Изобретение относится к оборудованию сварочного производства и может быть использовано для полуавтоматической и автоматической сварки в среде защитных газов.
Цель изобретения - повышение качества сварных соединений путем направленного воздействия ламинарного потока защитного газа на зону сварки и уменьшение расхода защитного газа.
На чертеже показана горелка, разрез.
Горелка содержит токоподводящий мундштук 1 с каналом 2 для направления сварочной проволоки, каналами 3 для подачи защитного газа и токоподводящим наконечником 4, стакан 5, установленный на мундштуке 1, с зазором 6 для прохода защитного газа.
Токоподводящий наконечник выполнен с продольным сечением в форме кардиоиды и открытой кольцевой полостью 7, расположенной на нерабочем торце.
Горелка имеет сопло 8, внутренняя поверхность которого повторяет форму наконечника 4. На чертеже обозначены сварочная проволока 9 (плавящийся электрод), сварочная ванна 10 расплавленного металла.
Горелка работает следующим образом.
При включении .механизма подачи сварочной проволоки 9 одновременно через каналы 3 мундштука 1 под давлением подается защитный газ, который вытекает через кольцевой зазор 6. Попадая в кольцевую полость 7 токоподводящего наконечника 4, поток защитного газа создает противодавление основному потоку газа, вытекающего из кольцевого зазора 6, и направляется в кольцевой зазор между криволинейной поверхностью токоподводящего наконечника 4 и внутренней поверхностью сопла 8 к сварочной зоне.
Пример. Для сравнения известной и предлагаемой горелок.сваривают стыковые соединения материала толщиной 10 мм с разделкой кромок. Сварку производят в следующем режиме: сварочный ток /ев 250А при диаметре электрода 1,6 мм и скорости сварки
0
5
0
Уев б м/ч при расходе защитного газа qr 18 л/мин и внутреннем диаметре сопла мм. Расход углекислого газа определяют по ротаметру. Качество сварного соединения зависит от величины расхода защитного газа и для известной горелки находится в пределах 17-18 л/мин. В предлагаемой горелке при расходе газа 18 л/мин наблюдается нестабильное горрние дуги и боль- щая чещуйчатость сварочного шва. С умень- щением величины расхода защитного газа до 12 л/мин наблюдается стабильное горение дуги и хорошая запдита щва с ровной его поверхностью.
Снижение расхода углекислого газа в предлагаемой горелке при хорошем качестве шва обусловлено формой наружной поверхности токоподводящего наконечника и кольцевым зазором между токоподводящим наконечником и криволинейной поверхностью сопла, что позволяет сформировать устойчивый направленный поток защитного газа, улучшающий защиту дуги и околощовной зоны от воздействия внешней среды.
Формула изобретения
Горелка для дуговой сварки в среде защитных газов, содержащая токоподводящий мундщтук с каналом для направления пла- вяп 1егося электрода и токоподводящим наконечником, выполненным с кольцеобразной
открытой полостью на нерабочем торце, установленный на мундштуке стакан с отверстием в дне для прохода защитного газа, отличающаяся тем, что, с целью повышения качества сварных соединений путем направленного воздействия ламинарного потока защитного газа на зону сварки и уменьшения расхода зап итного газа, токоподводящий наконечник выполнен с продольным сечением в форме кардиоиды и воронкообразной полостью с отверстием у рабочего торца, а внутренняя поверхность сопла выполнена
по форме, соответствующей наружной поверхности токоподводяи его наконечника.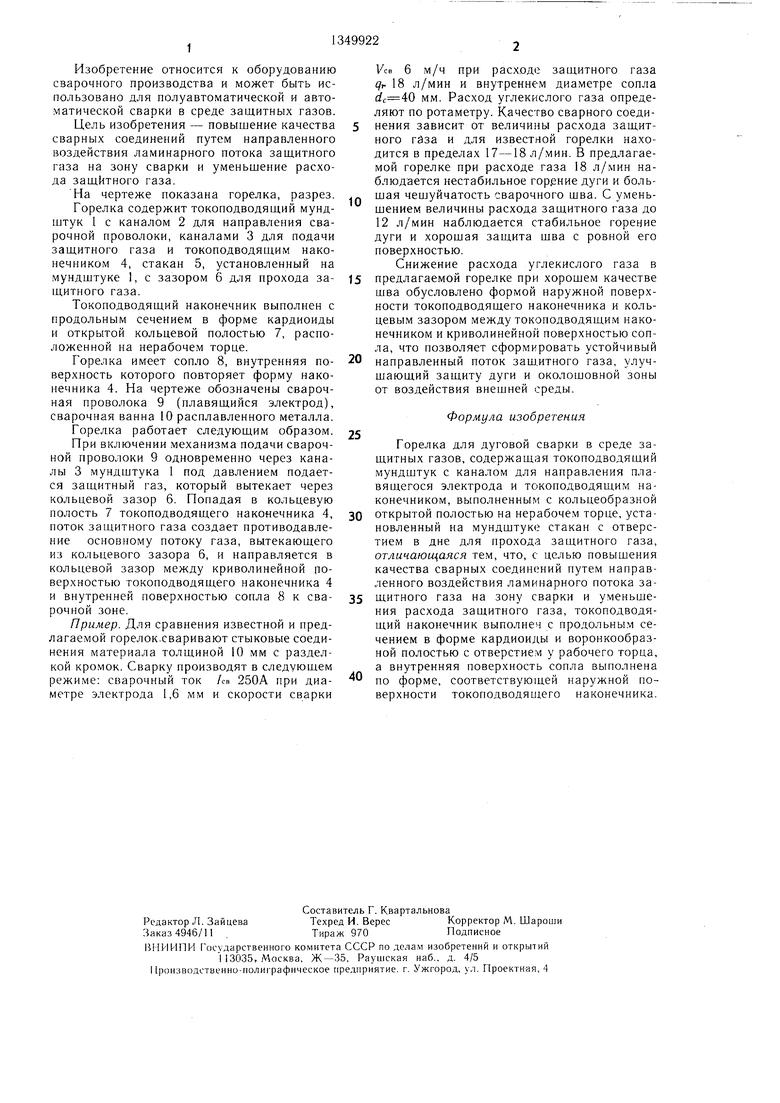
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки в среде защитных газов | 1988 |
|
SU1547994A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1243917A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1180202A1 |
| Горелка для дуговой сварки в среде защитных газов | 1978 |
|
SU701747A1 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1074680A1 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| Горелка Лелебина для дуговой сварки | 1989 |
|
SU1722734A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1260135A1 |
Изобретение относится к оборудованию сварочного производства и может быть использовано для полуавтоматической сварки в среде зааштных газов. Цель изобретения - повышение качества С1зарных соединении путем направленного воздействия ламинарного потока защитного газа на зону сварки и уменьшение расхода защитного газа. Попадая в кольцевую полость 7 токоподводяще- го наконечника 4, поток защитного газа создает противодавление основному потоку газа, вытекающего из кольцевого зазора 6, и направляется в кольцевой зазор между криволинейной поверхностью токоподводящего наконечника 4 и внутренней поверхностью сопла 8 к сварочной зоне. При этом формируется устойчивый направленный, поток защитного газа, улучшающий защиту дуги и околощовной зоны от воздействия внещ- ней среды. I ил. (Л
| Горелка для дуговой сварки в среде защитных газов | 1978 |
|
SU701747A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
