Известны сварочные .машины с плавным регулированием напряжения, со сменными вкладышами в зажнмных губках, с увеличением скорости подачи перед осадкой, со стабилизированным приводом с электромашинным усилителем и с обдувкой губок воздухом.
Известна также кислородно-воздушная продувка сварных стыков труб с механическим управлением.
Предлагаемая машина для сварки котельных змеевиков отличается тем, что, с целью повышения надежности в работе, программное изменение сварочного напряжения осуществляется поочередным переключением двух игнитронных контакторов. При этом один контактор (Подключает сварочный трансформатор на- питание непосредственно от сети, а второй- к пониженному напряжению, снимаемому от соответствующей обмотки автотрансформатора.
При переходе со сварки труб одного диаметра на сварку труб другого диаметра используют сменные вкладыши, обеспечивающие требуемую установочную длину, свариваемых труб.
.В машине применен четырехнознционный электронный регулятор гзремени для программного управления всеми стадиями йоздушно-кислородной продувки стыка при удалении пнутренпего грата,
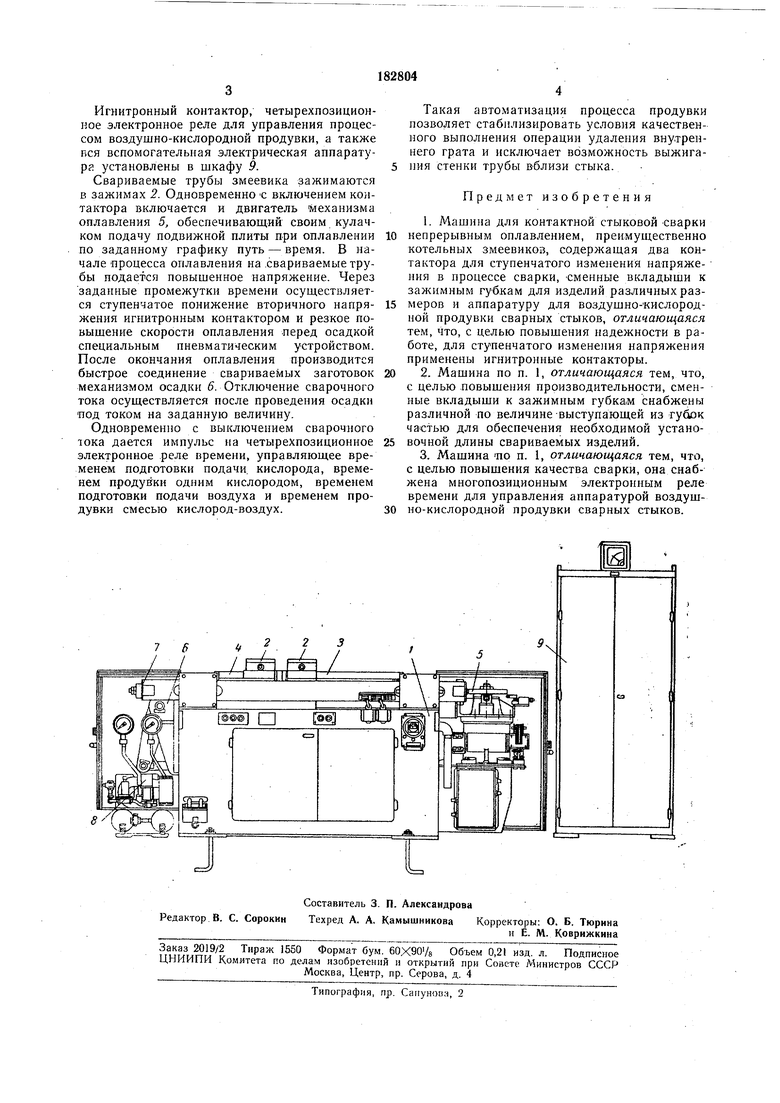
На чертеже показана предлагаемая машина.
Машина состоит из сварной станины 1, двух зажимов 2, из которых один укреплен на подвижной 3, а второй на неподвижной 4 плите. Зажим, установленный на подвижной плите, снабжен механизмом для его регулировки в горизонтальной плоскости, а зажим, укрепленный на неподвижной плите, - механизмом для регулировки в вертикальной плоскости.
Зажимы комплектуются сменными вкладышами для сварки труб всех заданных диаметров. Одновремен.но сменные вкладыши обеспечивают без переналадки машины изменение установочной длины.
Механизм оплавления 5 состоит из двигателя постоянного тока и червячно-цили-ндрического редуктора, на выходном валу которого установлен кулачок оплавления. Плавное регулирование скорости вращения двигателя производитсяС помощью привода с магнитным усилителем. Механизм осадки 6 - рычажнопневматический.
На станине машины укреплены два пневматических цилиндра 7 возврата подвижной плиты в исходное положение.
В корпус станины вмонтирован сварочный трансформатор.
Игнитронный контактор, четырехпозиционкое электронное реле для управления процессом воздушно-кислородной продувки, а также вся вспомогательная электрическая аппаратуРЙ установлены в шкафу 9.
Свариваемые трубы змеевика зажимаются в зажимах 2. Одновременно С включением контактора включается и двигатель механизма оплавления 5, обеспечивающий своим кулачком подачу подвижной плиты при оплавлении по заданному графику путь - время. В начале процесса оплавления на .свариваемые трубы подается повышенное напряжение. Через заданные промежутки времени осуществляется ступенчатое понижение вторичного напряжения игнитронным контактором и резкое повышение скорости оплавления перед осадкой специальным пневматическим устройством. После окончания оплавления производится быстрое соединение свариваемых заготовок механизмом осадки 5. Отключение сварочного тока осуществляется после проведения осадки ттод током на заданную величину.
Одновременно с выключением сварочного тока дается импульс на четырехпозиционное электронное реле времени, управляющее временем подготовки подачи, кислорода, временем продувки одним кислородом, временем подготовки подачи воздуха и временем продувки смесью кислород-воздух.
Такая автоматизация процесса продувки позволяет стабилизировать условия качественного выполнения операции удаления внутреннего грата и исключает возможность выжигаПИЯ стенки трубы Вблизи стыка.
Предмет изобретения
1. Машина для контактной стыковой кварки
непрерывным оплавлением, преимущественно котельных змеевикоз, содержащая два контактора для ступенчатого изменения напряже- ния в процессе сварки, Сменные вкладыши к зажимным губкам для изделий различных размеров и аппаратуру для воздушно-кислородной продувки сварных стыков, отличающаяся тем, что, с целью повышения надежности в работе, для ступенчатого изменения напряжения применены игнитронные контакторы.
2. Машина по п. 1, отличающаяся тем, что, с целью повышения производительности, сменные вкладыши к зажимным губкам снабжены различной по величине выступающей из губок частью для обеспечения необходимой установочной длины свариваемых изделий.
3. Машина по п. 1, отличающаяся тем, что, с целью повышения качества сварки, она снабжена многопозиционным электронным реле времени для управления аппаратурой воздушно-кислородной продувки сварных стыков.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ТОРЦЕВ ТРУБ | 1937 |
|
SU57231A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПОЛОС | 2008 |
|
RU2377106C1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
