Фиг. г
Изобретение относится к области механообработки зубчатых изделий, в частности к устройствам для шевингования винтов.
Цель изобретения - повышение качества обработки за счет изменения конструктивной подачи.
На фиг.1 изображен общий вид устройства; на фиг.2 - то же, поперечное сечение.
На чертежах и в тексте приняты следующие обозначения: корпус 1, втулка 2, подшипники 3, 4, втулка 5, инструмент 6, гайка 7, винт 8, привод 9, линейный асинхронный двигатель 10, витки 11, гайка 12. внутренняя поверхность 13, наружная поверхность 14, передняя бабка 15, задняя бабка 16, толщина стенки Ь.
Указанные элементы взаимосвязаны следующим образом. Между передней и задней бабками 15,16 шевинговального станка установлен обрабатываемый винт 8, охватываемый инструментом 6 в виде винтовой пружины с приводом вращения 9. На внутренней поверхности 13 втулки 5 размещены витки 11 инструмента 6 и гайка 7, а на ее наружной поверхности 14 размещены гайка 12 и подшипники 3, которые одновременно установлены во втулке 2. Последняя установлена в подшипниках 4, размещенных в корпусе 1, соединена с приводом вращения 9 и выполнена с различной толщиной стенки Ь. С передней и задней бабками 15, 16 шевинговального станка соединен линейный асинхронный двигатель 10. выполненный в виде стола.
Устройство для шевингования зубчатых изделий работает следующим образом. Вращением гайки 7 обеспечивается регулировка степени осевого сжатия инструмента 6, тем самым достигается согласование по шагу инструмента 6 и обрабатываемого винта 8. При помощи вращения гайки 12 регулируется относительное расположение втулок 2 и 5. Причем, если втулки 2 и 5 не находятся в непосредственном контакте, они имеют независимое вращение и инструмент б обкатывается по обрабатываемому винту 8 без скольжения. Если же втулки 2 и 5 входят в непосредственный контакт путем прижатия друг к другу, то их синхронное вращение приводит к скольжению инструмента б по обрабатываемому винту 8. Тогда в первом случае обработка ведется по схеме радиального шлифования, а во втором - по схеме круглого наружного шлифования, соответственно резание ведется с различной конструктивной подачей и на обрабатываемой поверхности винта 8 изменяется направление рисок обработки. Обработка по
различным схемам шевингования обеспечивает снижение шероховатости обработанной поверхности.
Обкатка инструмента б по винту 8 без
скольжения обеспечивается благодаря тому, что втулка 5 при отсутствии контакта с втулкой 2, свободно вращается в подшипниках 3, а вращение втулки 2 с переменной толщиной стенки Ь создает окружное обкаточное движение инструменту 6 по принципу хула-хуп.
Линейный асинхронный двигатель 10 через переднюю и заднюю бабки 15 и 16 шевинговального станка обеспечивает осевой натяг между инструментом 6 и обрабатываемым винтом 8 с оптимальной по качеству обработки силой резания, в зависимости от конструкции и материала винта. 8, осуществляя конструктивную подачу. При
этом компенсируются погрешности установки инструмента 6 на заданный шаг витков 11, создавая равномерную их работу по всей длине инструмента 6 с равномерным износом и стабильным во времени качеством обработки, становится возможной обработка винтов 8 с высоким качеством поверхности даже при наличии неравномерности по шагу. Возвратно-поступательное движение винту 8 создается путем
переключения линейного асинхронного двигателя 10. Таким образом, данное устройство для шевингования зубчатых изделий обеспечивает повышение качества обработки.
Формула изобретения
40
Устройство для шевингования зубчатых изделий, преимущественно винтов, содержащее выполненный в виде винтовой пружины инструмент, размещенный в корпусе с возможностью осевого сжатия посредством гайки, отличающееся тем, что. с целью повышения качества обработки, устройство снабжено двумя втулками, гайкой осевого относительного перемещения втулок и подшипниками, одна из втулок, предназначенная для соединения с приводом вращения инструмента, выполнена с различной толщиной стенки и охватывает другую втулку, на внутренней поверхности которой размещены витией инструмента, а на ее наружной поверхности размещена айкаосевого относительного перемещения
втулок, при этом устройство снабжено линейным асинхроннымдвигателем, преднаэ наченным для соединения с передней и задней бабками шевинговального станка.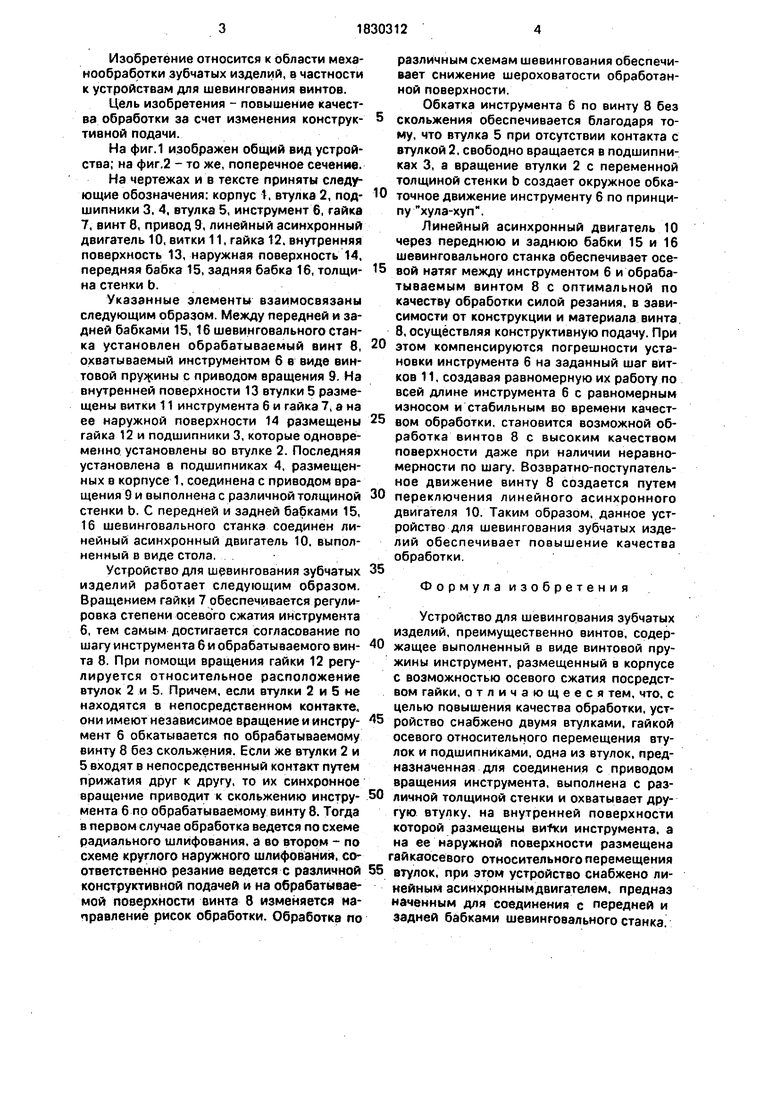
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС ПРИ ШЕВИНГОВАНИИ | 2005 |
|
RU2294820C2 |
| Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес | 1980 |
|
SU1187706A3 |
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| Устройство к зубошевинговальному станку | 1990 |
|
SU1787713A1 |
| Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес | 1981 |
|
SU1223831A3 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| МОБИЛЬНЫЙ НАПЛАВОЧНЫЙ КОМПЛЕКС «САРМАТ НК 450» | 2021 |
|
RU2773541C1 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| Устройство для чистовой обработки зубчатых изделий с пространственно модифицированными зубьями | 1985 |
|
SU1348096A1 |

Использование: область механообработки, в частности обработка зубчатых изделий, преимущественно винтов. Сущность 9 изобретения: устройство снабжено двумя втулками 2, 5 и гайкой 12 осевого относительного перемещения втулок. На внутренней поверхности втулки 5 размещены витки 11 инструмента 6, а на ее наружной поверхности 14 размещена гайка 12. Втулка 2 выполнена с различной толщиной стенки. Кроме того, устройство снабжено линейным асинхронным двигателем, предназначенным для соединения с передней и задней бабками шевинговального станка. 2 ил. # Z LL Ё 00 со о Сл Ю 
.й/г/
| АБРАЗИВНЫЙ ЧЕРВЯЧНЫЙ ШЕВЕР | 0 |
|
SU310748A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
