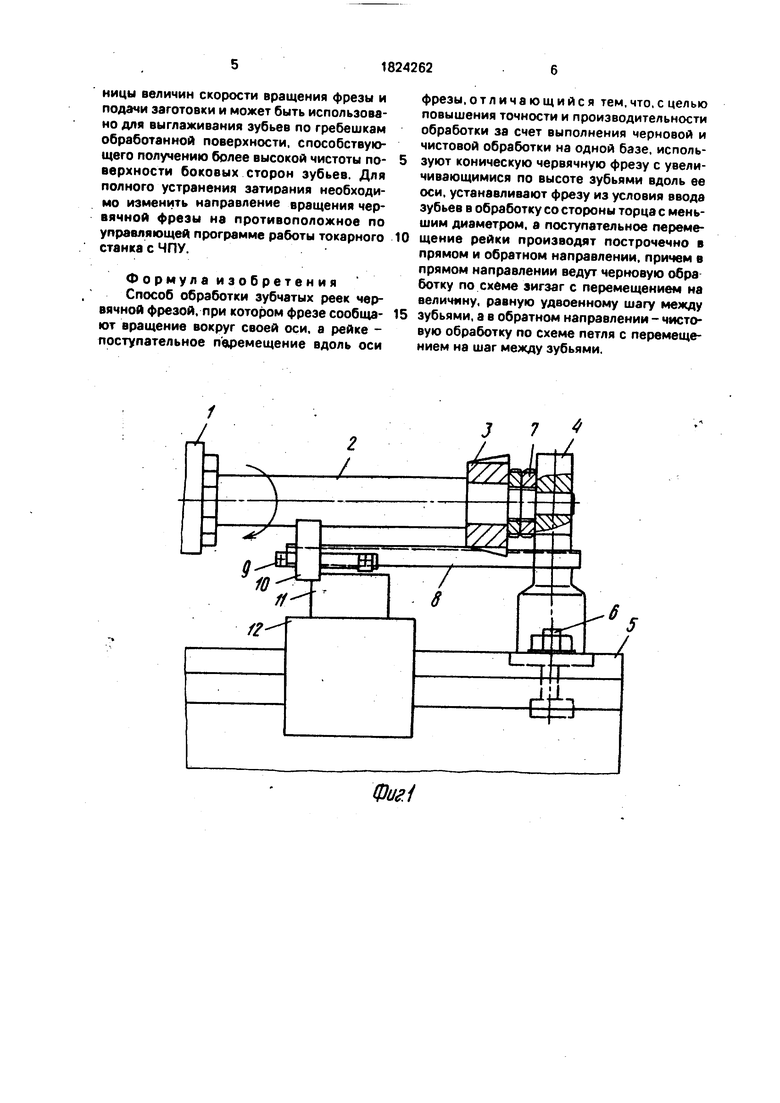
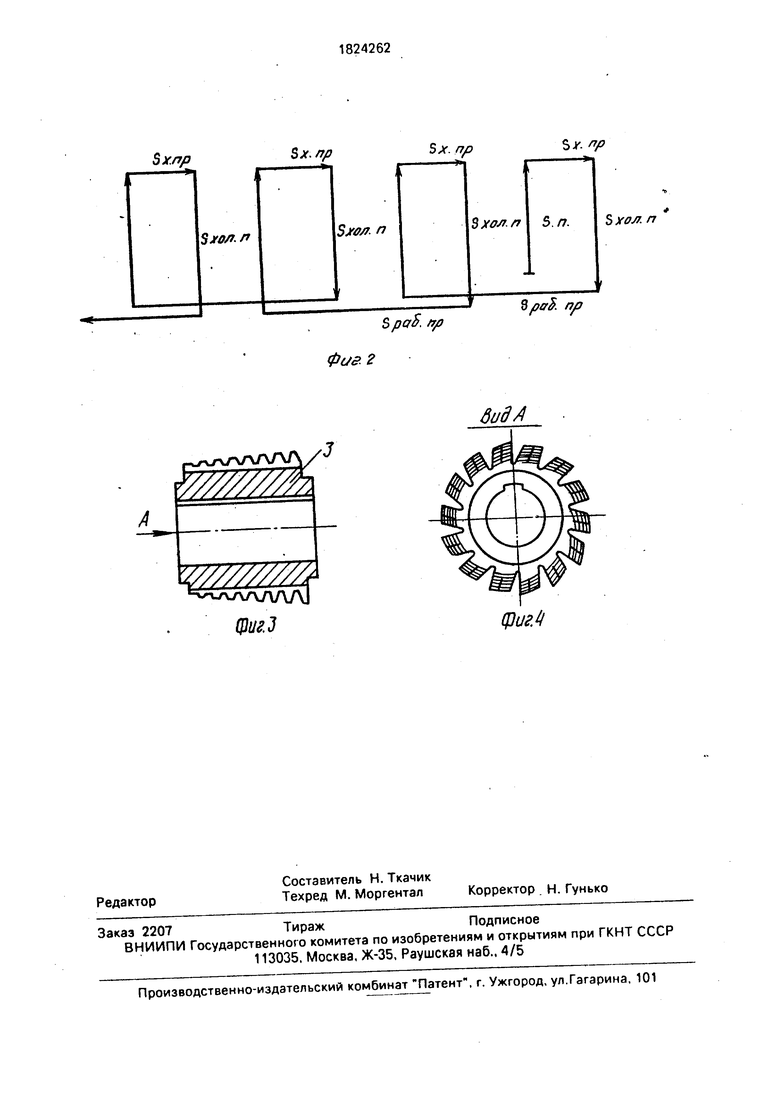
На фиг.1 показана схема настройки токарного станка с ЧПУ для изготовления реек; на фиг.2 - схема подачи заготовки по циклам: на фиг.З - коническая червячная фреза; на фиг.4 - вид А на фиг.З.
Способ осуществляется следующим образом.
В патроне шпинделя 1 токарного станка закрепляют оправку 2, на которой устанавливают коническую фрезу 3 прямого профиля, скошенную по зубьям от впадины, к вершинам так, что наибольший диаметр фрезы расположен с противоположной стороны от шпинделя станка. Конусная поверхность выполнена по наружному диаметру фрезы-. Диаметр по впадинам зубьев фрезы остается без изменений. При этом имеет место плавное изменение профиля зуба по высоте от вершины профиля полной высоты зуба у одного края фрезы до впадины зуба у другого торцевого края фрезы. Зубья на конической поверхности червячной фрезы затылованы с образованием задней поверхности и положительного заднего1 угла.
Оправка 2 поддерживается с помощью люнета 4. закрепляемого на станине 5 стан00
ю ю о ю
ка по месту задней бабки с помощью пазового болта 6. Фреза 3 закрепляется не оправке 2 с помощью гаек 7.
Заготовку 8 устанавливают и закрепляют в оправке 9, которая, в свою очередь, закреплена в поворотном, револьверном резцедержателе 10, установленном на верхнем суппорте 11, осуществляющим поперечную подачу Vnon. Наибольшая длина нарезаемых реек, обусловливается установкой червячной фрезы прямого профиля на шейке оправки 2 с наиболее удаленной от шпинделя стороны и установкой заготовки 8 в оправке 9 с наибольшей выступающей в сторону, противоположную шпинделю станка, консолью. Продольная подача при нарезке зубьев рейки осуществляется кареткой 12 от отдельного электродвигателя. Заготовка 8 устанавливается на оправке 9 так, что глубина нарезки зубьев рейки соответствует высоте зубьев на наибольшем диаметре фрезы, и эти зубья фрезы являются нескошенными . Регулировка установки фрезы по высоте осуществляется с помощью прокладок в пазу резцедержателя 10. Кроме того , заготовка 8 вместе с оправкой 9 устанавливается в пазу резцедержателя 10 под углом, равным углу наклона зубьев червячной фрезы прямого профиля таким образом, что направление поворота заготовки с оправкой является противополож- ным направлению наклона зубьев червячной фрезы прямого профиля. Согласно управляющей программы рабочие движения осуществляются при вращательном движении червячной фрезы и поступательном перемещении каретки в продольном направлении и верхнего суппорта в поперечном направлении с закрепленной на оправке резцедержателя заготовкой рейки. Поступательное перемещение в продольном и поперечном направлениях осуществ- ляется по циклам. Первоначально осуществляют поперечную подачу заготовки с прорезанием канавки зубьев рейки на высоту, равную глубине t по всей длине червячной фрезы. Так как фреза является скошенной под углом соот впадины зубьев к их вершине, то прорезание канавки на глубине резания, равной высоте зуба, будет только на крайнем зубе рейки по месту наибольшего нескошенного диаметра червячной фрезы. В дальнейшем по мере уменьшения диаметра фрезы в сторону подачи глубина прорезания будет уменьшаться так, что на наименьшем диаметре фрезы прорезания может не быть. Перемещение заготовки при поперечной подаче осуществляется под червячной фрезой на выход по ходу движения из зоны обработки. Затем для осуществления холостого обратного хода в поперечном направлении, при котором отсутствовало бы трение зубьев червячной фрезы о поверхность прорезанной частично канавки, осуществляют холостое перемещение в продольном направлении, противоположном направлению рабочей продольной подачи, Зхоя.пр. на величину шага между зубьями рейки. После выполнения холостой
продольной подачи осуществляют возврат заготовки верхним суппортом в исходное положение, смещенное в продольном направлении на величину шага между зубьями рейки. Из данного положения производят
5 продольную подачу на величину удвоенного шага между зубьями рейки, и затем рабочую поперечную подачу 5Поп.раб. на выход червячной фрезы прямого профиля из зоны обработки. В дальнейшем цикл обработки
0 рейки повторяется: выполняют холостую подачу в продольном направлении 5щ.хол, возврат заготовки в другое исходное положение Зпоп.хол. и повторное рабочее перемещение в продольном направлении на
5 величину удвоенного шага между зубьями рейки. При этом за каждый цикл рабочих и холостых перемещений заготовки прорезается полностью один зуб и частично остальные зубья по длине фрезы. При малом
0 модуле зубьев рейки за один цикл может быть прорезан сразу полностью один зуб. и тогда глубина резания крайними несрезанными зубьями фрезы равна высоте зуба, если модуль зубьев рейки большой, то
5 прорезание канавки следует разбить на несколько проходов и тогда за цикл обработки прорезаются канавки на глубину резания, что составляет определенную часть высоты зубьев рейки. Наибольшая длина нарезае0 мой рейки равна максимальному перемещению каретки станка в продольном направлении.
При этом следует учесть следующее. Если при рабочей поперечной подаче мы име5 ет процесс встречного фрезерования, то при холостой поперечной подаче в обратном направлении имеет место попутное фрезерование, которое характеризуется образованием обработанной поверхности с высоким классом
0 чистоты. Как при встречном, так и при попутном фрезеровании происходит процесс резания, исключающий затирание поверхностей зубьев червячной фрезы и обработанных поверхностей рейки. Процесс резания при попут5 ном фрезеровании происходит вследствие разности величин скорости вращения фрезы и поперечной подачи заготовки. Так как зубья фрезы являются затылованными по задним поверхностям, то такое затирание является незначительным даже при отсутствии разницы величин скорости вращения фрезы и подачи заготовки и может быть использовано для выглаживания зубьев по гребешкам обработанной поверхности, способствующего получению более высокой чистоты поверхности боковых сторон зубьев. Для полного устранения затирания необходимо изменить направление вращения червячной фрезы на противоположное по управляющей программе работы токарного станка с ЧПУ.
Формулаизобретения Способ обработки зубчатых реек червячной фрезой, при котором фрезе сообщают вращение вокруг своей оси, а рейке - поступательное перемещение вдоль оси
0
фрезы,отличающийся тем,что,с целью повышения точности и производительности обработки за счет выполнения черновой и чистовой обработки на одной базе, используют коническую червячную фрезу с увеличивающимися по высоте зубьями вдоль ее оси, устанавливают фрезу из условия ввода зубьев в обработку со стороны торца с меньшим диаметром, а поступательное перемещение рейки производят построчечно в прямом и обратном направлении, причем в прямом направлении ведут черновую обра ботку по схеме зигзаг с перемещением на величину, равную удвоенному шагу между зубьями, а в обратном направлении - чистовую обработку по схеме петля с перемещением на шаг между зубьями.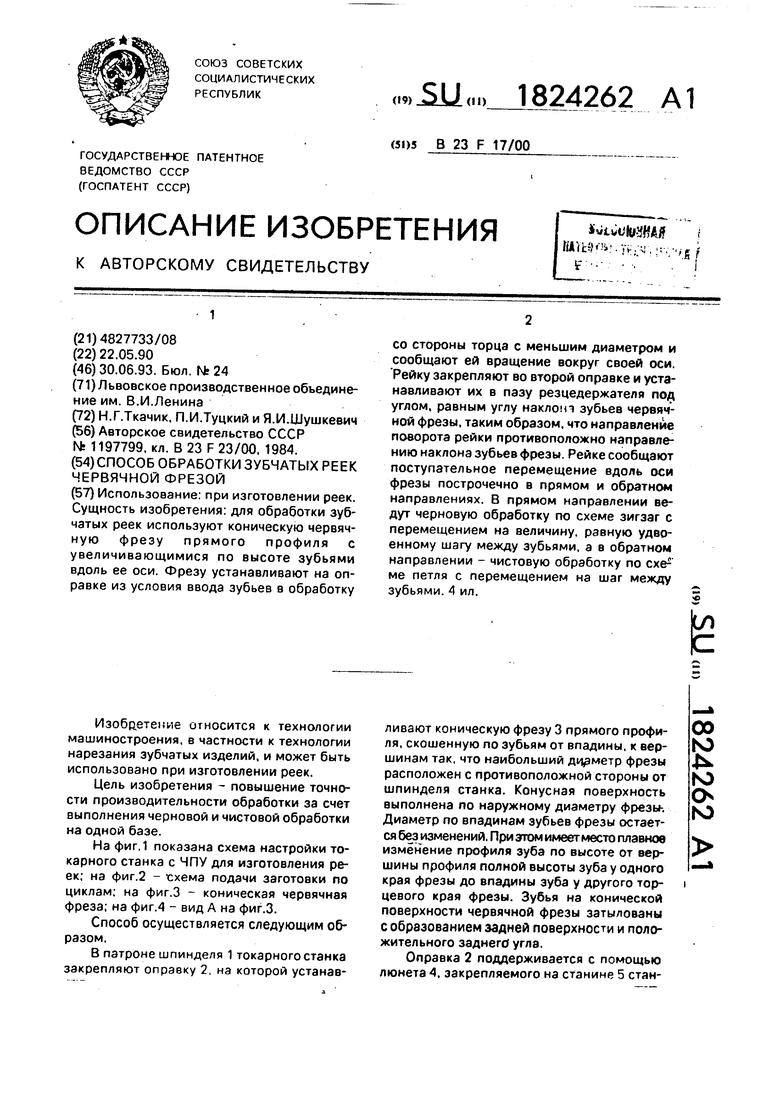
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| Способ фрезерования шлицевых и шпоночных пазов на внутренней поверхности втулки с использованием токарного станка | 2018 |
|
RU2677451C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
Использование: при изготовлении реек. Сущность изобретения: для обработки зубчатых реек используют коническую червячную фрезу прямого профиля с увеличивающимися по высоте зубьями вдоль ее оси. Фрезу устанавливают на оправке из условия ввода зубьев в обработку со стороны торца с меньшим диаметром и сообщают ей вращение вокруг своей оси. Рейку закрепляют во второй оправке и устанавливают их в пазу резцедержателя под углом, равным углу наклон) зубьев червячной фрезы, таким образом, что направление поворота рейки противоположно направлению наклона зубьев фрезы. Рейке сообщают поступательное перемещение вдоль оси фрезы построчечно в прямом и обратном направлениях. В прямом направлении ведут черновую обработку по схеме зигзаг с перемещением на величину, равную удвоенному шагу между зубьями, а в обратном направлении - чистовую обработку по схе1 ме петля с перемещением на шаг между зубьями. 4 ил. ё
Фиг1
/
ШЯ7/Л
У/7///////Л
ЛАД/
ЩигЗ
Ъхол п
Фиг 2
дидА
фигА
| Устройство к токарно-винторезному станку для нарезания зубчатых изделий | 1984 |
|
SU1197799A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
