Изобретение может быть использовано в промышленности строительных материалов и предназначено для резки труднообрабатываемых абразивных и волокнистых материалов, таких, как, например, цемент- но-стружечные изделия, детали с полимерными связующими.
Недостаток данного инструмента заключается в том, что для повышения интенсивности охлаждения необходимо увеличивать количество или размеры пазов, а это уменьшает площадь рабочей поверхности, что в конечном счете понижает стойкость инструмента. Кроме того, в инструментах с развитой режущей поверхностью такие пазы выполнить сложно.
Целью изобретения является повышение режущей способности круга путем улучшения условий износа стружки из зоны резания.
Поставленная цель достигается во-первых тем. что на корпусе алмазного отрезного круга абразивные или алмазные зерна закрепляются любым методом, например металлизационным или гальваническим осаждением, таким образом, что они выступают над уровнем связки на величину (0,3- 0,5)ри расположены с шагом, равным (2-3)р,
где р - поперечный размер зерна; во-вторых на корпусе инструмента выполняются окна на расстоянии (1-3)t от периферии круга, ширина которых равна (2-3)t, а высота в радиальном направлении равна (10-20)t, где t - толщина корпуса. При этом смежно расположенные перемычки, образующие окна, наклонены к торцам корпуса относительно друг друга в противоположные стороны и имеют ширину, равную ()t,
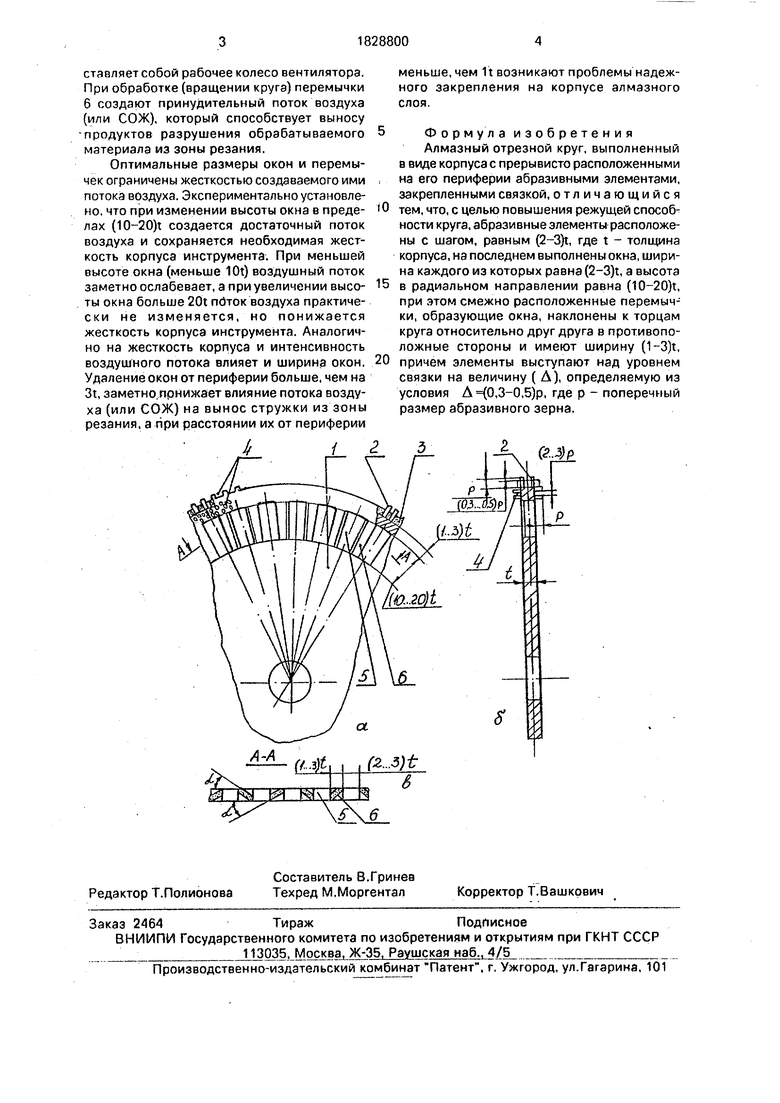
На чертеже показан пример исполнения предлагаемой конструкции: а -вид на торцовую поверхность; б - радиал ьное сечение и.в - сечение по окружности.
На корпусе 1 толщиной t алмазные зерна 2 закреплены связкой 3, нанесенной ме- таллизационным напылением. На расстоянии (1-3)t от периферии круга в корпусе инструмента выполнены окна 5 высотой в радиальном направлении (10-20): и шириной (2-3)t. Смежно расположенные перемычки 6 между окнами имеют ширину, равную ()t, и наклонены к торцам круга на угол а относительно друг друга в противоположные стороны.
Угловой профиль лопаток 6 может быть получен штамповой или механической обработкой. Такая конструкция корпуса предСП
с
00
го
00
оо
о о
ставляет собой рабочее колесо вентилятора. При обработке (вращении круга) перемычки 6 создают принудительный поток воздуха (или СОЖ), который способствует выносу продуктов разрушения обрабатываемого материала из зоны резания.
Оптимальные размеры окон и перемычек ограничены жесткостью создаваемого ими потока воздуха. Экспериментально установлено, что при изменении высоты окна в пределах (10-20)t создается достаточный поток воздуха и сохраняется необходимая жесткость корпуса инструмента. При меньшей высоте окна (меньше 10t) воздушный поток заметно ослабевает, а при увеличении высоты окна больше 20t пйток воздуха практиче- ски не изменяется, но понижается жесткость корпуса инструмента. Аналогично на жесткость корпуса и интенсивность воздушного потока влияет и ширина окон. Удаление окон от периферии больше, чем на 3t, заметно прнижает влияние потока воздуха (или СОЖ) на вынос стружки из зоны резания, а при расстоянии их от периферии
0
5
0
меньше, чем 1t возникают проблемы надежного закрепления на корпусе алмазного слоя.
Формула изобретения Алмазный отрезной круг, выполненный в виде корпуса с прерывисто расположенными на его периферии абразивными элементами, закрепленными связкой, отличающийся тем, что, с целью повышения режущей способности круга, абразивные элементы расположены с шагом, равным (2-3)t, где t - толщина корпуса, на последнем выполнены окна, ширина каждого из которых равна (2-3)t, а высота в радиальном направлении равна (10-20)t, при этом смежно расположенные nepeMbi4J ки, образующие окна, наклонены к торцам круга относительно друг друга в противоположные стороны и имеют ширину (1-3)t, причем элементы выступают над уровнем связки на величину (А), определяемую из условия Д(0,3-0,5)р, где р - поперечный размер абразивного зерна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072296C1 |
| Абразивный торцовой инструмент | 1985 |
|
SU1311921A1 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 2012 |
|
RU2519449C1 |
| СПОСОБ РЕЗКИ МОНОКРИСТАЛЛОВ КРЕМНИЯ | 1998 |
|
RU2155131C2 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 2012 |
|
RU2478033C1 |
| ТОРЦЕВОЙ ЭЛАСТИЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1992 |
|
RU2042498C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
Использование: для разрезки труднообрабатываемых абразивных и волокнистых материалов. Сущность изобретения; алмазонесущие элементы расставляются на корпусе, заращиваются связкой согласно установленным параметром. В корпусе инструмента выполнены отверстия, между которыми выполнены перемычки в виде лопаток вентилятора. 1 ил.
| Патент США № 3711999, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
