Полуавтоматы для обработки круглых изделий из пластмасс, содержащие направляющие для подачи обрабатываемых изделий, узел фрикционного вращения и поступатель ного движения изделий, расположенный под направляющими и выполненный в виде дисков, на торцы которых нанесен фрикционный материал, и узел рабочего камня с индивидуальным электроприводом, известны. Эти стан.ки имеют малый диапазон разности размеров обрабатываемых изделий и не приспособлены к обработке изделий больпюй длины.
Предлагаемый полуавтомат отличается от известных конструктивным исполнением узла фрикционного вращения и поступательного движения изделий в виде двух оснащенных, вариаторами резиновых валков, установленных параллельно друг другу с зазором, величина которого на 1 -1,5 мм меньше диаметра изделия.
На таком станке можно обрабатывать изделия, у которых длина значительно больще диаметра. Время на переналадку станка с одного изделия на другое занимает не более 1 мин. Диапазон разности размеров обрабатываемых изделий расщирен от 20 до 200 мм. Кроме того, станок приспособлен к обработке изделий различной формы (конусной, ступенчатой, цилиндрической и др.), для чего меняют профиль валков. Производительность данного станка по сравнению с известными в 2- 3 раза выще, а металлоемкость его гораздо меньще.
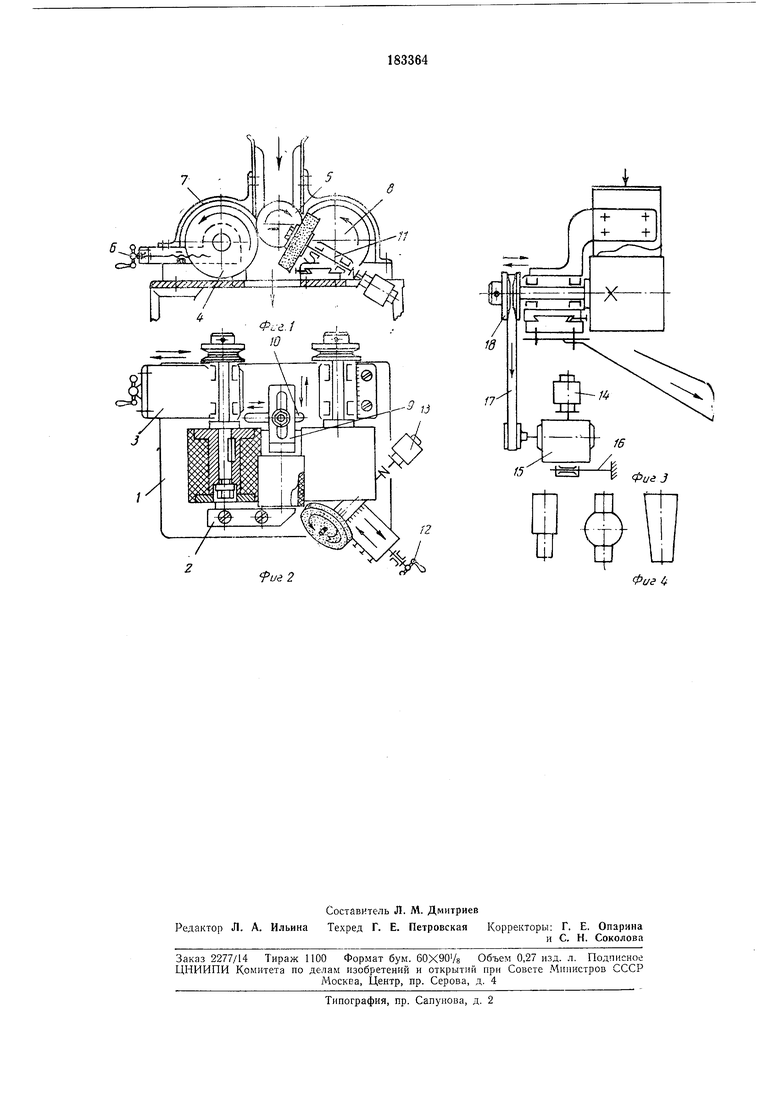
На фиг. 1 изображена принципиальная конструктивная схема описываемого полуавтомата, внд спереди; на фиг. 2 - то же, в плаие; на фиг. 3 - то же, сбоку; на фиг. 4 - некоторые формы обрабатываемых изделий.
На станину У крепится направляющая план-,;
ка 2. Узел подвижного фрикционного валка 3 соединен со станиной «ласточкииым хвостом :Валок 4, помимо вращения, неремещается дл5х установки по днаметру обрабатываемого изделия 5 с номощью ручки 6. Часть наконителя 7 является универсальной, так как прикреплена к подвижной части.
Узел втягивающего фрнкцнонного валка 8 крепится к станнне неподвижно. Загружаемые в накопитель изделия под тяжестью собственного веса падают на резиновые валки, которые вращаются с разной окружной скоростью в противоположные стороны. Валок 8 вращается с ббльщей скоростью, что и придает обрабатываемому изделию, помимо вращения,
поступательное вниз благодаря фрикционному сцеплению. Валки устанавливаются но обрабатываемому изделию так, чтобы резина амортизировалась при прохождении изделием зоны абразивного круга не бомалой разностью окружной скорости, можно заставить изделия быстрее враш,аться, но медленнее перемещаться вниз.
Для направления изделий служит регулируемая планка 9, которая устанавливается при передвижении по пазу 10 соответственно высоте и диаметру обрабатываемого изделия. Узел рабочего камня // крепится к станине «ласточкиным хвостом для удобства наладки. Этот узел расположен под углом 30° с тем, чтобы риски на изделиях, с целью улучшения качества их обработки, были установлены вдоль, а не поперек изделий.
Абразивный камень, для иаладки которого служит ручка 12, получает вращение от электромотора 13. Фланцевый электромотор 14 крепится к червячному редуктору 15, расположенному на оси 16, что необходимо для натягивания ремия 17 и компенсации разности межцентровых расстояний шкивов.
На каждом валу резиновых валков находятся, вариаторы 18, с помощью которых подбираются их окружные скорости. Вариация оборотов валков имеет прямое отнощение к производительности станка: обрабатываемое изделие, выходя из фрикционного сцепления с валками, падает на желобок, который направляет изделие на конвейер.
Переналадка станка на изделие другой формы производится заменой валков нужного профиля (фиг. 4).
Обрабатываемое изделие 5 вручную либо автоматически питателем загружается в накопитель, под тяжестью собственного веса падает на резиновые валки - и 5 и, фрикционно сцепляясь с ними, получает вращение и поступательпое движение вниз. Проходя мимо
вращающегося абразивного камня, установленного на суппорте, изделие обрабатывается., По мере срабатывания камня или для регулировки размера фаски без выключения станка ручкой 12 производится его иаладка. При переналадке станка на другое изделие ручкой S регулируют усилие фрикционного сцепления обрабатываемого изделия с валками. Если изделие плохо втягивается между валками,
следует увеличить обороты валка 8 с помощью вариатора 18.
В случае обработки изделий не по всей окружности нужно уменьшить разницу окружных скоростей валков. Для правки абразивного камня станок должен иметь специальную шарошку.
Изготовление и внедрение предлагаемого станка возможно на любом предприятии, перерабатывающем пластмассы.
п
Предмет изобрете1тия
Полуавтомат для обработки круглых изделий из пластмасс, содержащий направляющие для подачи обрабатываемых изделий, узел
фрикционного вращения и поступательиога движения изделий, расположенный под направляющими, и узел рабочего камня с индивидуальным электроприводо.м, отличающийся тем, что, с целью обработки изделий больщой
длины различной формы, например конусных, ступенчатых и цилиндрических, узел фрикционного вращения и поступательного движения изделий выполнен в виде двух оснащенных вариаторами резиновых валков, установленных параллельно друг другу с зазором, величина которого па Г-1,5 мм меньше диаметра изделия.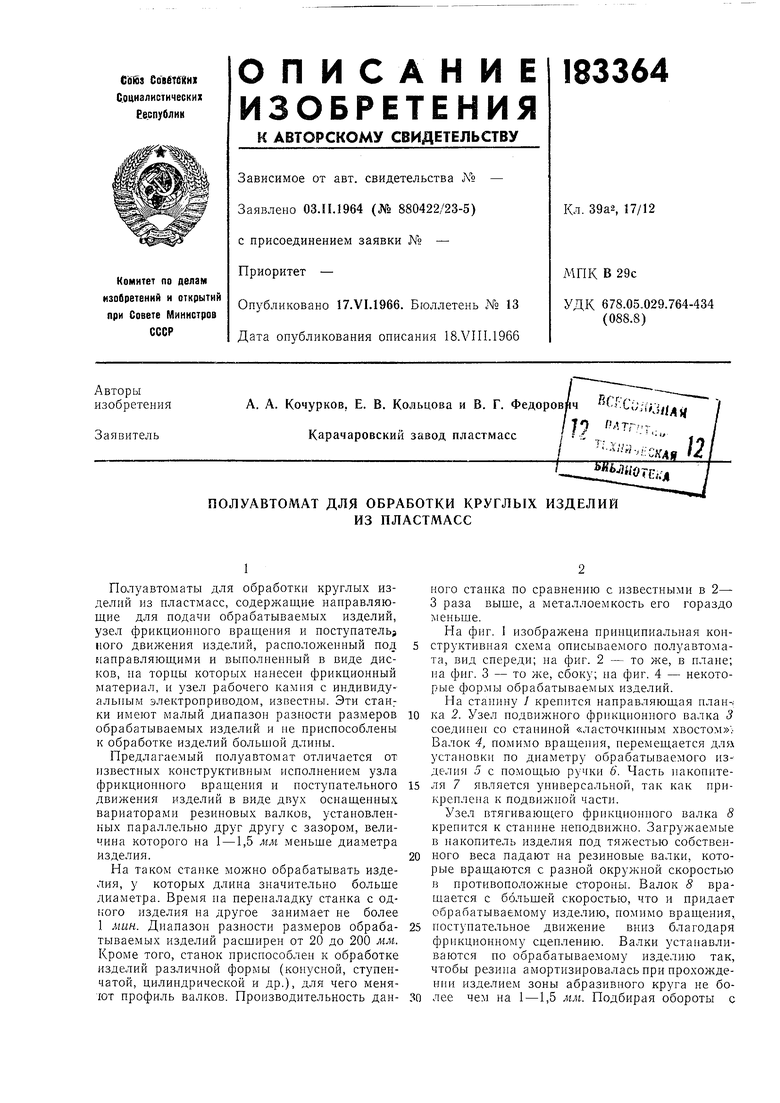
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный полуавтоматический станок для удаления грата на пластмассовых изделиях цилиндрической формы | 1960 |
|
SU136038A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ЗАГОТОВОК ПРЯМОУГОЛБНЫХ ПЛАСТМАССОВБ1Х ДЕТАЛЕЙ | 1970 |
|
SU272531A1 |
| Устройство для удаления выпрессовок с валов | 1981 |
|
SU939240A1 |
| СТАНОК-ПОЛУАВТОМАТ РОТОРНОГО ТИПА ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1968 |
|
SU221251A1 |
| СТАНОК-ПОЛУАВТОМАТ для СБОРКИ КОНЦЕВЫХ ПРИСОЕДИНЕНИЙ РЕЗИНОВЫХ РУКАВОВ11ДГЕ?!ТН6-ТЕХЙ8М?С»»1 | 1973 |
|
SU378329A1 |
| СТАНОК ДЛЯ ПОЛИРОВАНИЯ СКВОЗНЫХ ОТВЕРСТИЙ в ЧАСОВЫХ КАМНЯХ | 1964 |
|
SU165088A1 |
| Станок для изолирования стержней обмоток электрических машин | 1961 |
|
SU143881A1 |
| ДВУХВАЛКОВАЯ МАШИНА ДЛЯ ПРАВКИ ТРУБ И ПРУТКОВ | 1971 |
|
SU411936A1 |
| Станок для удаления облоя с кольцевых формованных изделий | 1980 |
|
SU927519A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА РАрОЧрГО ИНСТРУМЕНТА | 1973 |
|
SU384657A1 |