вания инструмента 9. На корпусе 12 шпинделя-остова находится центрирующий буртик 11.
Захватный кольцевой паз находится на корпусе 13 шпиндельной головки, который центрируется без зазора на прецизионной шариковой втулке 14 по направлению шпинделя-остова. На хвостовике инструмента. 9 выполнен конус 15. В корпусе 13 шпиндельной головки находится подшипник 16, обеспечивающий надежное вращение инструмента соосно с центрирующим буртиком 11. На инструменте 9 установлен частотный датчик 17, который с частотным датчиком 18, установленным на шпинделе- остове, выдает сигнал об их синхронном вращении. В центральном отверстии шпинделя-остова установлены зажимные цанги 19 гидромеханического устройства 20, которые приводятся в движение поршнем 21. Кроме того, гидромеханическое устройство включает в себя подвод 22 и вращательный ввод 23, который состоит из гидравлического подвода 24 и магистрали сжатого воздуха 25, смонтированных в зажимном цилиндре 35.
У основания конуса 5 шпинделя-остова находятся кольца 26 и 27 с торцовыми зубьями.
В корпусе 12 шпинделя-остова.смонтированы .рычаги 28, которые приводятся в действие от поршня 32 и напорной линии 33 через тягу 31. На корпусе 13 шпиндельной головки выполнен бурт 29 для взаимодействия с торцевой пл оскостыо 30 корпуса 12 шпинделя-остова.
Зажимной цилиндр 35 выполнен снаружи как ременной шкив, на котором находится плоский ремень 34.
В корпусе 13 шпиндельной головки размещены уплотнения 36 и 37, необходимые для защиты подшипника 16 от проникающей смазочно-охлаждэющей жидкости. В корпус 12 шпинделя-остова вмонтирован сенсорный датчик колебаний 38.
Устройство работает следующим образом.
Шпиндель приводится во посредством клиноременной передачи, состоящей из плоского ремня 34 и шкива 35, который одновременно является и зажимным цилиндром.
Устройство автоматической смены инструмента подводит шпиндельную головку с инструментом 9, захватывая ее за кольцевой паз 10, к центрирующему буртику 11 корпуса 12 шпинделя-остова и прижимает корпус 13 шпиндельной головки, центрируя его без зазора на прецизионной шариковой втулке 14 по направлению к шпинделю-ос-
0
тову. При этом конус 15 инструмента 9 входит в конус 5 шпинделя-остова. Соосное вращение шпиндельной головки 13 и шпинделя-остова обеспечивается с помощью поводковых колец 6 и 7 и подшипника 16. Через штуцер и магистраль 25 подается сжатый воздух, который, выходя из кольце- .вогопазаЗ, производит очистку конуса 15 и, кроме того, при усиливающемся спаривании выполняет функцию центрирования. Когда частотные датчики 17 и 18 сообщают о синхронном вращении инструмента 9 и шпинделя-остова, зажимные цанги 19 гидромеханического устройства 20 замыкают
5 возвратом поршня 21, нагруженного давлением жидкости через подвод 22, вращательный ввод 23 и гидравлический подвод 24. После замыкания цанг 19 осуществляется передача вращения, во-первых, полным
0 фрикционным замыканием конусов 5 и 15, во-вторых, кольцами 26 и 27. Одновременно с соединением вращающихся деталей происходит прижим корпуса 13 шпиндельной головки к торцовой плоскости 30 корпуса 12
5 при помощи рычагов 28, захватывающих корпус 13 шпиндельной головки за бурт 29, Рычаг 28 приводится в действие и притягивается от поршня 32 через тягу 31, давление прижима рычага 20 регулируется через на0 порную линию 33.
Преимуществами данного решения являются повышение стой кости режущего инструмента благодаря улучшенной вибропрочности фрезерного шпинделя с установленным на подшипнике инструментом, улучшение точности смены, возможность предварительной настройки инструмента и подшипников согласно режиму обработки, бережное обращение с подшипниками благодаря согласованию с инструментом и специальной задачей обра ботки резанием, улучшение устойчивости инструмента, повышение срока службы опор и улучшение точности обрабатываемой детали, Так как шпиндельная головка может быть настроена согласно требованию вне фрезерного шпинделя, например, комплексной балансировкой шпиндельной головки совместно с инструментом и при частоте вращения может быть точно установлена, можно отказаться перед дальнейшей работой от контрольного прохода, изменения детали и корректировки режущей кромки. Высокая жесткость инструмента в плоскости врезания режущей кромки благодаря очень малому вылету вследствие установки на опоры хвостовика в шпиндельной головке и возможность согласования опор с инструментом и задачей обработки
5
0
5
0
5
обеспечивают высокую точность серийного производства.
Формула изобретения 1. Главный шпиндель, в особенности шпиндель для фрезерования при больших частотах вращения, для металлорежущих станков, состоящий из смонтированного в корпусе с возможностью вращения шпинделя-остова с конусом для установки инструмента, автоматического устройства для зажима и разжима инструментов, закрепленной в корпусе шпинделя-остова шпиндельной головки со смонтированным в корпусе с возможностью вращения в подшипниках инструментом с конусом, отличающийся тем. что, с целью повышения технико-экономической эффективности и производительности путем повышения мощности, корпус шпиндельной головки
0
5
0
расположен относительно корпуса шпинделя-остова без зазора с предварительным центрированием, а в конце шпинделя-остова соосно расположены поводковые кольца с фрикционным замыканием и выполнен периферийный паз для подачи сжатого воздуха, а упомянутое устройство для зажима и разжима инструментов выполнено гидромеханическим.
2.Шпиндель по п. 1,отличающийся тем, что он снабжен прецизионной шариковой втулкой, расположенной между корпусами шпиндельной головки и шпинделя-остова.
3.Шпиндель поп.1,отлича ю щ и и с я тем, что инструмент или шпиндель-остов снабжены датчиками частоты вращения.
4.Шпиндель по п. 1,отличающийся тем, что шпиндель-остов снабжен сенсорным датчиком колебаний.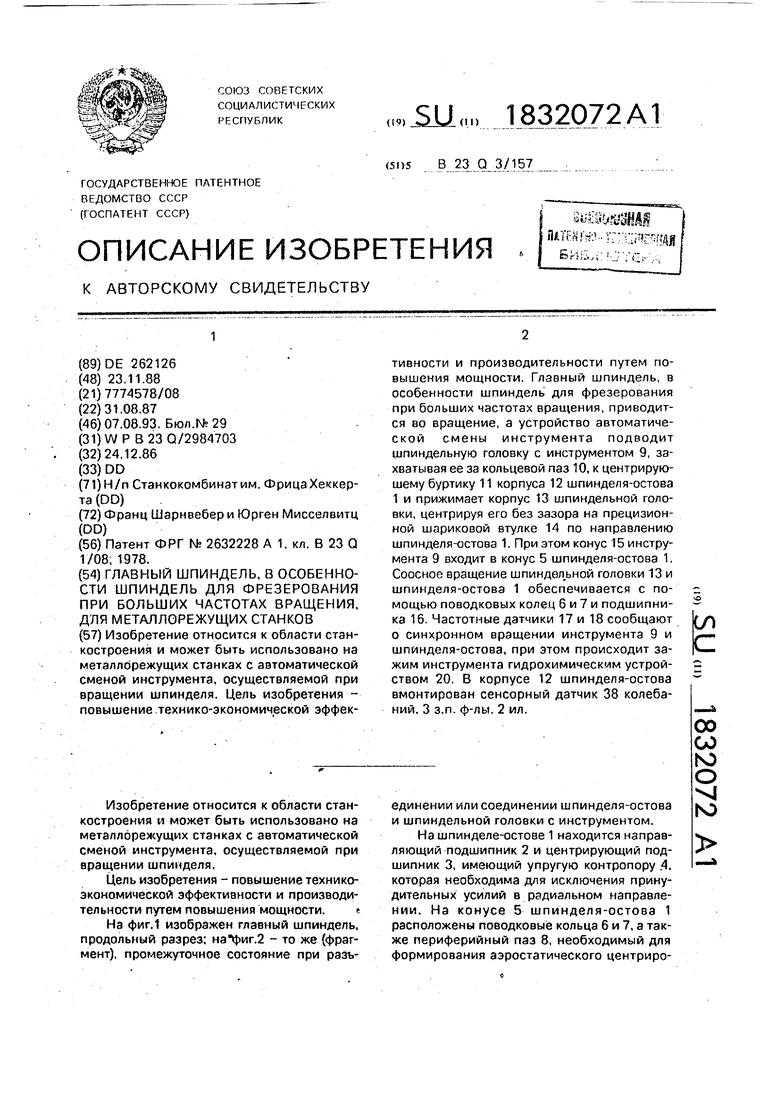

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления держателя инструмента в шпинделе металлорежущего станка | 1988 |
|
SU1736331A3 |
| Шпиндельная головка | 1985 |
|
SU1310125A1 |
| УЗЕЛ ШПИНДЕЛЯ СТАНКА | 2013 |
|
RU2621091C2 |
| Устройство для автоматизированного крепления инструмента в шпинделе металлорежущего станка | 1988 |
|
SU1551473A1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1983 |
|
SU1117135A1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1985 |
|
SU1340931A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Шпиндельная бабка | 1991 |
|
SU1816537A1 |
| ЗАЖИМ ШПИНДЕЛЯ | 2010 |
|
RU2544881C2 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1980 |
|
SU965610A2 |

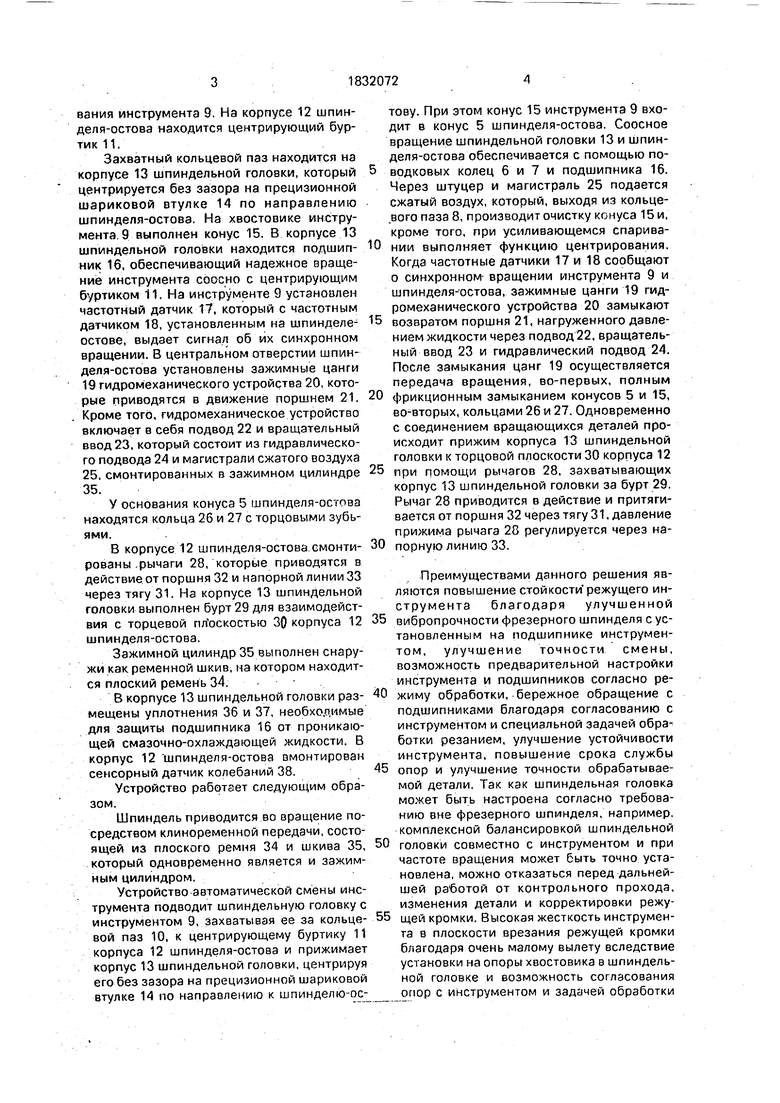
Изобретение относится к области станкостроения и может быть использовано на металлорежущих станках с автоматической сменой инструмента, осуществляемой при вращении шпинделя. Цель изобретения - повышение .технико-экономической эффекИзобретение относится к области станкостроения и может быть использовано на металлорежущих станках с автоматической сменой инструмента, осуществляемой при вращении шпинделя. Цель изобретения - повышение технико- экономической эффективности и производительности путем повышения мощности. На фиг.1 изображен главный шпиндель, продольный разрез: .2 - то же (фрагмент), промежуточное состояние при разътивности и производительности путем повышения мощности. Главный шпиндель, в особенности шпиндель для фрезерования при больших частотах вращения, приводится во вращение, а устройство автоматической смены инструмента подводит шпиндельную головку с инструментом 9, захватывая ее за кольцевой паз 10, к центрирующему буртику 11 корпуса 12 шпинделя-остова 1 и прижимает корпус 13 шпиндельной головки, центрируя его без зазора на прецизионной шариковой втулке 14 по направлению шпинделя-остова 1. При этом конус 15 инструмента 9 входит в конус 5 шпинделя-остова 1. Соосное вращение шпиндельной головки 13 и шпинделя-остова 1 обеспечивается с помощью поводковых колец 6 и 7 и подшипника 16. Частотные датчики 17 и 18 сообщают о синхронном вращении инструмента 9 и шпинделя-остова, при этом происходит зажим инструмента гидрохимическим устройством 20. В корпусе 12 шпинделя-остова вмонтирован сенсорный датчик 38 колебаний. 3 з.п. ф-лы. 2 ил. единении или соединении шпинделя-остова и шпиндельной головки с инструментом. На шпинделе-остове 1 находится направляющий подшипник 2 и центрирующий подшипник 3, имеющий упругую контропору .4. которая необходима для исключения принудительных усилий в радиальном направлении. На конусе 5 шпинделя-остова 1 расположены поводковые кольца 6 и 7, а также периферийный паз 8, необходимый для формирования аэростатического центрироСП С 00 СО го о XI го
16 15 856 Фиг.1
го
/ м гг
LJLLI
r//ysAsflЈsA2 sf
Фиг. 2
| СПОСОБ УСТРОЙСТВА КРОТОВОГО ДРЕНАЖА НА ОСУШАЕМЫХ ЗЕМЛЯХ | 2016 |
|
RU2632228C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
