9
fe
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения износостойкой и задиростойкой поверхности | 1989 |
|
SU1700064A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА "ЗОЛОТНИКОВАЯ ПАРА" | 2005 |
|
RU2293641C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ТИТАНОВЫЕ СПЛАВЫ | 2012 |
|
RU2502828C1 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2470082C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛИ УЗЛА ТРЕНИЯ | 2010 |
|
RU2443801C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ ДЕТАЛЕЙ ИЗ ЧУГУНОВ | 2000 |
|
RU2173731C1 |
| Способ получения износостойких покрытий | 1988 |
|
SU1636474A1 |
| СПОСОБ РЕМОНТА ТУРБОКОМПРЕССОРОВ | 2006 |
|
RU2311276C2 |
| Способ обработки рабочих поверхностей деталей узла трения | 2022 |
|
RU2788514C1 |
| АНТИФРИКЦИОННОЕ ТВЕРДОСМАЗОЧНОЕ ПОКРЫТИЕ | 2023 |
|
RU2820998C1 |
Использование: для поверхностей трения. Сущность изобретения: в способе получения антифрикционной, задиростойкой и коррозионностойкой поверхности путем легирования рабочей поверхности детали электроискровым способом наносят на нее металлическое покрытие, также электроискровым способом алитируя поверхность, затем дополнительно наносят электролитическим методом оловянистое покрытие и осуществляют приработку полученной поверхности путем ее притирки и контртелом в режиме средних нагрузок и скоростей полусухого трения. Использование изобретения позволяет повысить каче- ство и физико-механические св-ва поверхности трения, 2 ил., 1 табл.
Изобретение относится к машиностроению и может быть использовано для повышения износостойкости, задиростойкости и коррозионной стойкости в атмосферных условиях трущихся сопряжений поверхностей.
Цель изобретения - повышение качества и физико-механических свойств поверхности.
Осуществление способа производят в следующих режимах формирования и материалах: в качестве материала образца (кольца) была взята сталь марки Ст.З стадии поставки, HRB 90-95; электроискровое легирование (ЗИЛ) проводили на установке Элитрон-22А. Упрочнение рабочей поверхности проводили сплавом ВК-8, при параметрах:
рабочий-ток: 1,3 А;
энергия разряда 0,55-0,6 Дж;
фактическое время нанесения покрытия 1-1,5 мин/см2.
ЗИЛ алюминием (алитирование), на установке Элитрон-22А.
рабочий ток: 0,8-1,3 А,ф
энергия разряда 0,45-0,5 Дж;
фактическое время нанесения слоя: 1-1,5 мин/см2.
Нанесение оловянистого покрытия осуществляли элекролитическим методом:
состав электролита:
Сернокислое олово
Серная кислота
Клей столярный
Температура
Катодная плотность
тока
Толщина получаемого покрытия
Притирка - в режиме полусухого трения, контртелом (кольцом) из стали У8, HRC
50-55 г/л; 600 г/л; 0,2-1.0 г/л; +18-20°С;
1-2А/Дж2; 30-40 мкм.
00
ю
Ј
ON
60, .смазка индустриальным маслом И-20, при параметрах нагружения:
скорость вращения
образца150-200 об/мин;
удельное давление2,5-106н/м2;
время притирки: 15-20 мин.
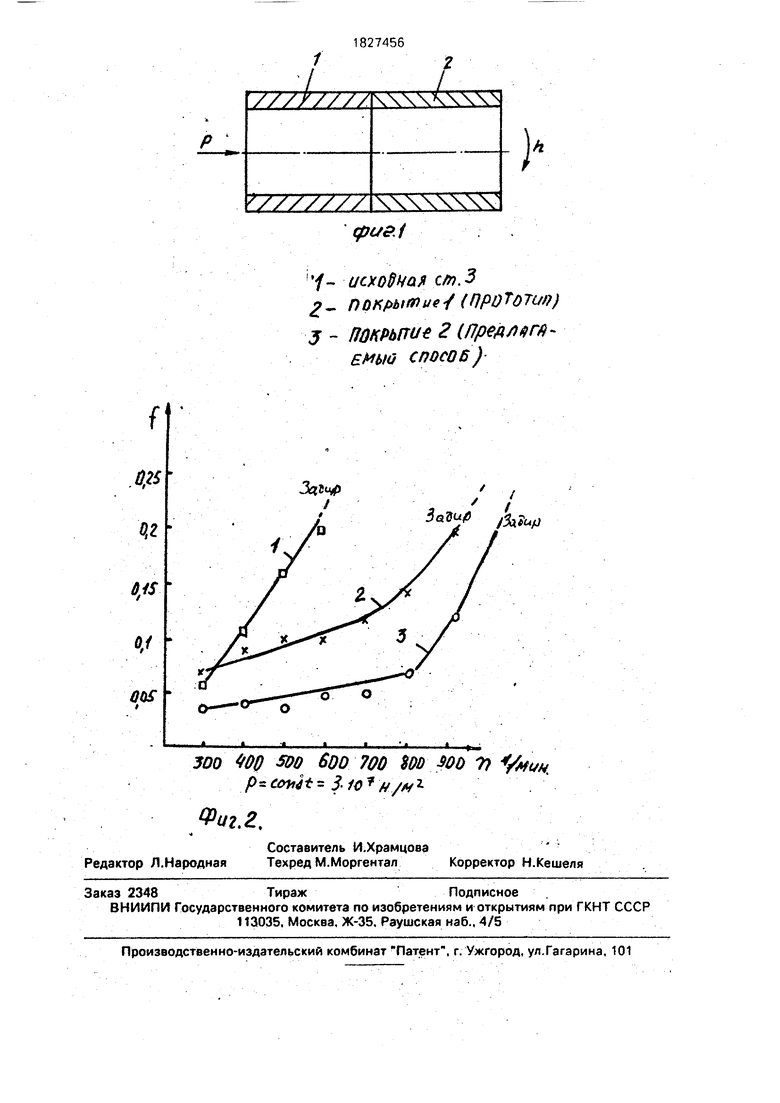
На фиг.1 изображена схема трения, по которой осуществляют притирание полученного покрытия, состоящего из интерме- талидной композиции, на машине трения УМТ-1. После притирки в режиме полусухого трения, были проведены сравнительные .испытания на задиристость (в режиме трения без смазки) путем повышения скорости скольжения, при нагрузке 3- 10 н/м2, на образцах трех видов. Первый вид- исходная сталь 3 стадии поставки. Второй вид - образцы с покрытием ВК-8 меди, изготовленные по способу прототипа. Третий вид - покрытие, полученное по предлагаемому способу.
В процессе трения фиксировали коэффициент трения до наступления задира. По результатам испытаний на задир построена зависимость f от п, приведенная на фиг.2, по всем трем образцам.
Испытания показали наибольшую зади- ростойкость, наименьший коэффициент трения в установившейся области трения покрытия,полученного по предлагаемому способу.
Кроме испытаний на антифрикционную и противозадирную стойкость, были проведены испытания на коррозионную стойкость в статических условиях в 5% растворе
0
5
0
5
0
5
NaCI. Длительность испытаний составила 160 ч. Испытания на корроизонную стойкость показали лучшие антикоррозионные свойства предлагаемого по способу покрытия (таблица).
Использование предлагаемого способа обеспечивает по сравнению с существующими следующие преимущества:
повышает антифрикционность, задиро- стойкость и коррозионную стойкость в атмосферных условиях;
более экономичен, так как фактически безотходен; уменьшает расход цветных тугоплавких материалов;
более производителен, так как на финишной стадии обработки исключает механическую; позволяет электролитическим методом наносить покрытия на неограниченное число деталей.
Формула изобретения
Способ получения антифрикционной, задиростойкой и коррозионно-стойкой поверхности путем легирования рабочей поверхности детали электроискровым способом и последующего нанесения на нее металлического покрытия, отличающий- с я тем, что, с целью повышения качества и физико-механических свойств поверхности, нанесение металлического покрытия осуществляют электроискровым способом, алити- руя поверхность, затем дополнительно наносят электролитическим методом оловя- нистое покрытие и осуществляют приработку полученной поверхности путем ее притирки контртелом в режиме средних нагрузок и скоростей полусухого трения.
////////
Р
УУУУУУ
фс/&1
исходна ся.З
Покрытие-/ (ПРОТОТиП)
Пй№№ 2 (npeflfltrftЕМЬЮ СПОСОБ)
f
№
о,г
Зцъчр
W
ы
ш
300 400 600 700 Ш Щ 77 /#щ
f
дхччхчхл
)
/ /
friup
| Способ получения износостойкойпОВЕРХНОСТи | 1979 |
|
SU815595A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
