Изобретение относится к сварочной технике и может быть использовано в оборудовании для полуавтоматической и автоматической сварки в защитных газах.
Целью изобретения является повышение качества сварных швов путем повышения устойчивости потока защитного газа.
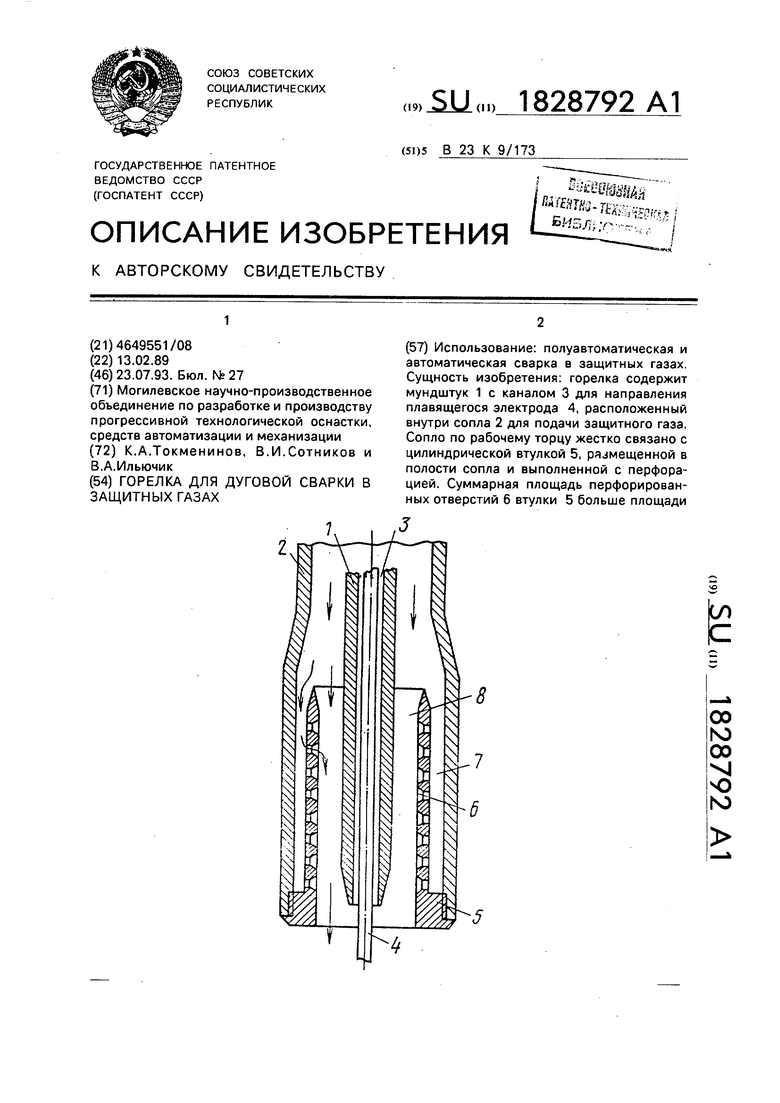
На чертеже показана горелка, разрез.
Горелка для дуговой сварки в среде защитных газов состоит из мундштука 1, установленного концентрично в сопле 2. Мундштук 1 выполнен с каналом 3 для направления плавящегося электрода 4. На выходе сопла 2 концентрично между мундштуком 1 и внутренней стенкой сопла 2 установлена втулка 5, стенки которой выполнены с перфорацией (отверстия 6). Кольцевой зазор 7 между стенкой втулки 5 и соплом 2 меньше, чем кольцевой зазор 8 между втулкой 5 и мундштуком 1. Суммарная площадь перфорированных отверстий 6 втулки 5 больше площади поперечного сечения кольцевого зазора между наружной стенкой втулки 5 и внутренней стенкой сопла 2.
Кольцевой зазор 7 между стенкой втулки 5 и соплом 2 меньше, чем кольцевой зазор 8 между втулкой 5 и токоподводящим наконечником мундштука 1.
При включении механизма подачи плавящегося электрода 4 вдоль канала 3 одновременно подается защитный газ, который протекает между токоподводящим наконечником мундштука 1 и внутренней стенкой сопла 2. Вдоль поверхностей стенки 2 сопла имеется пограничный слой, скорость потока в котором ниже, чем в основном потоке газа. Это вызывает турбулизацию потока защитного газа вдоль стенок сопла 2. Устанавливая внутрь сопла 2 втулку 5 с перфорацией в виде отверстийб, удается разделить газовый поток, основная часть которого протекает по кольцевому зазору 8.,
Другая часть потока с большой скоростью устремляется в более узкий зазор 7 и
затем через отверстия 6 истекает в зазор 8 вдоль стенки втулки 5, При этом скорость истечения потока из зазора 7 в зазор 8 выше, чем скорость основного потока в зазоре
8. За счет этого основной поток не тормозится о стенки сопла 2 и имеет ламинарный характер истечения, что обеспечивает устойчивость потока защитного газа и повышенную защищенность свариваемого шва,
что, в свою очередь, повышает качество сварного шва. При выполнении перфорации должно быть обеспечено условие So S, где So - суммарная площадь отверстий 6, S - площадь кольцевого зазора 7 в сечении,
перпендикулярном оси горелки. В этом случае, газ, попавший в зазор 7, не будет в нем запираться и вызывать обратных волн, отрицательно влияющих на ламинарность истечения.
Формула изобретения Горелка для дуговой сварки в защитных газах, содержащая мундштук с каналом для направления плавящегося электрода, расположенный внутри сопла для подачи защитного газа, жестко связанного по рабочему торцу с цилиндрической втулкой, расположенной внутри сопла с кольцевыми зазорами относительно сопла и мундштука,
отличающаяся тем, что, с целью повышения качества сварных швов путем повышения устойчивости потока защитного газа, сопло выполнено цилиндрическим, втулка выполнена с перфорацией, причем
суммарная площадь перфорированных отверстий втулки больше площади поперечного сечения кольцевого зазора между наружной стенкой втулки и внутренней стенкой сопла, а площадь поперечного сечения кольцевого зазора между внутренней стенкой сопла и наружной стенкой втулки меньше .площади поперечного сечения кольцевого зазора между внутренней стенкой втулки и наружной поверхностью мундштука.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1180202A1 |
| Горелка для дуговой сварки | 1986 |
|
SU1349922A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка Лелебина для дуговой сварки | 1989 |
|
SU1722734A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2000 |
|
RU2190511C2 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1074680A1 |
| Горелка для дуговой сварки в среде защитных газов | 1988 |
|
SU1547994A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2000 |
|
RU2191667C2 |
Использование: полуавтоматическая и автоматическая сварка в защитных газах. Сущность изобретения: горелка содержит мундштук 1 с каналом 3 для направления плавящегося электрода 4, расположенный внутри сопла 2 для подачи защитного газа. Сопло по рабочему торцу жестко связано с цилиндрической втулкой 5, размещенной в полости сопла и выполненной с перфорацией. Суммарная площадь перфорированных отверстий 6 втулки 5 больше площади