Изобретение относится к резинотехнической промышленности, в частности, к оснастке для изготовления длинномерных резинотехнических изделий.
Целью изобретения является повышение качества изготавливаемых изделий.
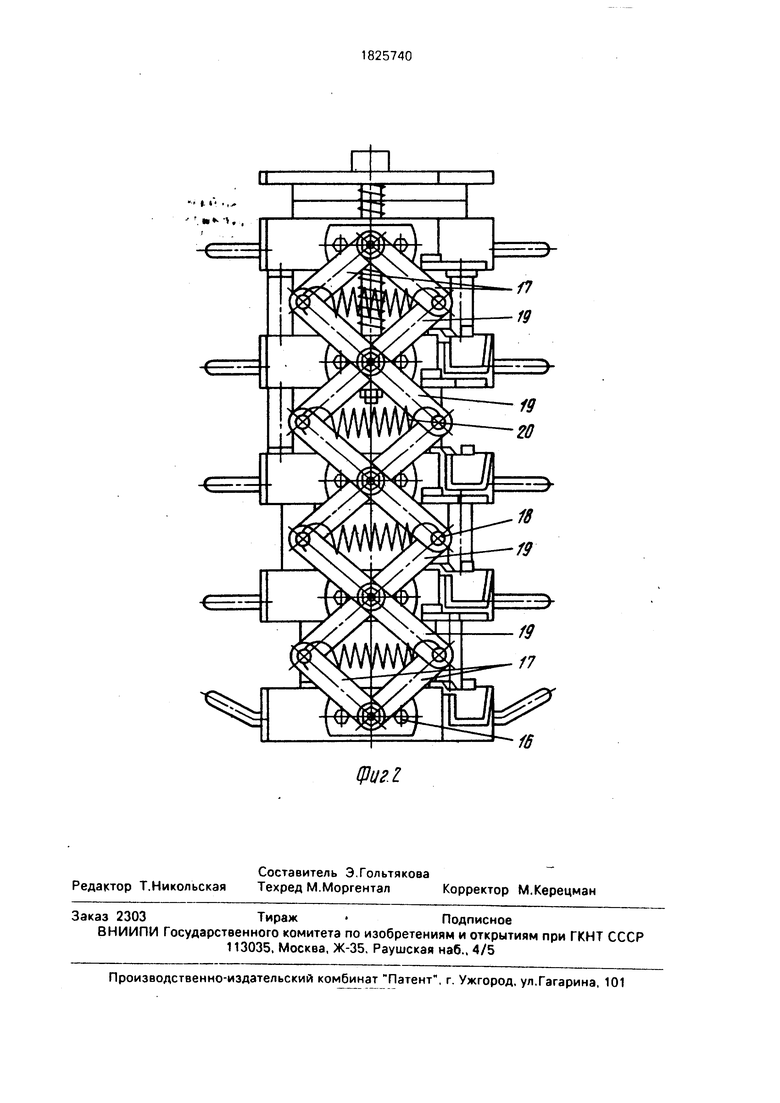
На фиг.1 представлен общий вид пресс- формы, разрез; на фиг.2 - пресс-форма, вид слева.
Многоэтажная пресс-форма содержит неподвижное нижнее основание 1, которое соединено с монтажной плитой 2, с помощью фиксаторов 3 с шайбами 4, закрепленными винтом 5 На плиту 2 со свободным перемещением поочередно установлены
монтажные плиты 6, 7 и 8, которые снабжены направляющими колонками 9 Во всех монтажных плитах выполнены литниковые отверстия 10, а в тех же монтажных плитах и нижнем основании 1 выполнены формующие гнезда 11. В верхнем основании 12 подвижно закреплены посредством ограничительных головок 13 направляющие колонки 14, подпружиненные пружинами 15.
На боковых поверхностях плит пресс- формы на центральных шарнирах 16 закреплен рычажный параллелограммный механизм. Две пары рычагов 17 одними концами связаны между собой центральными
00
кэ ел ч
.N О
шарнирами 16 и закреплены на нижнем 1 и верхнем 12 основании, а другими концами связаны с периферийными шарнирами 18 соседних Х-образных, каждая из которых образована соединенной между собой па- рой планок 19 и закреплена центральными шарнирами 16 на монтажных плитах 2, 6, 7. Свободные концы рычагов 17 и пар планок
19Х-образных тяг попарно связаны посредством периферийных шарниров 18, которых соединены пружинами 20. Суммарное усилие последних выбрано в 2-5 раз меньшим суммарного усилия пружин 15 направляющих колонок. Если усилие, возникающее в пружинах 15, подпружинивающих направ- ляющие колонки 14, будет менее, чем в 2 раза, превышать суммарное усилие пружин
20Х-образных тяг, то этого усилия будет недостаточно для компенсации усилия пружин 20 Х-образных тяг и усилий, противо- действующих смыканию плит (трение, усилие сопротивления, возникающие в результате перекосов отдельных частей механизма и т.п.). В этом случае проседание ограничительных головок 13 направляющих колонок 14 до упора плунжера и воздействие плиты пресса на плунжер произойдет прежде, чем сомкнутся плиты пресс-формы, что приведет к браку изделия.
Пресс-форма работает следующим об- разом.
При закрытии пресс-формы плита пресса касания с выступающими над поверхностью верхнего основания 12 ограничительными головками 13 продолжает опускаться вниз, сжимая пружины 15, которые упираются в монтажную плиту 7. В связи с тем, что суммарное усилие пружин 15 в 2-5 раз больше суммарного усилия пружин 20 рычажного параллелограммного меха- низма, плита 7 под воздействием усилия пресса, передаваемого через пружины 15, приоодит в движение рычаги 17 и планки 19. При этом концы рычагов 17 и планок 19 расходятся, растягивая пружины 20. Вслед- ствие этого монтажные плиты 2, 6. 7, 8 опускаются до полного смыкания. После полного смыкания плит пресс-форма верхнее основание 12 под воздействием усилия пресса зходит в литьевую камеру плиты 8 и выдавливает резиновую смесь через литьевое отверстие 10 а формующие гнезда 11. При этом ограничительные головки 13 полностью утоплены з отверстия в верхнем основании 12, а пружины 15 максимально сжаты
По окончании процесса вулканизации резинотехнического изделия плиту поднимают. При этом пружины 15 разжимаются, поджимая ограничительные головки 13 к верхнему основанию 12 и при помощи направляющих колонок 14 одновременно с плитой 7 поднимают верхнее основание 12 вверх, которое под воздействием разжимающихся пружин 15 поднимается вслед за плитой пресса. В этот же момент начинают сжиматься пружины 20. Принимая свое первоначальное положение (сжимаясь), они сближают концы рычагов 17 и планок 19 и тем самым поднимают монтажные плиты. Раскрытие плит пресс-формы происходит до тех пор, пока шайбы 4 не соприкоснутся с проточкой в монтажной плите 2. Таким образом, осуществляется автоматическое раскрытие пресс-формы, которое осуществляется одновременно с поднятием плиты пресса.
Таким образом, открытие пресс-формы осуществляется механическим путем при помощи Х-образных тяг, пар рычагов и пружин, впрыск резиновой смеси в формующие полости из литьевой камеры осуществляется после полного смыкания плит при помощи подпружиненных направляющих колонок, что повышает качество изготавливаемых изделий.
Формула изобретения
1.Многоэтажная пресс-форма, содержащая этажно установленные монтажные плиты с формующими гнездами, верхнее основание с закрепленными на нем посредством ограничительных головок направляющими колонками, свободно проходящими по меньшей мере через две соседние плиты, Х-образные тяги, каждая из которых образована соединенной между собой центральным шарниром парой планок, концы которых в соседних тягах связаны посредством периферийных шарниров, о т- личающаяся тем, что пресс-форма снабжена установленными на направляющих колонках пружинами, центральные шарниры смонтированы на монтажных плитах, а периферийные шарниры одноименных концов планок связаны между собой пружинами, причем суммарное усилие последних выбрано в 2-5 раз меньшим суммарного усилия пружин направляющих колонок.
2.Пресс-форма по п.1,отличаю- щ а я с я тем, что верхний и нижний этажи с соседними связаны посредством пар рычагов, которые одним концом связаны между собой центральным шарниром, а другим - с периферийным шарниром соседних Х-об- резных тяг.
о т
г- ю см оо
f-
NJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоэтажная пресс-форма | 1989 |
|
SU1708633A1 |
| Грейферный механизм подачи к штампу для вязки крючковых цепей | 1980 |
|
SU984585A1 |
| Трехплитная пресс-форма | 1983 |
|
SU1121150A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1990 |
|
SU1766696A1 |
| Прессформа для штамповки из жидкого металла | 1975 |
|
SU548372A1 |
| Устройство для разъема съемных пресс-форм | 1980 |
|
SU876458A1 |
| МНОГОГНЕЗДНАЯ СТАЦИОНАРНАЯ ПРЕСС-ФОРМА С ГОРИЗОНТАЛЬНЫМ И ВЕРТИКАЛЬНЫМ РАЗЪЕМАМИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2011 |
|
RU2475357C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРУТКИ ПЕРА ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2014 |
|
RU2557821C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ЭЛЕКТРОМАГНИТНЫЙ ПРЕСС | 1996 |
|
RU2096179C1 |

Использование: изготовление длинномерных резинотехнических изделий высокого качества. Сущность изобретения: многоэтажная пресс-форма содержит установленные монтажные плиты с формующими гнездами, верхнее основание с закрепленными на нем посредством ограничительных головок направляющими колонками, свободно проходящими по меньшей мере через две соседние плиты, и X-образные тяги, каждая из которых образована соединенной между собой центральным шарниром парой планок. Концы последних в соседних тягах связаны посредством периферийных шарниров. Пресс- форма снабжена установленными на направляющих колонках пружинами. Центральные шарниры смонтированы на монтажных плитах, а периферийные шарниры одноименных концов планок связаны между собой пружинами, причем суммарное усилие последних выбрано в 2-5 раз меньшим суммарного усилия пружин направляющих колонок. Верхний и нижний этажи с соседними связаны посредством пар рычагов, которые одним концом связаны между собой центральным шарниром, а другим - с периферийным шарниром соседних Х-об- разных тяг. 1 з.п.ф-лы, 2 ил. Ё
| Литьевая форма для изготовления длинномерных изделий | 1987 |
|
SU1449354A1 |
| Солесос | 1922 |
|
SU29A1 |
| Завгородний В.К | |||
| Механизация и автоматизация переработки пластических масс | |||
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
