Изобретение относится к металлообработке, в частности к нарезанию зубчатых деталей обкатным зуборезным инструментом типа долбяка.
В машиностроении при производстве зубчатых деталей известен способ врезания зуборезного инструмента, предусматривающий его радиальное прямолинейное пере- мещение на величину, равную высоте нарезаемого зуба зубчатой детали.
Целью изобретения является повышение эффективности посредством совмещения вспомогательных операций с основной.
На фиг. 1-4 изображены схемы исходных положений зуборезного инструмента и обрабатываемых зубчатых деталей по первому и второму вариантам врезания; на фиг. 5 и 6 - врезание зуборезного инструмента в первую зубчатую деталь по первому варианту; на фиг. 7 и 8 - врезание зуборезного инструмента во вторую зубчатую деталь по первому варианту; на фиг. 9 и 10 - врезание зуборезного инструмента в первую зубчатую деталь по второму варианту; на фиг. 11
и 12 - врезание зуборезного инструмента во вторую зубчатую деталь по второму варианту.
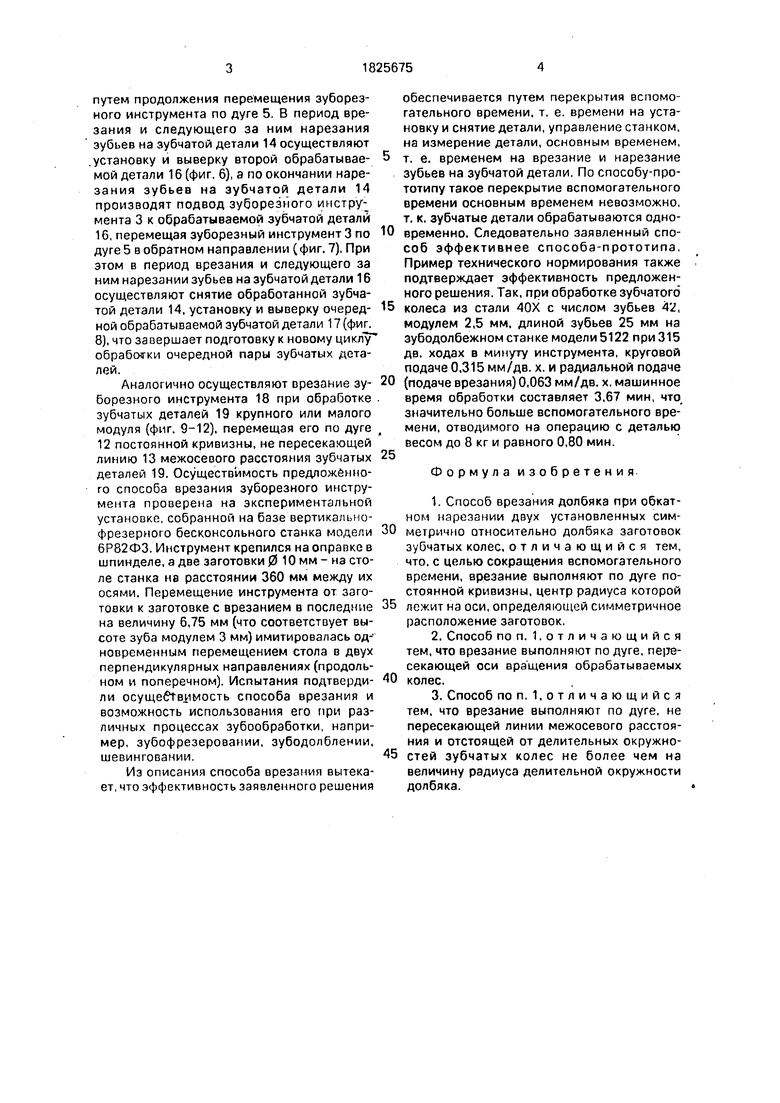
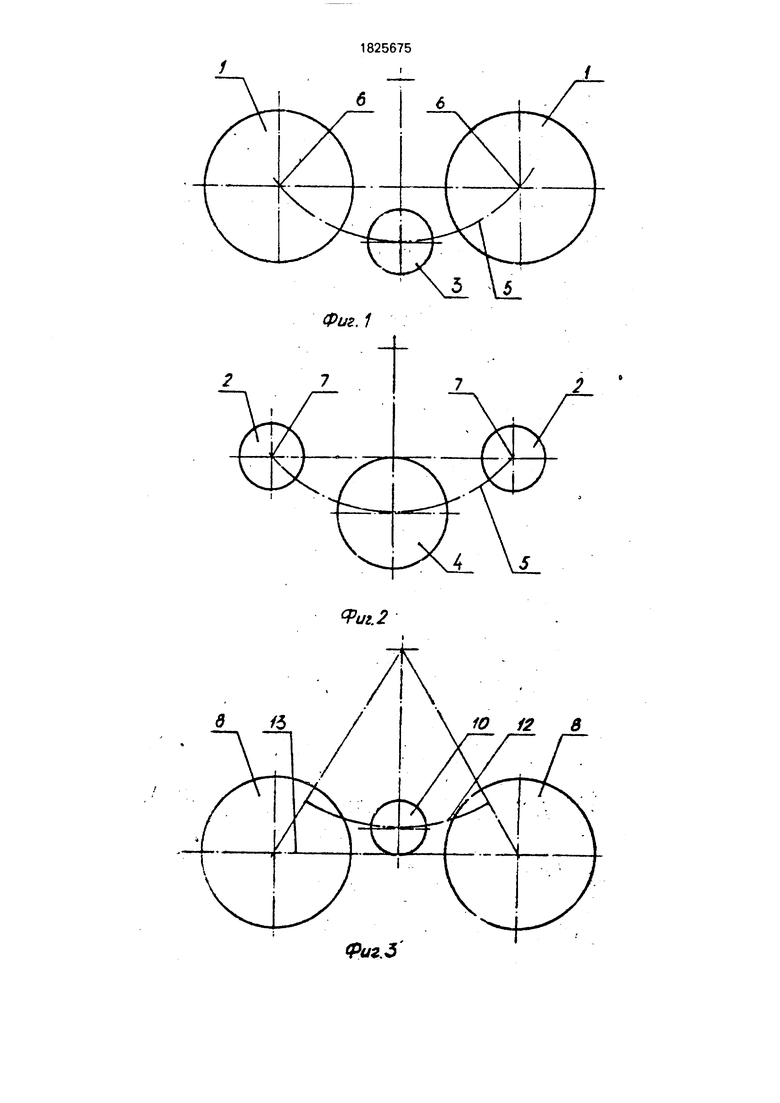
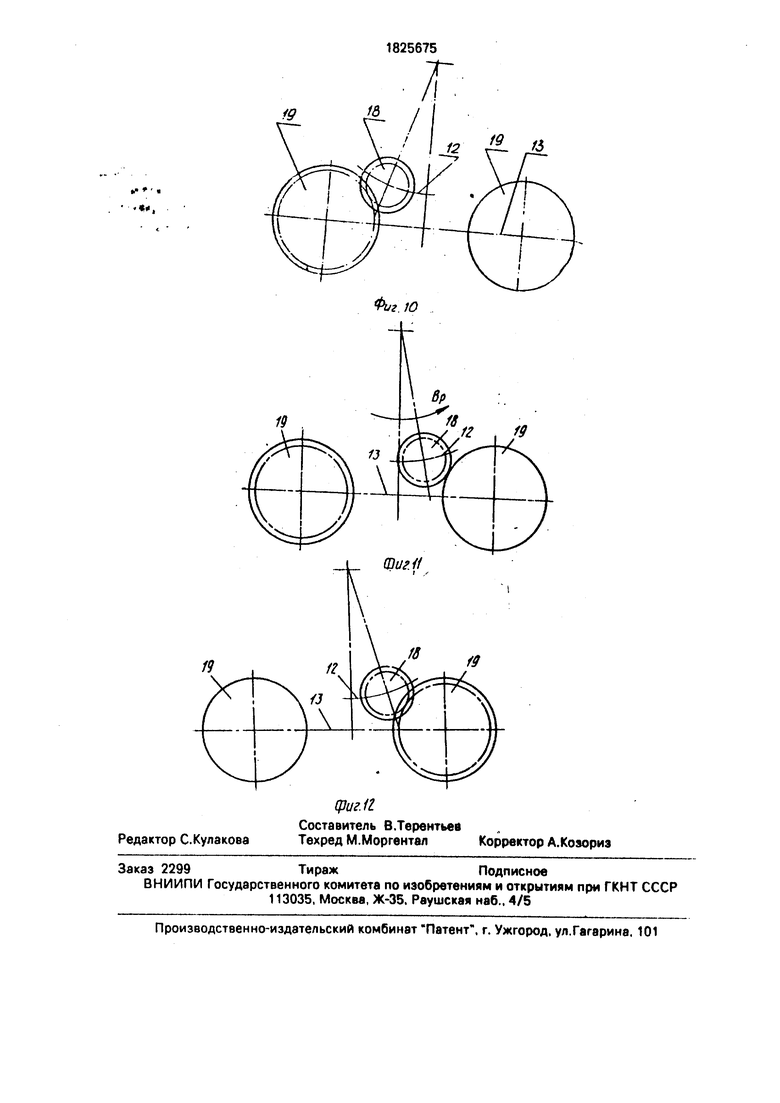
Предложенный способ врезания при обработке зубчатых деталей 1 (фиг. 1) или 2 (фиг. 3) среднего модуля осуществляют зуборезным инструментом 3 (фиг. 1) или 4 (фиг. 2), который перемещают по дуге 5 постоянной кривизны, пересекающей оси 6 зубчатых деталей 1 (фиг. 1) или 7 зубчатых деталей 2 (фиг. 2), а при нарезании зубчатых деталей 8 крупного модуля (фиг. 3) или зубчатых деталей 9 малого модуля (фиг. 4) зуборезным инструментом 10 (фиг. 3) или 11 (фиг. 4), который перемещают по дуге 12 постоянной кривизны, не пересекающей линию 13 межосевого расстояния зубчатых деталей 8 (фиг. 3)или9(ф-иг.4).
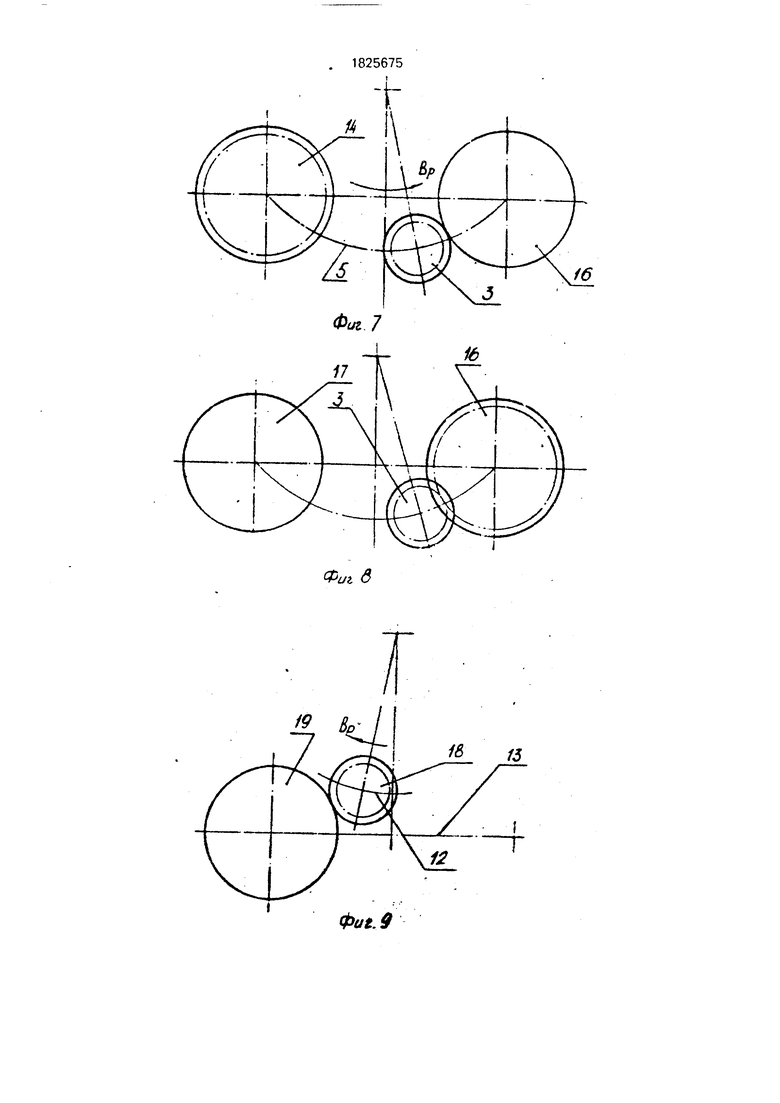
При этом после установки первой из обрабатываемых зубчатых деталей среднего модуля, например 14 (фиг. 5), осуществляют подвод к ней из начального положения 15 зуборезного инструмента 3 по дуге 5. Движение врезания Вр зуборезного инструмента 3 в зубчатую деталь 14 осуществляют
W W
fe
00
го ел
0
vj ел
путем продолжения перемещения зуборезного инструмента по дуге 5. В период врезания и следующего за ним нарезания зубьев на зубчатой детали 14 осуществляют .установку и выверку второй обрабатываемой детали 16 (фиг. 6), а по окончании нарезания зубьев на зубчатой детали 14 производят подвод зуборезного инструмента 3 к обрабатываемой зубчатой детали 16, перемещая зуборезный инструмент 3 по дуге 5 в обратном направлении (фиг. 7). При этом в период врезания и следующего за ним нарезании зубьев на зубчатой детали 16 осуществляют снятие обработанной зубчатой детали 14, установку и выверку очередной обрабатываемой зубчатой детали 17 (фиг. 8), что завершает подготовку к новому циклу обработки очередной пары зубчатых деталей.
Аналогично осуществляют врезание зуборезного инструмента 18 при обработке зубчатых деталей 19 крупного или малого модуля (фиг. 9-12), перемещая его по дуге 12 постоянной кривизны, не пересекающей линию 13 межосевого расстояния зубчатых деталей 19. Осуществимость предложенного способа врезания зуборезного инструмента проверена на экспериментальной установке, собранной на базе вертикально- Фрезерного бесконсольного станка модели 6Р82ФЗ. Инструмент крепился на оправке в шпинделе, а две заготовки 0 10 мм - на столе станка на расстоянии 360 мм между их осями. Перемещение инструмента от заготовки к заготовке с врезанием в последние на величину 6,75 мм (что соответствует высоте зуба модулем 3 мм) имитировалась одновременным перемещением стола в двух перпендикулярных направлениях(продольном и поперечном). Испытания подтвердили осуществимость способа врезания и возможность использования его при различных процессах зубообработки, например, зубофрезеровании, зубодолблении, шевинговании.
Из описания способа врезания вытекает, что эффективность заявленного решения
обеспечивается путем перекрытия вспомогательного времени, т. е. времени на установку и снятие детали, управление станком, на измерение детали, основным временем,
т. е. временем на врезание и нарезание зубьев на зубчатой детали. По способу-прототипу такое перекрытие вспомогательного времени основным временем невозможно, т. к. зубчатые детали обрабатываются одновременно. Следовательно заявленный способ эффективнее способа-прототипа. Пример технического нормирования также подтверждает эффективность предложенного решения. Так, при обработке зубчатого
колеса из стали 40Х с числом зубьев 42, модулем 2,5 мм. длиной зубьев 25 мм на зубодолбежном станке модели 5122 при315 дв. ходах в минуту инструмента, круговой подаче 0,315 мм/дв. х. и радиальной подаче
(подаче врезания)0,063 мм/дв. х. машинное время обработки составляет 3,67 мин, что значительно больше вспомогательного времени, отводимого на операцию с деталью весом до 8 кг и равного 0,80 мин.
Формула изобретения
1.Способ врезания долбяка при обкатном нарезании двух установленных симметрично относительно долбяка заготовок зубчатых колес, отличающийся тем, что, с целью сокращения вспомогательного времени, врезание выполняют по дуге постоянной кривизны, центр радиуса которой
лежит на оси, определяющей симметричное расположение заготовок.
2.Способ по п. 1,отличающийся тем, что врезание выполняют по дуге, пересекающей оси вращения обрабатываемых
колес.
3.Способ поп, 1,отличающийся тем. что врезание выполняют по дуге, не пересекающей линии межосевого расстояния и отстоящей от делительных окружностей зубчатых колес не более чем на величину радиуса делительной окружности долбяка.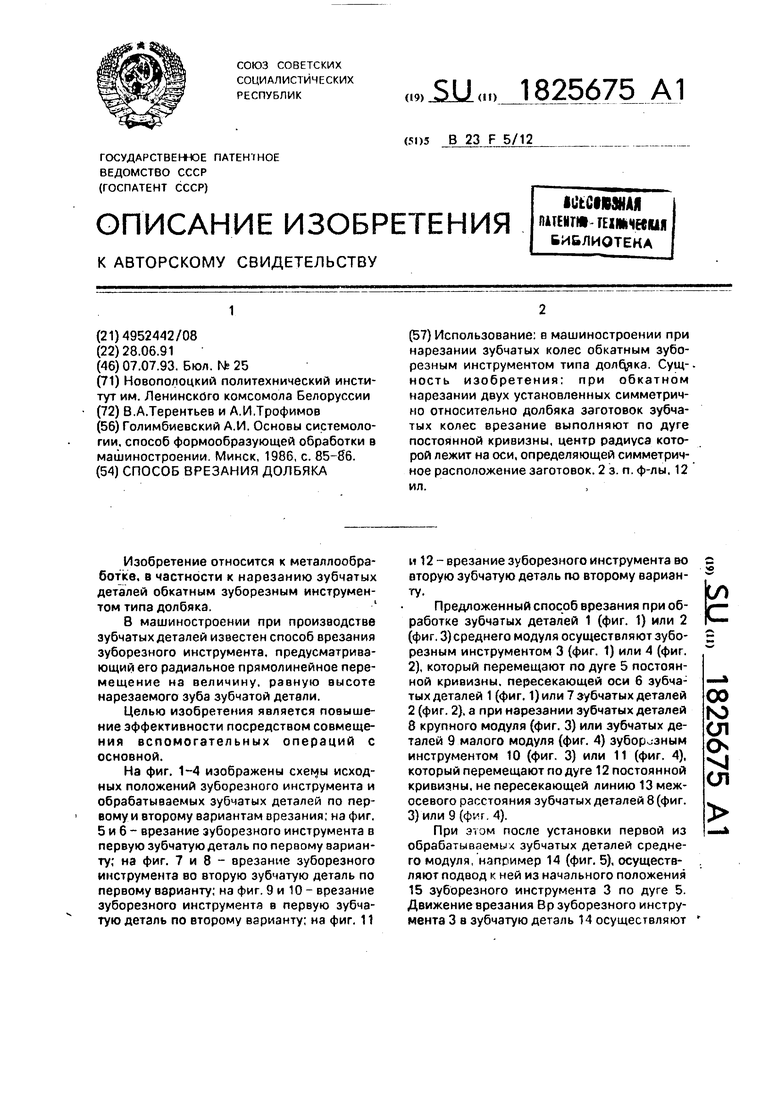
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания зубчатых изделий | 1985 |
|
SU1291311A1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Способ нарезания зубчатого колеса | 1988 |
|
SU1634401A1 |
| ДОЛБЯК ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС ЦЕВОЧНОГО ЗАЦЕПЛЕНИЯ | 2000 |
|
RU2185265C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| ЗУБОРЕЗНЫЙ СТАНОК | 2024 |
|
RU2835241C1 |
| СПОСОБ ЧИСТОВОГО ДОЛБЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443517C1 |
| ДОЛБЯК ДЛЯ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443518C1 |

Использование: в машиностроении при нарезании зубчатых колес обкатным зуборезным инструментом типа долбяка. Сущ-, ность изобретения: при обкатном нарезании двух установленных симметрично относительно долбяка заготовок зубчатых колес врезание выполняют по дуге постоянной кривизны, центр радиуса которой лежит на оси, определяющей симметричное расположение заготовок. 2 з. п. ф-лы, 12 ил.
Фиг. 1
Фиг.2
Фиг.$
фигЗ
f6
Фиь б
19
К 15
9
,
f9
Фиг.Ю
t9
| Голимбмевский А.И | |||
| Основы системоло- гии, способ формообразующей обработки в машиностроении | |||
| Минск, 1986, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
