„ Изобретение относится к сварочной
технике и может быть использовано для полуавтоматической и автоматической сварки в среде защитных газов.
Целью изобретения является повыше- ние качества сварных швов путем обеспечения надежной защиты сварочной ванны.
На чертеже показана горелка для дуговой сварки в среде защитных га- зов, разрез.
Горелка содержит сопло 1, токопод- водящий мундштук 2 с каналом 3 для направления плавящегося электрода и каналами 4 для подачи защитного газа, стакан 5 с отверстиями в дне, установленный на мундштуке 2 и образующий кольцевой зазор 6 с поверхностью мундштука 2 для прохода защитного газа, токоподводящий наконечник 7 с кольцевой конусообразной открытой полостью 8, расположенной на его нерабочем . торце напротив зазора 6. Поверхность мундштука 2 выполнена ступенчатой. Каналы 4 выполнены в ступени мундштука с большим диаметром. Поверхность ступени мундштука 2 с меньшим диаметром выполнена в виде двух сопряженных большими основаниями конусов образующих большими основаниями кольцевое ребро 9 и сужающихся в противоположных направлениях. Меньшее основание одного из конусов расположено в одной плоскости с выходными отверстиями каналов 4, а меньшее основание другого конуса расположено в одной плоскости с дном кольцевой конусообразной полости 8. Угол наклона образующей конуса мундштука 2, расположенного ближе к рабочему торцу горелки, равен углу наклона образующей конусообразной поверхности внутренней стенки полости 8, а угол наклона образующей другого конуса мундштука 2 равен углу наклона
5
,.
5
5 5
0
5
0
образующей конусообразной поверхности стакана 5. В дне токоподводяшего наконечника 7 выполнены ступенчатые цилиндрические каналы 10, у которых диаметры входной и выходной ступени равны, а средняя ступень имеет диаметр, меньший, чем диаметр входной и выходной ступеней.
Горелка работает следующим образом.
При включении механизма подачи сварочной проволоки одновременно через каналы 4 мундштука 2 под давлением подается защитный газ. Благодаря тому, что мундштук 2 имеет специальную форму поверхности обеспечивается истечение струи защитного газа с большой скоростью, попадающего затем в конусообразную открытую полость 8 токоподводящего наконечника 7. Взаимодействие постоянно существующего потока защитного газа из кольцевого зазора 6 и периодически действующего обратного потока из кольцевой полости вызывает генерацию акустических колебаний большой мощности. Часть потока защитного газа Аормируется соплом 1 для защиты зоны сварки, а часть попадает в каналы 10. На выходе из каналов 10 частицы потока защитного газа получают дополнительную кинетическую энергию, при этом эпюра распределения скоростей носит параболический характер, где максимум приходится на зону сварки, что также усиливает динамическое воздействие на столб дуги и расплавленный металл сварочной ванны и, значит, способствует повышению качества сварных швов. Кроме того, истекающие с большой скоростью из ступенчатых цилиндрических каналов устойчивые к внешним воздействиям потоки защитного газа в совокупности с потоком защитного газа, сйормированным соплом, обеспечивают надежную защиту зоны сварки, а значит, также способствуют повышению качества сварных швов.
Использование предложенной горелки для дуговой сварки в среде защитных газов позволяет повысить качество сварных швов (ударной вязкости) не менее чем на 5-10%.
Формула изобретения Горелка для дуговой сварки в среде защитных газов, содержащая сопло, ступенчатый токоподводяший мундштук с каналом для направления плавящегося электрода и каналами для подачи защитного газа в ступени большего диаметра, стакан с конусообразной поверхностью у отверстия в дне, установленный на мундштуке и образующий с поверхностью мундштука кольцевой зазор для прохода защитного газа, то- коподводящий наконечник с кольцевой открытой полостью, расположенной на его нерабочем торце напротив зазора, отличающаяся тем, что, с целью повышения качества сварных швов путем обеспечения надежной защиты сварочной ванны, поверхность
ступени мундштука с меньшим диаметром выполнена в виде двух сопряженных большими основаниями конусов, меньшее основание одного из конусов расположено в одной плоскости с выходными отверстиями каналов мундштука для прохода защитного газа мундштука, а меньшее основание другого конуса - в одной плоскости с дном кольцевой полости токоподводящего наконечника, кольцевая полость токоподводящего наконечника выполнена конусообразной, сужающейся в направлении
к нерабочему торцу горелки с углом наклвна образующей конической поверхности внутренней стенки полости, равным углу наклона образующей конуса мундштука, расположенного ближе к
рабочему торцу горелки, а угол наклона образующей другого конуса мундштука равен углу наклона образующей поверхности стакана, при этом в то- коподводящем наконечнике напротив
кольцевого зазора в дне конусообразной полости выполнены ступенчатые цилиндрические каналы, имеющие входную и выходную ступени одинакового диаметра, а среднюю ступень - меныпего диаметра, чем упомянутые ступени.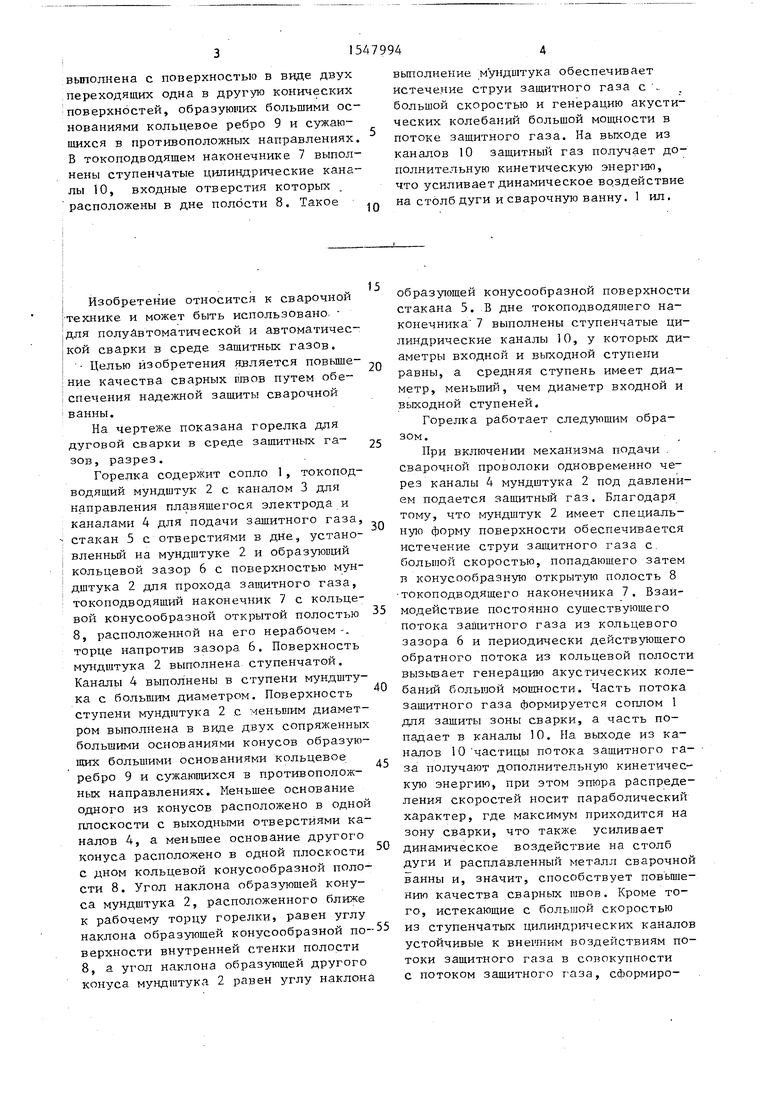

| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1260135A1 |
| Горелка для сварки в среде защитных газов | 1987 |
|
SU1426723A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Токоподводящий мундштук | 1988 |
|
SU1602646A1 |
| Горелка для дуговой сварки | 1986 |
|
SU1349922A1 |
| Горелка для сварки в среде защитных газов | 1989 |
|
SU1743753A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| Горелка для дуговой сварки в среде защитных газов | 1978 |
|
SU701747A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1260134A2 |
Изобретение относится к сварочной технике и может быть использовано для полуавтоматической и автоматической сварки в среде защитных газов. Цель изобретения - повышение качества сварных швов путем обеспечения надежной защиты сварочной ванны. В горелке у ступенчатого токоподводящего мундштука 2 ступень меньшего диаметра выполнена с поверхностью в виде двух переходящих одна в другую конических поверхностей, образующих большими основаниями кольцевое ребро 9 и сужающихся в противоположных направлениях. В токоподводящем наконечнике 7 выполнены ступенчатые цилиндрические каналы 10, входные отверстия которых расположены в дне полости 8. Такое выполнение мундштука обеспечивает истечение струи защитного газа с большой скоростью и генерацию акустических колебаний большой мощности в потоке защитного газа. На выходе из каналов 10 защитный газ получает дополнительную кинетическую энергию, что усиливает динамическое воздействие на столб дуги и сварочную ванну. 1 ил.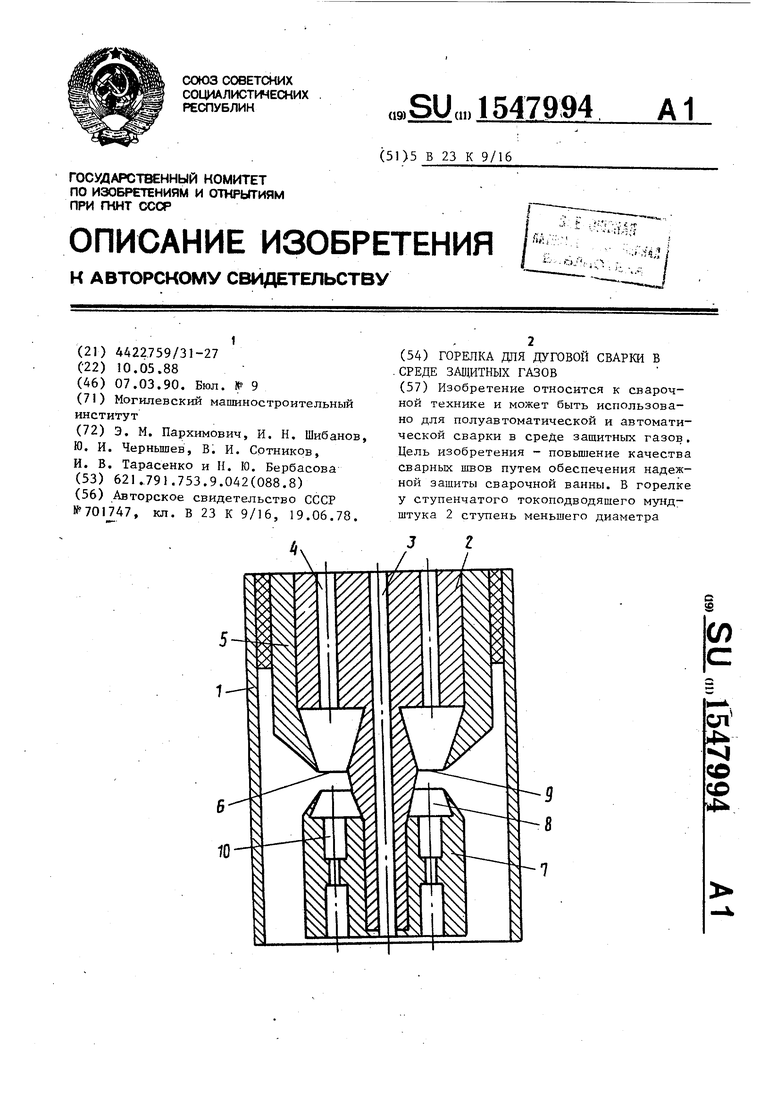
| Горелка для дуговой сварки в среде защитных газов | 1978 |
|
SU701747A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
