1
Известны станки - полуавтоматы для сборки концевых присоединений резиновых рукавов, содержащие станину, силовую головку со шпиндельной коробкой и быстросменным патроном, стол с кареткой и гидравлическими тисками, гидропривод и электрооборудование станка. Однако в известных станках каретка выполнена неразъемной, не снабжена профильными валками и -разъемным ключом с быстродействующим зажимом, что приводит к длительной операции зажима, излишней деформации рукава ло его наружному диаметру, не обеспечивает хорошего качества сборки и достаточно высокой производительности труда.
Целью изобретения является повыщение качества сборки при одновременном повышении производительности труда.
Для этого каретка выполнена разъемной с двумя ползушками и осями, несущими профильные валки -с зубьями шестерен, периодически входящими в зацепление между собой, и снабжена установленным по оси движения каретки разъемным ключом с гнездом и быстродействующим эксцентриковым зажимом.
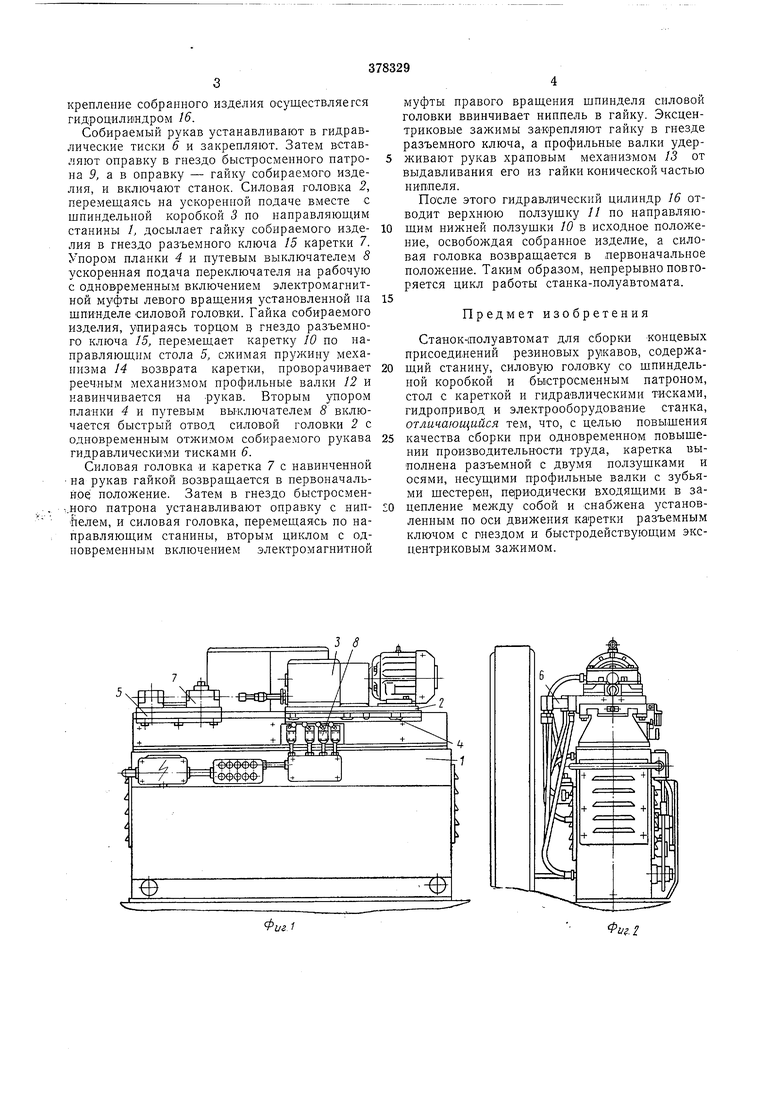
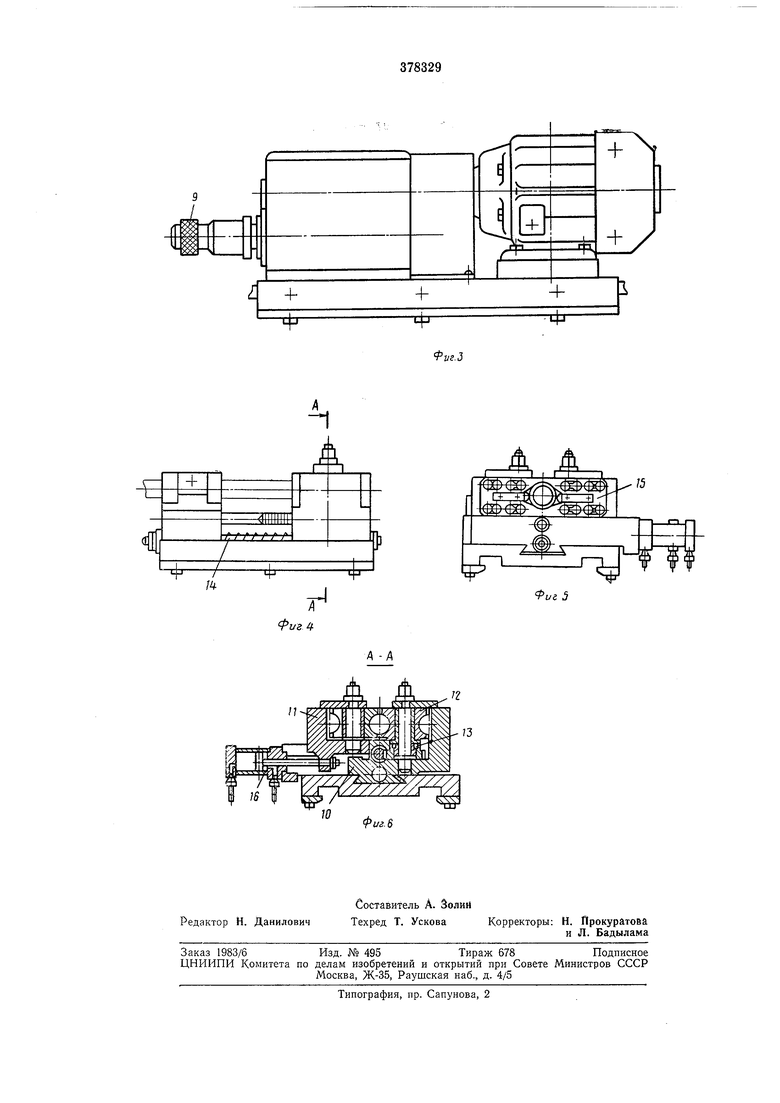
На фиг. 1 изображен предлагаемый станокполуавтомат, общий вид; на фиг. 2 - то же, вид сбоку; ,на фиг. 3 - стол станка - полуавтомата; на фиг. 4 - м-еханизм возврата каретки; на фиг. 5 - то же, вид сбоку; на фиг. 6 - разрез по А-А на фиг. 4.
На направляющих стаиины 1 станка-полуавтомата для сборки концевых присоединений резиновых рукавов установлена силовая головка 2 со шпиндельной ,коробкой 3. На боковой поверхности силовой головки закреплена планка с упорами 4. На противоположном конце налравляющих станины установлен стол 5 с гидравлическими тисками 6 и кареткой 7. Во внутренней полости станины расположено гидрооборудование станка-полуавтомата, а на ее передней стенке закреплены путевые выключатели 8. Патрон 9 выполнен быстросменным с , леремещающей его по щлицево.аду концу шпинделя силовой головки.
Каретка станка-полуавтомата выполнена разъемной и состоит из нижней ползушки 10, перемещающейся по направляющим стола, и верхней ползушки 11, перемещающейся по направляющим нижней ползушки под углом по
отношению к направляющим стола. На вертикальных осях обеих ползушек установлены профильные валки 12 с зубьями шестерен. Шестерня нижней ползущки имеет реечный привод с храповым механизмом 13 и механизмом
J4 возврата каретки.
По линии разъема ползушек установлен разъемный ключ 15 с гнездом для установки собираемого изделия и закрепления его эксцентриковым зажимом от проворота при свинчивании. Перемещение верхней .ползушки и открепление собранного изделия о-существляегся гидроцилнндром 16.
Собираемый рукав устанавливают в гидравлические тиски 6 и закрепляют. Затем вставляют оправку в гнездо быстросмеииого патрона Я а в оправку - гайку собираемого изделия, и включают станок. Силовая головка 2, перемещаясь на ускоренной подаче вместе с шпиндельной коробкой 3 но направляющим станины /, досылает гайку собираемого изделия в гнездо разъемного ключа 15 каретки 7. Упором планки 4 и путевым выключателем 8 ускоренная подача переключателя на рабочую с одновременным включением электромагнитной муфты левого вращения установленной на щпинделе силовой головки. Гайка собираемого изделия, упираясь торцом в гнездо разъемного ключа 15, перемещает каретку 10 по направляющим стола 5, сжимая пружину механизма 14 возврата каретки, проворачивает реечным механизмом профильные валки 12 и навинчивается на рукав. Вторым упором планки 4 и путевым выключателем 8 включается быстрый отвод силовой головки 2 с одновременным отжимом собираемого рукава гидравлическими тисками 6.
Силовая головка и каретка 7 с навинченной
на рукав гайкой возвращается в первоначальное положение. Затем в гнездо быстросмен..ного патрона устанавливают оправку с ниппелем, и силовая головка, перемещаясь по направляющим станины, вторым циклом с одновременным включением электромагнитной
муфты правого вращения щпииделя силовой головки ввинчивает ниппель в гайку. Эксцентриковые зажимы закрепляют гайку в гнезде разъемного ключа, а профильные валки удерживают рукав храповым механизмом 13 от выдавливания его из гайки конической частью ниппеля.
После этого гидравлический цилиндр 16 отводит верхнюю ползущку 11 ио нанравляющим нижней ползущки 10 в исходное положение, освобождая собранное изделие, а силовая головка возвращается в первоначальное положение. Таким образом, непрерывно повторяется цикл работы станка-полуавтомата.
Предмет изобретения
Станок-полуавтомат для сборки концевых присоединений резиновых рукавов, содержащий станину, силовую головку со щпиндельной коробкой и быстросменным патроном, стол с кареткой и гидравлическими тисками, гидропривод и электрооборудование станка, отличающийся тем, что, с целью повышения
качества сборки при одновременном повыщении производительности труда, каретка выполнена разъемной с двумя ползущками и осями, иесущими профильные валки с зубьями щестерен, периодически входящими в зацепление между собой и снабжена установленным по оси движения каретки разъемным ключом с гнездом и быстродействующим эксп,ентриковым зажимом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки рукавов высокого давления | 1974 |
|
SU505556A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КОНЦЕВЫХ ЗАГОТОВОК | 1972 |
|
SU331846A1 |
| НАСАДКА К ШПИНДЕЛЮ СТАНКА | 1972 |
|
SU430965A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| МЕХАНИЗМ ЗАГРУЗКИ, НАПРИМЕР, К ТОКАРНО-ЛОБОВЫМСТАНКАМ | 1972 |
|
SU358125A1 |
| Полуавтомат для сборки узла тол-КАТЕля плуНжЕРА ТОплиВНОгО НАСОСАВыСОКОгО дАВлЕНия дВигАТЕлЕйВНуТРЕННЕгО СгОРАНия | 1979 |
|
SU812506A1 |
| МАНИПУЛЯТОР К КОВОЧНЫМ ВАЛЬЦАМ | 1973 |
|
SU388825A1 |
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1998 |
|
RU2136430C1 |
| Станок для снятия фасок на заготовках мелких гаек | 1958 |
|
SU116254A1 |
Фиг.
Фи.2
Ш
ФигЛ
иг 5
П
Фиг.6
