В основном авт. св. № 129962 описано устройство, предназначенное для установки и выверки коленчатых валов при обработке (шлифовании) изношенных мотылевых шеек.
Отличие предлагаемого станка состоит в том, что охватываюндие шейку неподвижные упоры помеш ены на суппорте ло прямой линии, перпендикулярной торцовой рабочей поверхности абразивного .камня, а противолежашие упоры соединены с суппортом шарнирными рычагами, находящимися под воздействием пружины. Это обеспечивает устранение нежелательного прогрессивного возрастания радиальной подачи (лодачи на глубину) по мере уменьшения диаметра шейки в нроцессе ее шлифования.
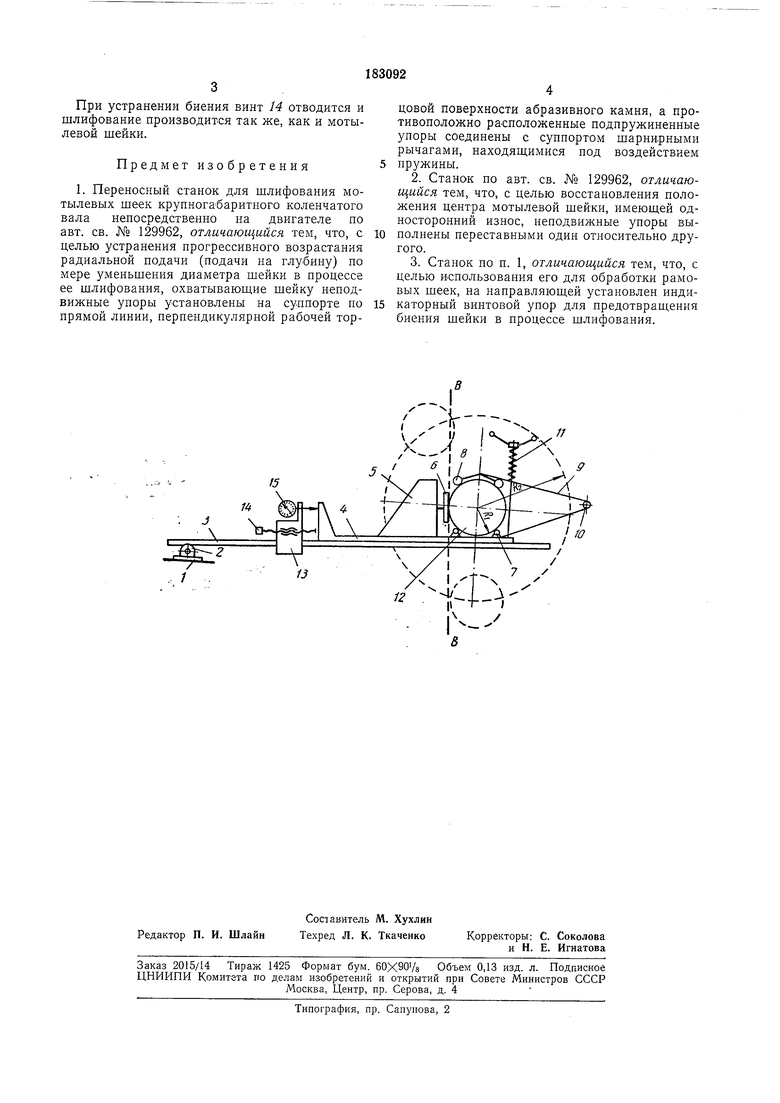
На чертеже показана схема предлагаемого переносного станка.
На раме / двигателя установлено основание 2 станка, относительно которого может поворачиваться иаправляюшая 3, шарнирно соединенная одним своим концом с основанием. На направляюшей 3 нодвин но установлен суппорт 4, несуший шлифовальную головку 5 с абразивным камнем 6, работающим торцом, и копировальный механизм, имеющий неподвижные упоры 7 и иодпружиненные упоры 8, которые соединены с суппортом. Суппорт несет жесткие упоры и рычаги 9 с шарниром 10, находящимся под воздействием пружины п. Неподвижные упоры выполнены переставными один относительно другого для восстановления положения центра мотылевой шейки 12, имеющей односторонний износ.
Для нредотвращения биения шейки в процессе шлифования на упоре 13 с винтом 14 установлен индикатор /5.
При врезании абразивного камня 6 в шейку 12 упоры 8 нридвигают ее к упорам 7 по линин, параллельной плоскости шлифования ВВ.
При шлнфоваиин рамовой шейки станок устанавлнвают так, чтобы конировальный механизм охватывал ее. При вращении коленчатого вала рамовая шейка будет вращаться между упорами 7 и 8.
Индикатор 15 показывает величину биения новерхностн шейки к оси врашения вала с точностью до 0,01 мм. В случае большой величины абразив срезает лишний слой материала за несколько приемов, напрнмер по 0,3 мм.
Для этого винт М отводится от суппорта 4 и рамовая шейка 12 ложится равномерно на упоры 7, при этом абразив отходит от шейки и подачей врезания подводится снова на касание, а суппорт поджимается к шейке винтом 14.
При устранении биения винт 14 отводится и шлифование производится так же, как и мотылевой шейки.
Предмет изобретения
1. Переносный станок для шлифования мотылевых шеек крунногабаритного коленчатого вала непосредственно на двигателе но авт. св. Afb 129962, отличающийся тем, что, с целью устранения прогрессивного возрастания радиальной нодачи (подачи на глубину) по мере уменьшения диаметра шейки в процессе ее шлифования, охватываюш,ие шейку неподвижные упоры установлены на суппорте по прямой линии, перпендикулярной рабочей торцовой поверхности абразивного камня, а противоположно расположенные подпружиненные упоры соединены с суппортом шарнирными рычагами, находящимися под воздействием пружины.
2.Станок по авт. св. № 129962, отличающийся тем, что, с целью восстановления положения центра мотылевой шейки, имеюш,ей односторонний износ, неподвижные упоры выполнены переставными один относительно другого.
3.Станок но п. 1, отличающийся тем, что, с целью использования его для обработки раковых шеек, на направляюшей установлен индикаторный винтовой упор для предотвраш,ения биения шейки в процессе шлифования.
(5
XN
VХ..
