4 СС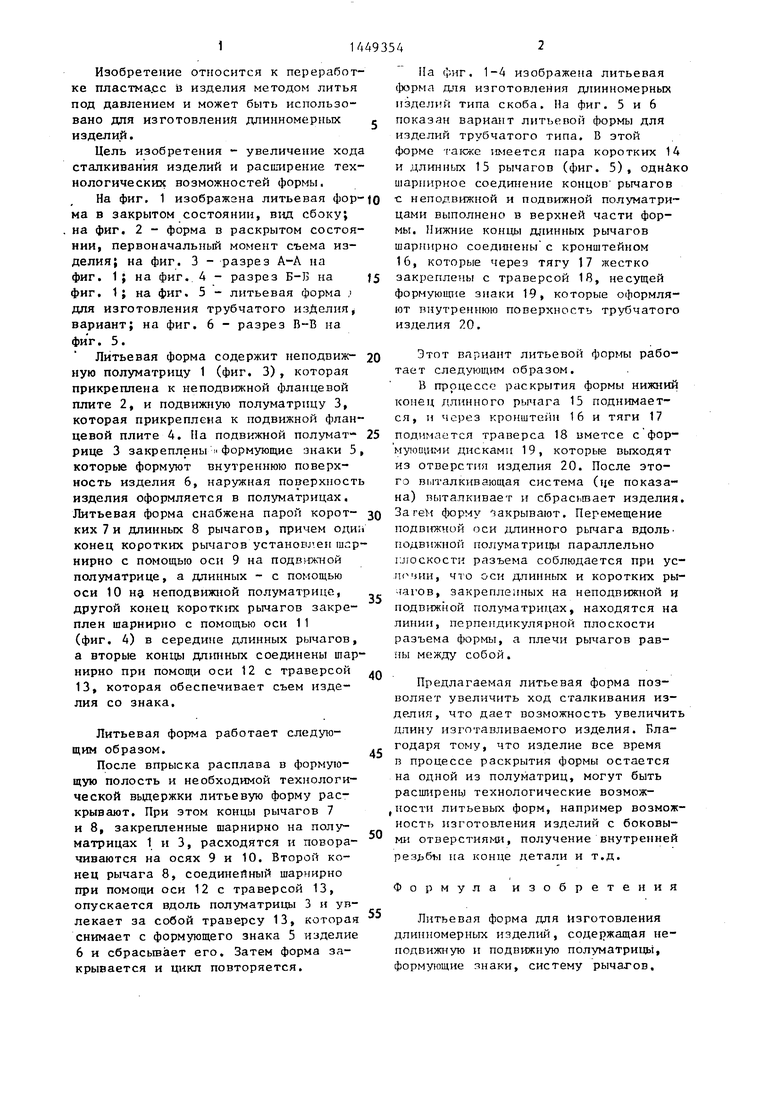
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий | 1982 |
|
SU1033345A1 |
| Литьевая форма для изготовления длинномерных полых изделий | 1988 |
|
SU1502378A1 |
| Литьевая форма для изготовления полых полимерных изделий | 1980 |
|
SU937181A2 |
| Литьевая форма для изготовленияпОлыХ издЕлий из пОлиМЕРНыХ MATE-РиАлОВ | 1979 |
|
SU839703A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1007993A1 |
| Литьевая форма для полимерных изделий | 1984 |
|
SU1248836A1 |
| Литьевая форма для изготовления полых длинномерных изделий из пластмасс | 1981 |
|
SU1014731A1 |
| Литьевая форма | 1990 |
|
SU1735033A1 |
| Литьевая форма для изготовления длинномерных полых изделий с внутренней перегородкой | 1986 |
|
SU1361005A1 |
| Литьевая форма для полимерных изделий | 1985 |
|
SU1227484A2 |



Изобретение относится к переработке пластмасс в изделия методом литья под давлением и может быть использовано для изготовления длинномерных изделий. Цель изобретения - увеличение хода сталкивания изделий и расширение технологических возможностей формы. Литьевая форма содержит неподвижную полуматрицу и подвижную полуматрицу. На подвижной полуматрице закреплены формующие знаки, формующие внутреннюю поверхность изделия. Литьевая форма снабжена парой коротких и парой длинных рычагов. Одни концы коротких рычагов установлены шарнирно на подвижной полуматрице, а длинных рычагов - на неподвижной полуматрице, другие концы коротких рычагов закреплены шарнирно в середине длинных рычагов, а вторые концы длинных рычагов соединены шарнирно с траверсой 13, которая обеспечивает съем изделия со знака. Предусмотрен вариант литьевой формы дпя изделий трубчатого типа. Нижние концы длинных рычагов щарнирно соединены с кронштейном, которьй через тягу жестко закреплен с траверсой, несущей формующие знаки, которые оформляют внутреннюю поверхность трубчатого изделия. 6 ил. S с
СЛ
4
Изобретение относится к переработке пластма.сс в изделия методом литья под давлением и может быть использовано для изготовления длинномерных изделий.
Цель изобретения - увеличение хода сталкивания изделий и расширение технологических возможностей формы.
На фиг. 1 изображэна литьевая форма в закрытом состоянии, вид сбоку; на фиг. 2 - форма в раскрытом состоянии, первоначальный момент съема изделия; на фиг. 3 - разрез А-А на фиг. 1; на фиг. А - разрез Б-Б на фиг. 1; на фиг. 5 - литьевая форма , для изготовления трубчатого изДелия вариант; на фиг. 6 - разрез В-В на фиг. 5.
Литьевая форма содержит неподвиж- ную полуматрицу 1 (фиг. 3), которая прикреплена к неподвижной фланцевой штате 2, и подвижную полуматрицу 3, которая прикреплена к подвижной фланцевой плите 4. Па подвижной полумат- рице 3 закреплены формующие знаки 5 которые формуют внутреннюю поверхность изделия 6, наружная поверхность изделия оформляется в полуматрицах. Литьевая форма снабжена парой корот- ких 7 и длинных 8 рычагов, причем оди: конец коротких рычагов установлен шг.р нирно с помощью оси 9 на подв)1жной полуматрице, а длинных - с помощью оси 10 нэ неподвижной полуматрице, другой конец коротких рьмагов закреплен шарнирно с помощью оси 11 (фиг. 4) в середине длинных рычагов, а вторые конщз дпшшых соединены шарнирно при помощи оси 12 с траверсой 13, которая обеспечивает съем изделия со знака.
Литьевая форма работает следующим образом.
После впрыска расплава в формующую полость и необходимой технологической выдержки литьевую форму раскрывают. При этом концы рычагов 7 и 8, закрепленные шарнирно на полу- матрицах 1 и 3, расходятся и поворачиваются на осях 9 и 10. Второй конец рычага 8, соединейный шарнирно при помощи оси 12 с траверсой 13, опускается вдоль полуматрицы 3 и увлекает за собой траверсу 13, которая снимает с формующего знака 5 изделие 6 и сбрасьшает его. Затем форма закрывается и цикл повторяется.
Па фиг. 1-4 изображена литьевая с1юрмл для изготовления длинномерньсх изделий типа скоба. Па фиг. 5 и 6 показан вариант литьевой формы для изделий трубчатого типа. В этой форме акже имеется пара коротких 14 и длинных 15 рычагов (фиг. 5), однйк QiapHHpHoe соединение концов рычагов с неподвижной и подвижной полуматрицами выполнено в верхней части формы. Нижние концы длинных рычагов шариирно соединены с кронштейном 16, которые через тягу 17 жестко закреплены с траверсой 18, несущей формующие знаки 19, которые оформляют внутреннюю поверхность трубчатого изделия 20.
Этот вариант литьевой формы работает следующим образом.
В процессе раскрытия формы нижний конец длинного рьмага 15 поднимается, и через кронште1 н 16 и тяги 17 поднмается траверса 18 вметсе с фор- мугаац1ми дисками 19, которые выходят из отверстгтя изделия 20. После этого выталкивающая система (ije показана) выталкивает и сбрасьшает изделия Sareli форму закрывают. Перемещение подвижной оси длинного рычага вдоль подвижной полуматрицы параллельно г.лоскости разъема соблюдается при ус rio jiui, что оси длинных и коротких ры -тагов, закрепленных на неподвижной и подвижной пол матрицах, находятся на линии, перпендикулярной плоскости разъема формы, а плечи рычагов равны мсгжду собой.
Предлагаемая литьевая форма позволяет увеличить ход сталкивания изделия, что дает возможность увеличит длину изготавливаемого изделия. Благодаря тому, что изделие все время в процессе раскрытия формы остается на одной из полуматриц, могут быть расширены технологические возмож- ,ности литьевых форм, например возможность изготовления изделий с боковыми отверстиями, получение внутренней рез.бы на конце детали и т.д.
Формула изобретения
Литьевая форма для Изготовления длин}юмерньгх изделий, содержащая неподвижную и подвижную полуматриць, формующие знаки, систему рычагов.
Фи$.2
А Л
Фм.3
:
Фиа.
Фие,6
| Литьевая форма для изготовления полых длинномерных изделий из пластмасс | 1981 |
|
SU1014731A1 |
| Солесос | 1922 |
|
SU29A1 |
