Изобретение относится к области машиностроения, в частности к подшипниковой промышленности, и может быть использовано при изготовлении окон цельного массивного сепаратора подшипника качения.
Цель изобретения - повышение точности обработки окон сепаратора подшипника качения за счет равномерного распределения припуска по граням прошивки. Это позволит обеспечить равномерный износ режущих зубьев и увеличить срок службы инструмента до очередной переточки и общий срок службы в 2-3 раза, что, в свою очередь, позволит уменьшить расходы на инструт мент и повысить производительность за счет уменьшения числа остановок станка для смены инструмента и наладки.
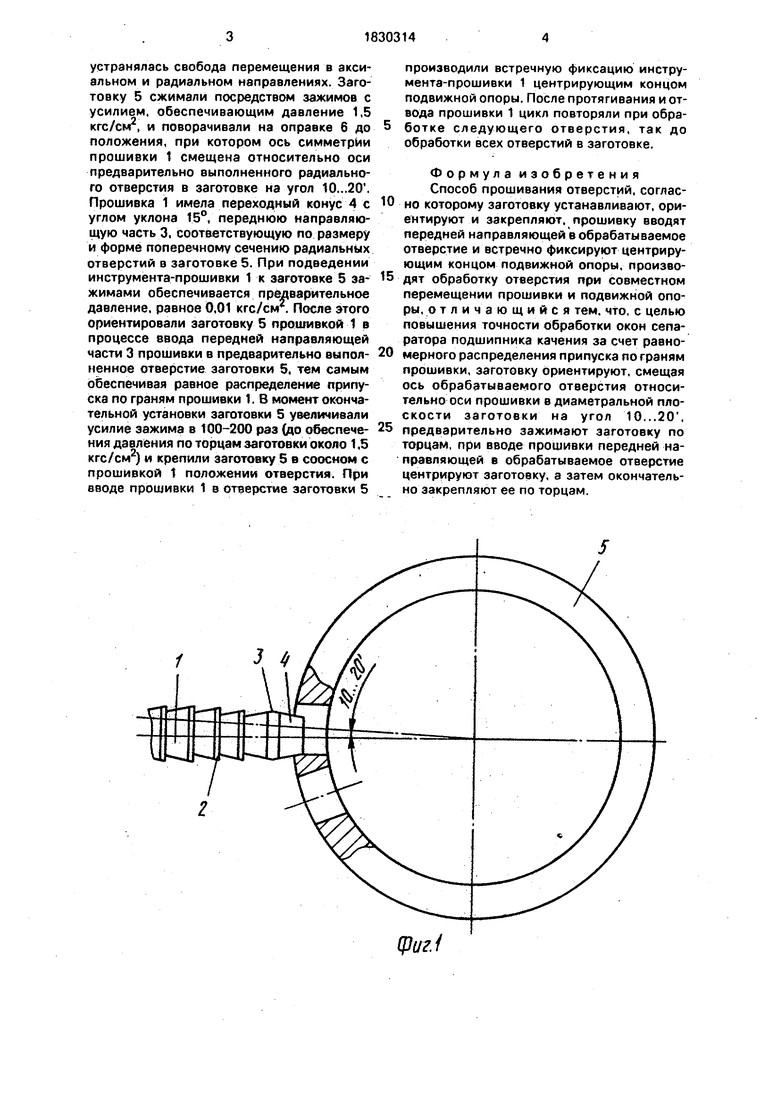
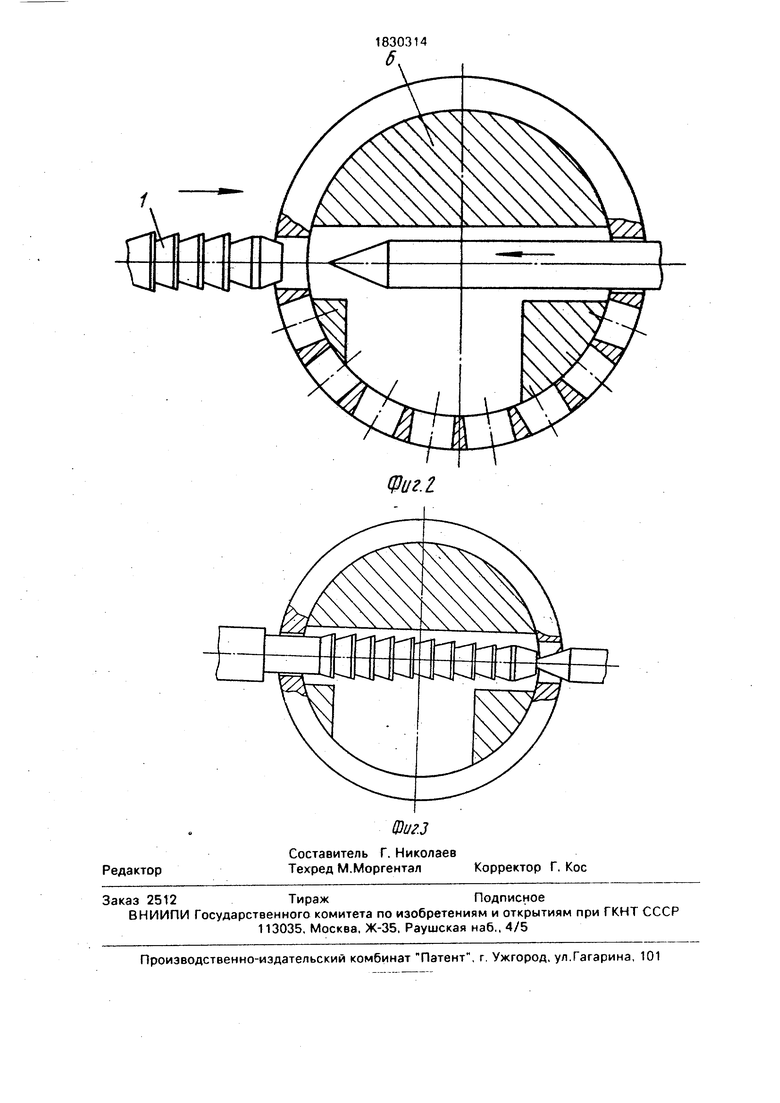
На фиг.1 изображено взаимное положение инструмента-прошивки и детали перед ориентированием последней; на фиг.2 - конечное положение детали перед обработкой; на фиг.З - конец операции прошивки
отверстия со встречной фиксацией инструмента-прошивки.
Способ осуществлен посредством устройства, включающего инструмент-прошивку 1, жестко закрепляемую в инструментальном патроне, совершающем возвратно-поступательное перемещение (не показан). Прошивка 1 имеет режущую часть 2, переднюю направляющую часть 3 и переходный конус 4. Заготовка 5 сепаратора помещается в механизм для установки и ориентирования, содержащий оправку 6 с зажимами по торцам заготовки, связанными с механизмом поворота и зажима, включающим делительное приспособление, привод поворота и привод зажима (не показаны). Оправка 6 установлена жестко и выполнена таким образом, что загружаемая на нее заготовка 5 имеет возможность поворота на ней.
Заготовку 5 сепаратора помещали на оправку 6 (с возможностью поворота на последней) между торцами зажимов устройства для поворота и зажима, тем самым
сл
с
оо со о
00
Ј
устранялась свобода перемещения в аксиальном и радиальном направлениях. Заготовку 5 сжимали посредством зажимов с усилием, обеспечивающим давление 1,5 кгс/см2, и поворачивали на оправке 6 до положения, при котором ось симметрии прошивки 1 смещена относительно оси предварительно выполненного радиального отверстия в заготовке на угол 10...20. Прошивка 1 имела переходный конус 4 с углом уклона 15°, переднюю направляющую часть 3, соответствующую по размеру и форме поперечному сечению радиальных отверстий в заготовке 5. При подведении инструмента-прошивки 1 к заготовке 5 за- жимами обеспечивается предварительное давление, равное 0,01 кгс/см . После этого ориентировали заготовку 5 прошивкой 1 в процессе ввода передней направляющей части 3 прошивки в предварительно выпол- пенное отверстие заготовки 5, тем самым обеспечивая равное распределение припуска по граням прошивки 1. В момент окончательной установки заготовки 5 увеличивали усилие зажима в 100-200 раз (до обеспече- ния давления по торцам заготовки около 1,5 кгс/см ) и крепили заготовку 5 в соосном с прошивкой t положении отверстия. При вводе прошивки 1 в отверстие заготовки 5
производили встречную фиксацию инструмента-прошивки 1 центрирующим концом подвижной опоры. После протягивания и отвода прошивки 1 цикл повторяли при обработке следующего отверстия, так до обработки всех отверстий в заготовке.
Формула изобретения Способ прошивания отверстий, согласно которому заготовку устанавливают, ориентируют и закрепляют, прошивку вводят передней направляющей в обрабатываемое отверстие и встречно фиксируют центрирующим концом подвижной опоры, производят обработку отверстия при совместном перемещении прошивки и подвижной опоры, отличающийся тем, что, с целью повышения точности обработки окон сепаратора подшипника качения за счет равномерного распределения припуска по граням прошивки, заготовку ориентируют, смещая ось обрабатываемого отверстия относительно оси прошивки в диаметральной плоскости заготовки на угол 10...20, предварительно зажимают заготовку по торцам, при вводе прошивки передней направляющей в обрабатываемое отверстие центрируют заготовку, а затем окончательно закрепляют ее по торцам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ РАДИАЛЬНЫХ ОТВЕРСТИЙ | 1990 |
|
RU2012452C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 1996 |
|
RU2097158C1 |
| Способ прошивания отверстий | 1990 |
|
SU1824260A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2105526C1 |
Изобретение относится к области машиностроения, в частности к подшипниковой промышленности. Сущность изобретения: заготовку устанавливают, ориентируют и закрепляют, прошивку вводят передней направляющей в обрабатываемое отверстие и встречно фиксируют центрирующим концом подвижной опоры, производят обработку отверстия при совместном перемещении прошивки и подвижной опоры, при этом заготовку ориентируют, смещая ось обрабатываемого отверстия относительно оси прошивки в диаметральной плоскости заготовки на угол 10...20, предварительно зажимая заготовку по торцам. При вводе прошивки передней направляющей в обрабатываемое отверстие центрируют заготовку, а затем окончательно зажимают ее по торцам. 3 ил.
/
Фиг. г
| Авторское свидетельство СССР № 228477, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
